I
Изобретение касается изготовления изделий из полимерных материалов, оно предназначено для опревсовкн при склеивании деталей из пластмасс.
Известно устройство для опрёссовки склеиваемых деталей из пластмасс, содержащее основание, связанное колоннами с верхней траверсой, в которой закреплен силовой цилиндр, и шарнирно связанную со штоком цилиндра подвижную прессующую плиту. Шток снабжен кронштейном, по концам которого установлены винты, взаимодействующие концами с подпружиненными втулками, перемешающимися в стаканах, укрепленных на подвижной плите 1.
Недостаток указанного устройства заключается в том, что оно не обеспечивает качественной опрёссовки крупногабаритных деталей из-за неравномерности передачи деталям усилия прессования.
Наиболее близкое к предлагаемому устройство для опрессовкн деталей, содержащее верхнюю и нижнюю прессующие плиты, зажимные механизмы, выполненные в виде размещенных под нижней плитой рычагов, шарнирно установленных на кронштейнах.
и тяг, одни концы которых связаны с рычагами, а другие -.с верхней прессуюшей плитой 2.
Однако качество опрёссовки деталей при помощи этого устройства недостаточно хорошее, так как омо «е обеспечивает равномерность технологического зазора между плитами вследствие кеодновремсииости натяжения тяг с помощью гаек на их резьбовых концах и невозможности создать при этом одинаковое усилие одновременно на всех тягахЦель изобретения - повьпиение качества опрёссовки за счет обеспечения равномерности технологического зазора между плитами.
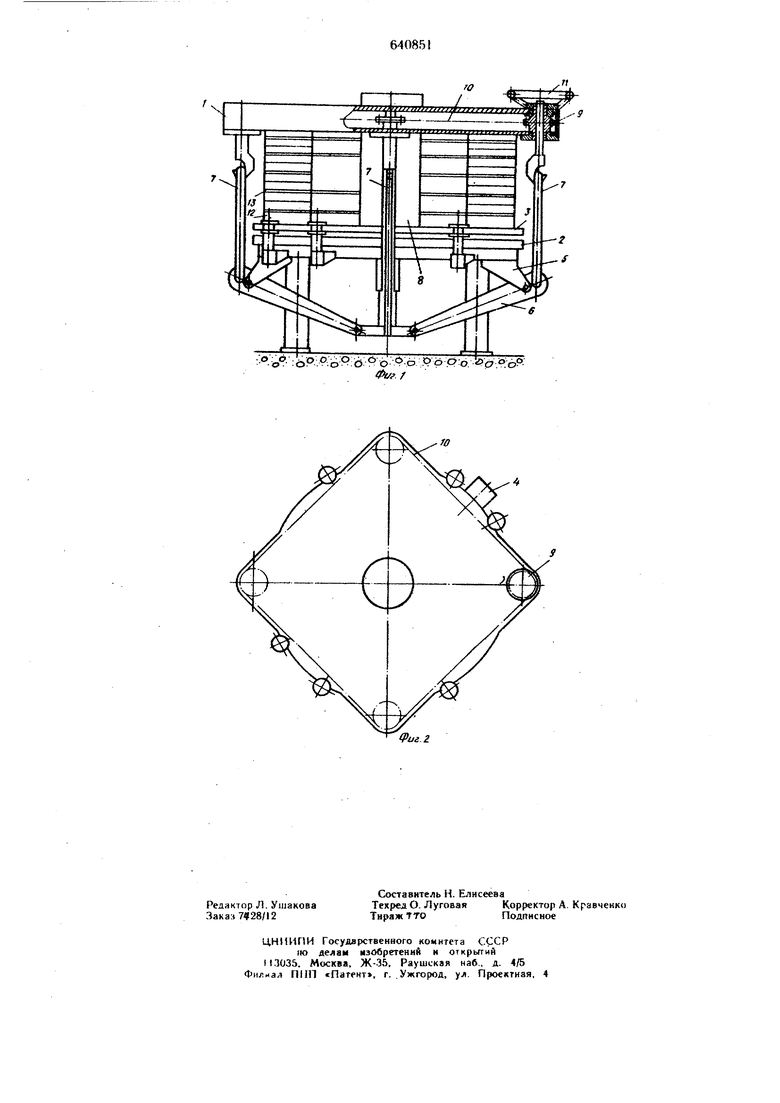
Указанная цель достигается тем. что устройство снабжено установленными посредством резьбы на концах тяг, закрепленных на верхней прессующей плите, звездочками, связанными цепной передачей, н приводом нх вращения. Верхняя прессующая илита выполнена с внутренней полостью, в которой размещена цепная передача звездочек Для облегчения процесса сборки заготонок нижняя прессующая плита выполнена соетавной из двух частей, нижняя из которых усгановлена неподвижно, а верхняя - с возможностью поворота относительно нижней части плиты и подпружинена, причем кронштейны закреплены на неподвижной части плиты. Такое выполнение устройства обеспечи вает равномерный технологический зазор между плитами, что повышает качество опрессовки, а также (легчает процесс сборки заготовок. На фиг. 1 изображено предлагаемое устройство, вид сбоку; на фиг. 2 - то же, вид сверху. Устройство содержит съемную верхнюю прессующую плиту 1 и нижнюю прессующую плиту из двух соосно расположенных друг чад другом частей, нижняя 2 из которых установлена неподвижно, а верхняя 3 - с возможностью поворота относительно нижней части от привода 4 и подпружинена. Под нижней плитой иа ее неподвижной части 2 закреплены кронштейны 5. На кронштейнах шарнирно установлены двуплечие рычагн 6, короткие плечи которых связаны с тягами 7, а длинные - с силовым цил«ндром 8. Верхняя „рессу ая „лита , „„.