1
Изобретение относится к оборудованию для изготовления арматурных каркасов, применяется для контактной сварки с одновременной навивкой поперечной арматуры на продольные стержни и может быть использовано на заводах сборного железобетона.
Наиболее близким по технической сущности и достигаемому результату является устройство для сварки пространственных арматурных каркасов, содержащее смонтированные на станине сварочные электроды и вращающуюся планщайбу с оправкой 1.
Однако при такой конструкции устройства заправку поперечного стержня под электроды и отрезание его по окончании сварки каркаса производят вручиую, что снижает производительность.
Целью изобретения является повышеиие ироизводительности.
Поставленная цель достигается тем, что устройство снабжено соосно установленными на станине но касательной к оправке механизмом резки, выполненным в виде иеподвижно закрепленной втулки с режущей кромкой и нодиружиненного от станины и подвижного относительно втулки ножа, и приводным захватом навиваемого поперечного стержня одностороннего действия.
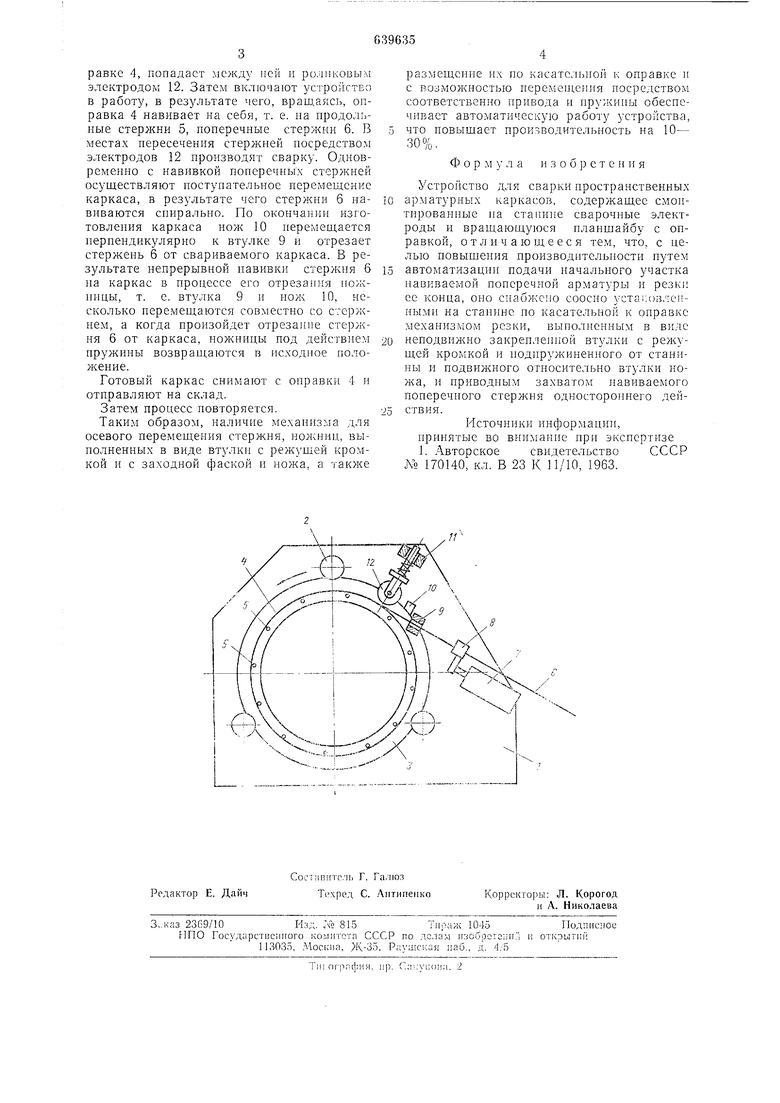
Па чертеже показано устройство для сварки пространственных арматурных каркасов.
