(54) ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЯХ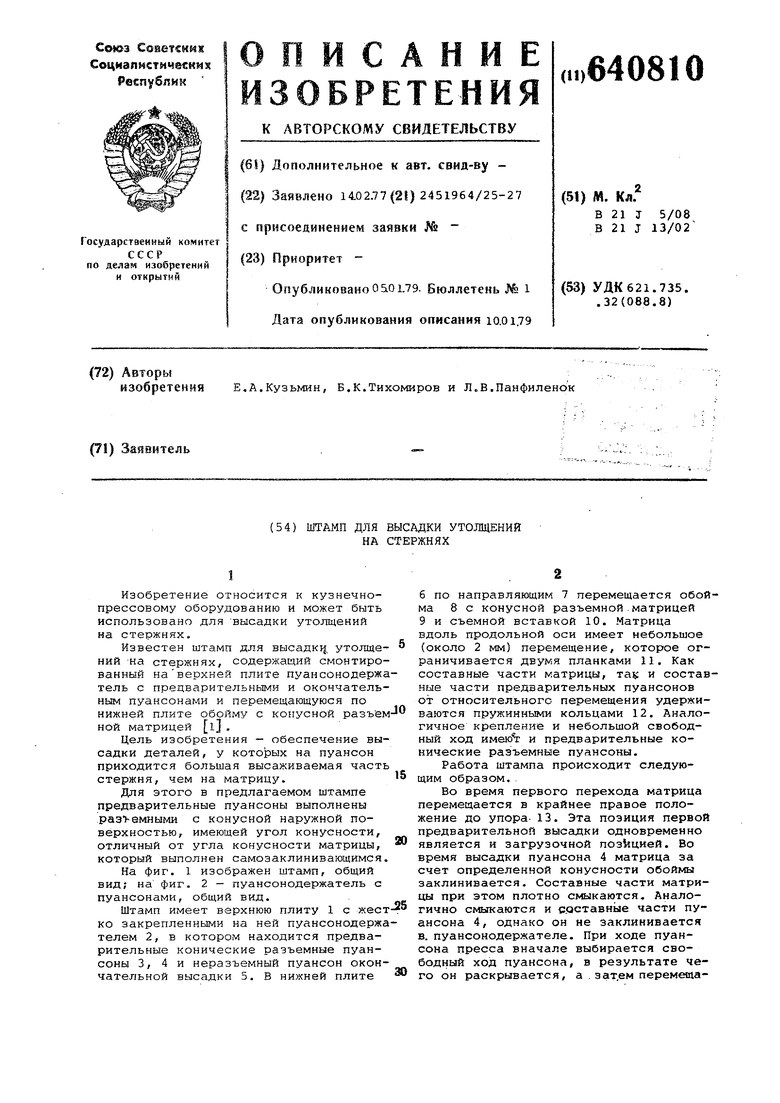
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для высадки | 1989 |
|
SU1764755A1 |
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
| Способ прецизионной штамповки кольцевых деталей из прутка и устройство для его осуществления | 1988 |
|
SU1637927A1 |
| Устройство для изготовления деталей с утолщением | 1987 |
|
SU1505655A1 |
| Штамп для высадки головок деталей стержневого типа | 1980 |
|
SU994095A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| Штамп для высадки головок деталей стержневого типа | 1989 |
|
SU1632600A1 |
| Способ штамповки полых изделий с наружным фланцем | 2019 |
|
RU2729520C1 |
| Устройство для изготовления осесимметричных полых ступенчатых деталей | 1990 |
|
SU1790463A3 |
| Устройство для выталкивания деталей из пуансона двухударного холодновысадочного автомата | 1985 |
|
SU1291259A1 |
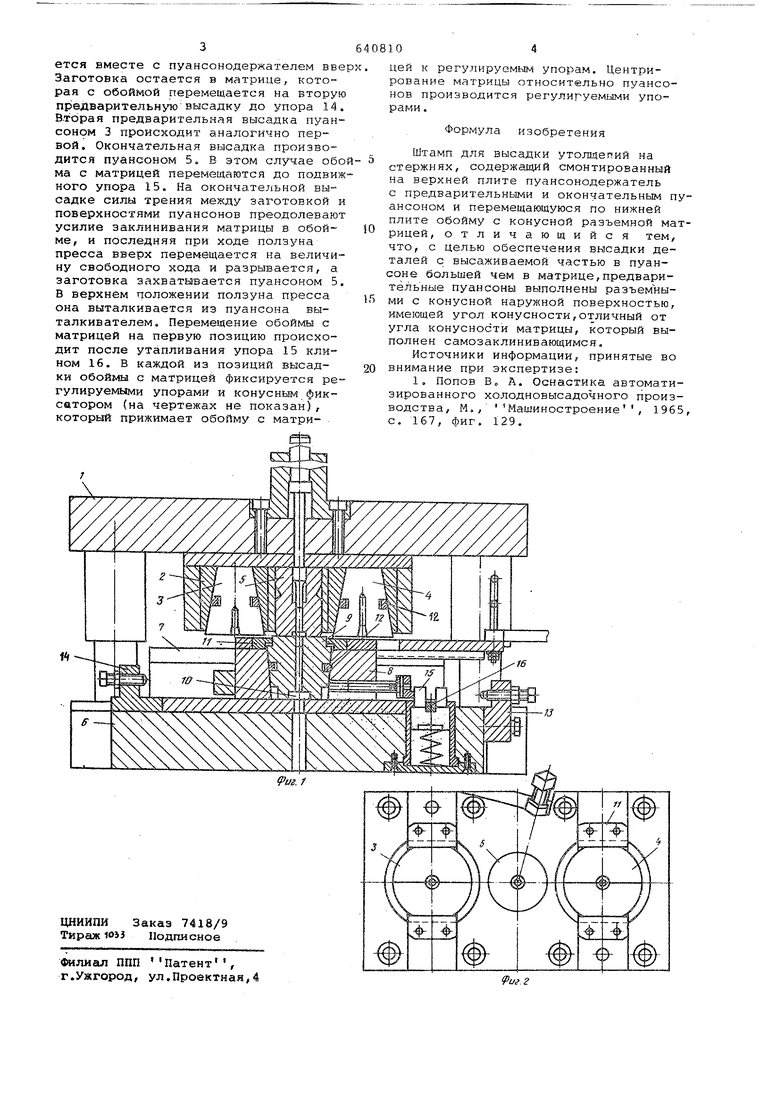
Изобретение относится к кузнечнопрессовому оборудованию и может быть использовано для высадки утолщений на стержнях. Известен штамп для высадкц утолщений -на стержнях, содержащий смонтированный наверхней плите пуансонодержа тель с предварительными и окончательным пуансонами и перемещающуюся по нижней плите обойму с ко усной разъем ной матрицей l, Цель изобретения - обеспечение высадки деталей, у которых на пуансон приходится большая высаживаемая часть стержня, чем на матрицу. Для этого в предлагаемом штампе предварительные