ет внутреннюю полость. В нижней стенке этой полости выполнены отверстия, в которые свободно пропущены вторые концы тяг 7. Посредством резьбы на концах тяг 7 в полости плиты установлены звездочки 9, связанные цепной передачей iO для одновременного вращения их от привода П. Для обеспечения свободного снятия верхней плиты на время сборки заготовок тяги 7 выполнены разъемными. Устройство работает следующим образом. При снятой верхней плите 1 вместе со звездочками 9, их Приводом 11 н верхними частями разъемных тяг 7 на поворотной части нижней плиты производится сборка заготовок с нанесенным на их смежные поверхности клеющим веществом, например, прямоугольных прокладок 12 и щайбы 13 из электрокартбна. Затем собирается вторая деталь и т. д., пока не будет достигнута необходимая высота пакета. По окончаний сборки верхняя прессующая плита устанавливается на место н соединяются части тяг 7. Одновременным вращением всех звездочек 9 с полющью привода 11 равномерно выбирается технологически и зазор н включением силового цилиндра 8 осуществляется опрессовка. Развиваемое цилиндром 8 усилие через рычаги 6 и тяги 7 сообщается верхней прессующей плите, которая, перемеп1аясь к нижней плите, воздействует на пакет деталей с заданным усилием. Подпружиненная поворотная часть 3 нижней плигы при этом ложится на нижнюю неподвижную часть 2, которая и воспринимает на себя усилие прессовки. Устройство, согласно изобретению, позволяет повысить качество опрессовки изготавливаемых деталей за счет обеспечения равномерности технологического зазора между плитами и распределения усилия опрессовки. Формула изобретения I. Устройство для опрессовки деталей, содержащее верхнюю и нижнюю прессующие плиты, зажимные механизмы, выполненные в виде размещенных под нижней плитой рычагов, шарнирно установленных на кронштейнах, и тяг, одни концы которых ™2уюЛ1Гой о л2™:в7с;Л ™, с целью повыщения качества опрессовки за счет обеспечения равномерности технологического зазора между плитами, устройство снабжено установленными посредством резьбы на концах тяг, закрепленных на верхней прессующей плите, звездочками, связанными цепной передачей, и приводом их вращения. 2.Устройство по п. 1, отличающееся тем, что верхняя прессующая плита выполиена с внутренней полостью, в которой размещена цепная передка звездочек. 3.Устройство по п. I, отличающееся тем, что, с целью облегчения процесса сборки заготовок, нижняя прессующая плита выполнена составной из двух частей, нижняя из которых установлена неподвижно, а верхняя - с возможностью поворота относительно нижней части плиты и подпружинена, причем кронщтейны закреплены на неподвижной части плиты. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство СССР № .307906, кл. В 29 С 3/00, 1968. 2.Авторское свидетельство СССР № 270056, кл. Н 01 F 41/04, 1966.