Устройство состоит из станины 1, на которой посредством роликов 2 установлена вращающаяся нланщайба 3 с оиравкой 4 для образования каркаса, состоящего из продольных стерл ней 5 и поперечных 6. Кроме того, на станине 1 смонтирован привод 7 и направляющие (на чертеже не показаны), на которых смонтированы захват одностороннего действия 8 н , которые подпружинены относительно станнны н состоят из втулки 9 с режущей кромкой и фаской для захода поперечного стержня н из подвижного относительно втулки ножа 10. Пожницы, т. е. втулки 9 н за.хват 8, установлены между собой соосно и но касательной к барабану. На станине 1 жестко закреплена направляющая 11, на которой установлены подпружиненные ролнковые электроды 12.
Устройство работает следующим образом.
Понеречный стерж;ень 6 пропускают че рез захват 8 и втулку 9 так, что его конец выходит со стороны ножа 10. После чего включают привод 7, который но направляющим перемещает захват 8, прн этом стержень 6, перемещаясь по касательной к ойравке 4, попадает между пей п роликовым электродом 12. Затем включают устройство в работу, в результате чего, враш,аяс.ь, оправка 4 навивает на себя, т. е. па продольные етержни 5, понеречпые стержни 6. В местах пересечения стержней посредством электродов 12 производят сварку. Одновременно с навнБкой поперечных стержней осуществляют поступательное перемещение каркаса, в результате чего стержни 6 навиваются сниральпо. По окончании изготовления каркаса нож 10 перемещается нерненднкулярио к втулке 9 н отрезает стержень 6 от свариваемого каркаса. В результате непрерывной навивки стержня 6 па каркас в процессе его отрезания ножницы, т. е. втулка 9 и нож 10, несколько перемещаются совместно со стержнем, а когда произойдет отрезание стержня 6 от каркаса, ножницы иод действием пружины возвран1,аются в нсходпое полоукение.
Готовый каркас снимают с оправки 4 н отправляют на склад.
Затем процесс повторяется.
Таким образом, наличие механизма для осевого перемещения стержня, ножннн, выполненных в виде втулки с режущей кромкой и с заходной фаской и ножа, а также
размегцснне их но касатс;1ьпои к оправке и с возможностью неремещения посредством соответственно нривода и пружины обеснечивает автоматическую работу устройства, что иовышает производительность на 10- 30%.
Форм у л а и 3 о б ) е т е н и я
Устройство для сварки нространственных
арматурных каркасов, содержащее емоитированные на станине сварочные электроды н вращающуюся нланщайбу с онравкой, о т л и ч а ю HJ, е е с я тем, что, с целью повыщения производительности нутем
автоматизации подачи начального участка 1- авиваемой поперечной арматуры : резки ее конца, оно снабжено соосно устако15,;еннымн на станнне но касательной к онравке механизмом резки, выполненным в виде
неподвижно закрепленной втулки с режущей кромкой и иоднружиненного от станины и подвижного относительно втулки ножа, и нриводным захватом навиваемого поперечного стержня одностороннего действия.
Источники информации, нринятые во внимание нри экспертизе 1. Авторское свидетельство СССР № 170140, кл. В 23 К 11/10, 1963.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления конических арматурных каркасов | 1980 |
|
SU903540A1 |
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
| Способ образования анкеров на арматурных стержнях и устройство для его осуществления | 1986 |
|
SU1404619A1 |
| Устройство для точечной сварки пространственных арматурных каркасов | 1980 |
|
SU925583A1 |
| Устройство для контактной сварки арматурных каркасов | 1980 |
|
SU927445A1 |
| Установка для изготовления пространственных арматурных каркасов | 1990 |
|
SU1773639A1 |
| Машина для контактной точечной сварки арматурных каркасов | 1984 |
|
SU1197810A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1990 |
|
SU1754370A1 |
| УСТРОЙСТВО для СВАРКИ плоских | 1973 |
|
SU407679A1 |
| Установка для образования анкеров на арматурных стержнях | 1981 |
|
SU1017451A1 |
