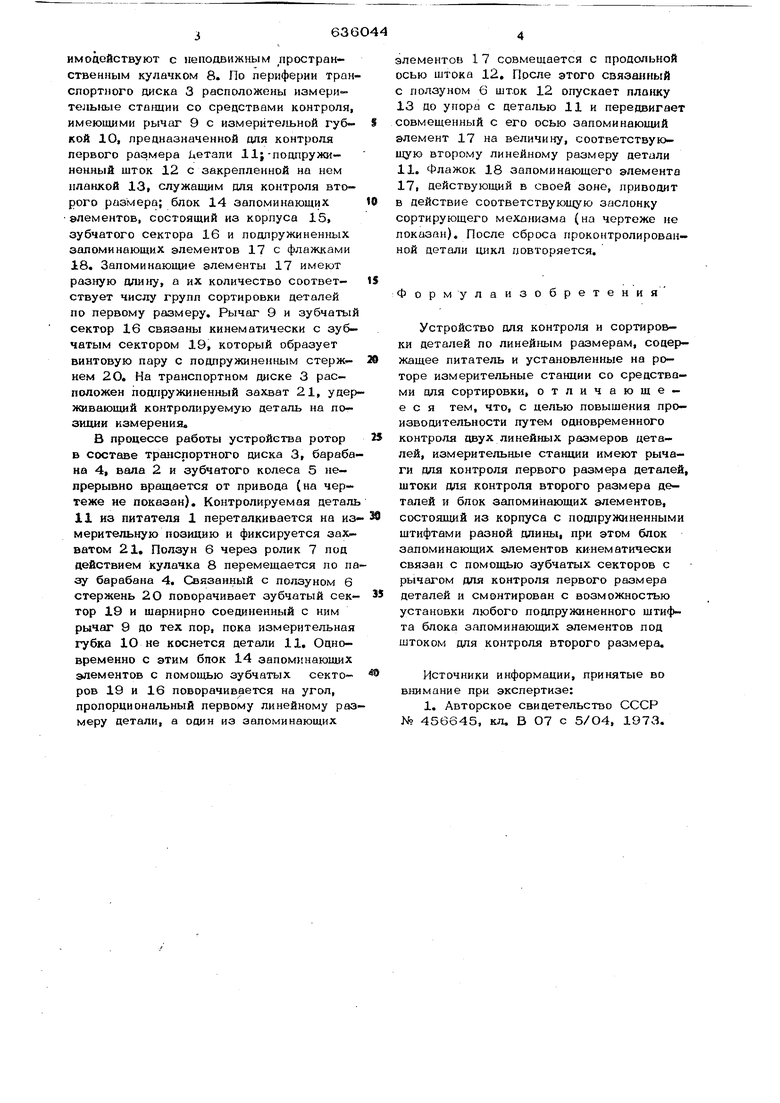
имоцсйсгвуют с неподвижным пространственным кулачком 8. По периферии транспортного диска 3 расположены измерительные станции со средствами контроля, имеющими рычаг 9 с измерительной губкой 1О, предназначенной для контроля первого размера Ьетали 11;-подпружиненный шток 12 с закрепленной на нем планкой 13| служащим для контроля второго размера; блок 14 запоминающих элементов, состоящий из корпуса 15, зубчатого сектора 16 и подпружиненных запоминающих элементов 17 с флажками 18, Запоминающие элементы 17 имеют разную , а их количество соответствует числу групп сортировки деталей по первому размеру, 9 и зубчатый сектор 16 связаны кинематически с зубчатым сектором 19, который образует винтовую пару с подпружиненным стержнем 2О, На транспортном диске 3 распсэложен подпружиненный захват 21, удерживающий контролируемую деталь на позиции измерения.
В процессе работы устройства ротор в составе транспортного диска 3, барабана 4, вала 2 и зубчатого колеса 5 непрерывно вращается от привода (на чертеже не показан). Контролируемая деталь 11 из питателя 1 переталкивается на измерительную позицию и фиксируется захватом 21, Ползун 6 через ролик 7 под действием кулачка 8 перемещается по пазу барабана 4, Связанный с ползуном 6 стержень 20 поворачивает зубчатый сектор 19 и шарнирно соединенный с ним рычаг 9 до тех пор, пока измерительная губка 1О не коснется детали 11, Одновременно с этим блок 14 запоминающих элементов с помощью зубчатых секторов 19 и 16 поворачивается на угол, пропорциональный первому линейному размеру детали, а один из запоминающих
элементов 1 7 совмещается с продольной осью штока 12, Прсле этого связалный с ползуном 6 шток 12 опускает планку 13 до упора с деталью 11 и передвигает совмещенный с его осью запоминающий элемент 17 на величину, соответствующую второму линейному размеру детали 11. Флажок 18 запоминающего элемента 17, действующий в своей зоне, приводит в действие соответствующую заслонку сортирующего механизма (на чертеже не показан). После сброса проконтролированной детали цикл повторяется.
Формула изобретения
Устройство для контроля и сортировки деталей по линейным размерам, содержащее питатель и установленные на роторе измерительные станции со средствами для сортировки, отличающееся тем, что, с целью повышения производительности путем одновременного контроля двух линейных размеров деталей, измерительные станции имеют рычаги для контроля первого размера деталей щтоки для контроля второго размера деталей и блок запоминающих элементов, состо1шшй из корпуса с подпружиненными щтифтами разной длины, при этом блок запоминающих элементов кинематически связан с помощью зубчатых секторов с рычагом для контроля первого размера деталей и смонтирован с возможностью установки любого подпружиненного штифта блока запоминающих элементов под штоком для контроля второго размера.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 456645, кл, В О7 с 5/О4, 1973,
1в АЛ 18 Риг. 2
М
иг.1 Ъ jLTui /,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сортировки деталей по линейным размерам | 1973 |
|
SU456645A1 |
| Автомат для контроля и сортировки деталей | 1975 |
|
SU632405A1 |
| Автомат для многодиапазонной размерной сортировки деталей, привод этого автомата и его измерительная станция | 1990 |
|
SU1816519A1 |
| Автомат для сортировки деталей,имеющих форму тел вращения | 1982 |
|
SU1009538A1 |
| Автомат для контроля и сортировки цилиндрических деталей по размерам и форме | 1973 |
|
SU446324A1 |
| Устройство для контроля и сортировки магнитов | 1987 |
|
SU1443979A1 |
| Ротор для контроля изделий по линейным размерам | 1986 |
|
SU1326343A1 |
| Автомат для крепления деталей на проводник | 1982 |
|
SU1027293A1 |
| Устройство для контроля и сортировки многогранных пластин | 1981 |
|
SU1079309A1 |
| Устройство для размерной сортировки деталей | 1984 |
|
SU1263379A1 |