:- э :аР -с -°: 5: о- -о .Р Р О о &:°:о ф1/г /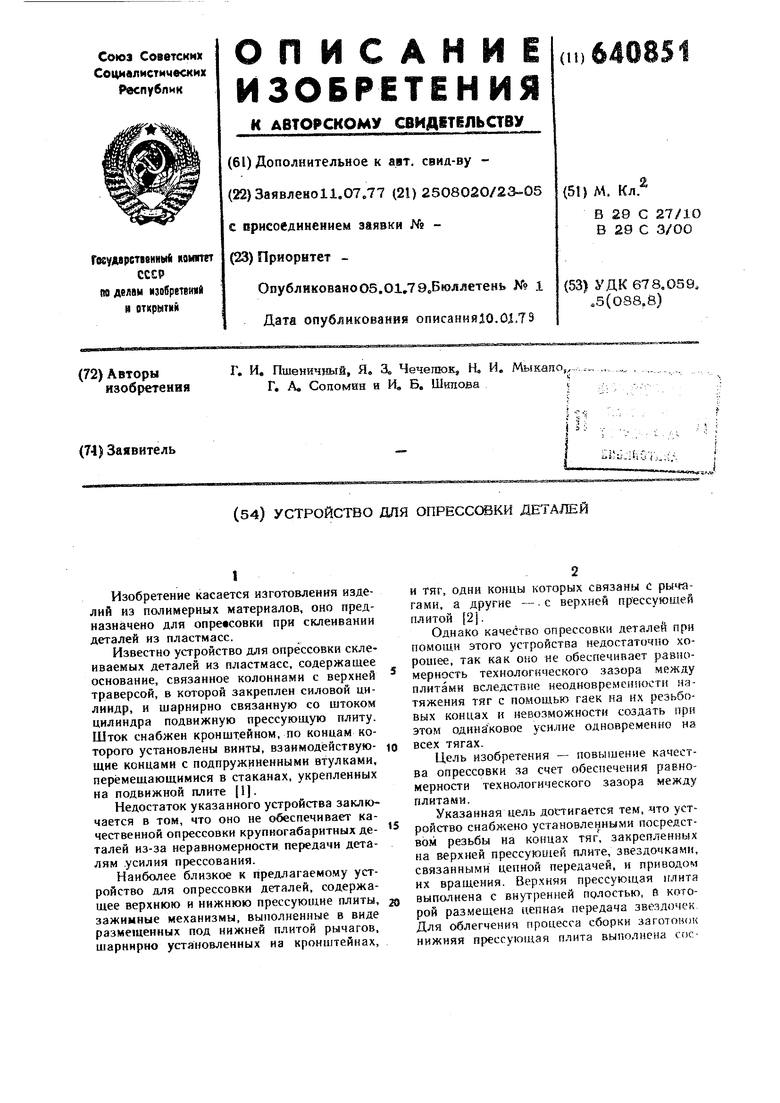

| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейерная линия для сборки изделий | 1975 |
|
SU729113A1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ ЗАГОТОВОК ИЗ ПЛОСКОГО МАТЕРИАЛА И ПРОКАТКИ МАТЕРИАЛА | 1992 |
|
RU2049583C1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ ЗАГОТОВОК ИЗ ПЛОСКОГО МАТЕРИАЛА И ПРОКАТКИ МАТЕРИАЛА | 1991 |
|
RU2019346C1 |
| Устройство к прессу для подачи кареток с резаками в рабочую зону пресса и выталкивания из них изделий и отходов | 1978 |
|
SU856835A1 |
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
| Автомат универсально-гибочный, штамповочный, модульного типа | 1989 |
|
SU1813585A1 |
| Роторная линия для штамповки деталей | 1990 |
|
SU1784481A1 |
| Способ сборки изделия и устройство для его осуществления | 1991 |
|
SU1791089A1 |
| УСТРОЙСТВО ДЛЯ КОНТУРНОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ | 1995 |
|
RU2054992C1 |
| Автоматический комплекс для сборки обуви | 1985 |
|
SU1384315A1 |
fO
Фиг г