пуансоны выполнены разт-емными с конусной наружной поверхностью, имеющей угол конусности, отличный от угла конусности матрицы, который выполнен самозаклинивающимся На фиг. 1 изображен штамп, общий вид; на фиг. 2 - пуансонодержатель с пуансонами, общий вид. Штамп имеет верхнюю плиту 1 с жест ко закрепленными на ней пуансонодержа телем 2, в котором находится предварительные конические разъемные пуансоны 3, 4 и неразъемный пуансон окончательной высадки 5. В нижней плите 6 по направляющим 7 перемещается обойма 8с конусной разъемной.матрицей 9 и съемной вставкой 10. Матрица вдоль продольной оси имеет небольшое (около 2 мм) перемещение, которое ограничивается двумя планками 11. Как составные части матрицы, та и составные части предварительных пуансонов от относительного перемещения удерживаются пружинными кольцами 12. Аналогичное крепление и небольшой свободный ход и предварительные конические разъемные пуансоны. Работа штампа происходит следующим образом. Во время первого перехода матрица перемещается в крайнее правое положение до упора- 13. Эта позиция первой предварительной высадки одновременно является и загрузочной позицией. Во время высадки пуансона 4 матрица за счет определенной конусности обоймы заклинивается. Составные части матрицы при этом плотно смыкаются. Аналогично смыкаются и составн1зае части пуансона 4, однако он не заклинивается в. пуансонодержателе. При ходе пуансона пресса вначале выбирается свободный ход пуансона, в результате чего он раскрывается, а . затем перемета
