364 О показано стрелками А и Б; в результате она действует во всем объеме расталкивая модель во всех направлениях. На схеме амплитуда колебаний обо значена буквами В, В. Bj. На основании расчетов и экспериментальных данных установлено, что для модельных плит с размерами от 400x500 мм до 800x1000 мм и моделей с К 1,0 - 2,0 необходимо создавать вибрацию с частотой 30-80 Гц и амплитудой 0,05 - 0,15 мм. Амплитуду колебаний задают , исходя из упругой деформации полуформы и диаметров применяемых болванов. Величина деформации равна 0,1 мм на 100 мм диаметра болвана. Это означает, что болван диметром 100 мм можно без опасности разрушения отклонять в сторону от оси на 0,1 мм. Наиболее распространены болваны для небольших плит диаметром 25-75 мм следовательно отклонения от оси соетавляют 0,025-0,075 мм; отсюда амплитуда (колебания в обе стороны от оси равна 0,05-0,15 мм. Частота колебаний определяется скоростью протяжки и характеристикой пневмовибратора. Протяжка по времени равна 0,1 с. За это время необходимо совершить 3-8 колебаний, отсюда частота вибрации равна 30-80 Гц.
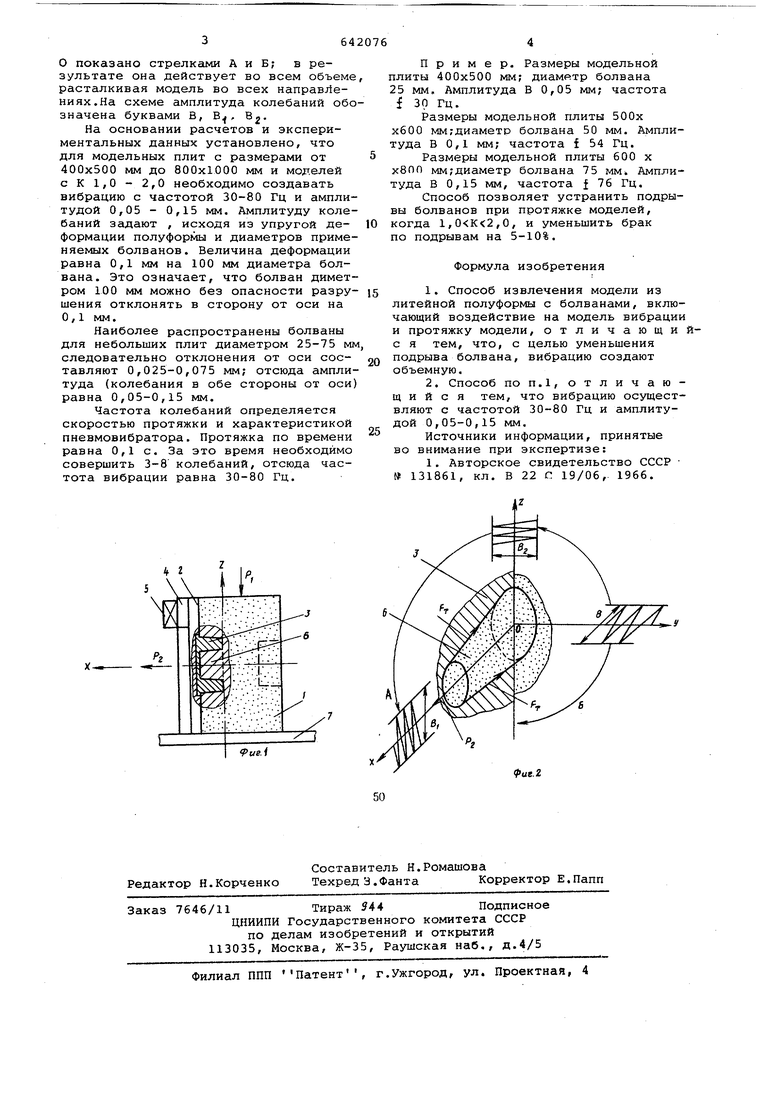
Чие.2 Пример. Размеры модельной литы 400x500 мм; диаметр болвана 25 мм. Амплитуда В 0,05 мм; частота f 30 Гц. Размеры модельной плиты 500х хбОО мм;диаметр болвана 50 мм. Амплитуда В 0,1 мм; частота f 54 Гц. Размеры модельной плиты 600 х х8ПП мм;диаметр болвана 75 мм Амплитуда В 0,15 мм, частота f 76 Гц. Способ позволяет устранить подрывы болванов при протяжке моделей, когда 1,,0, и уменьшить брак по подрывам на 5-10%. Формула изобретения 1.Способ извлечения модели из литейной полуформы с болванами, включающий воздействие на модель вибрации и протяжку модели, отличающийс я тем, что, с целью уменьшения подрыва болвана, вибрацию создают объемную. 2.Способ ПОП.1, отличающийся тем, что вибрацию осуществляют с частотой 30-80 Гц и амплитудой 0,05-0,15 мм. Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство СССР № 131861, кл. В 22 с 19/06, 1966.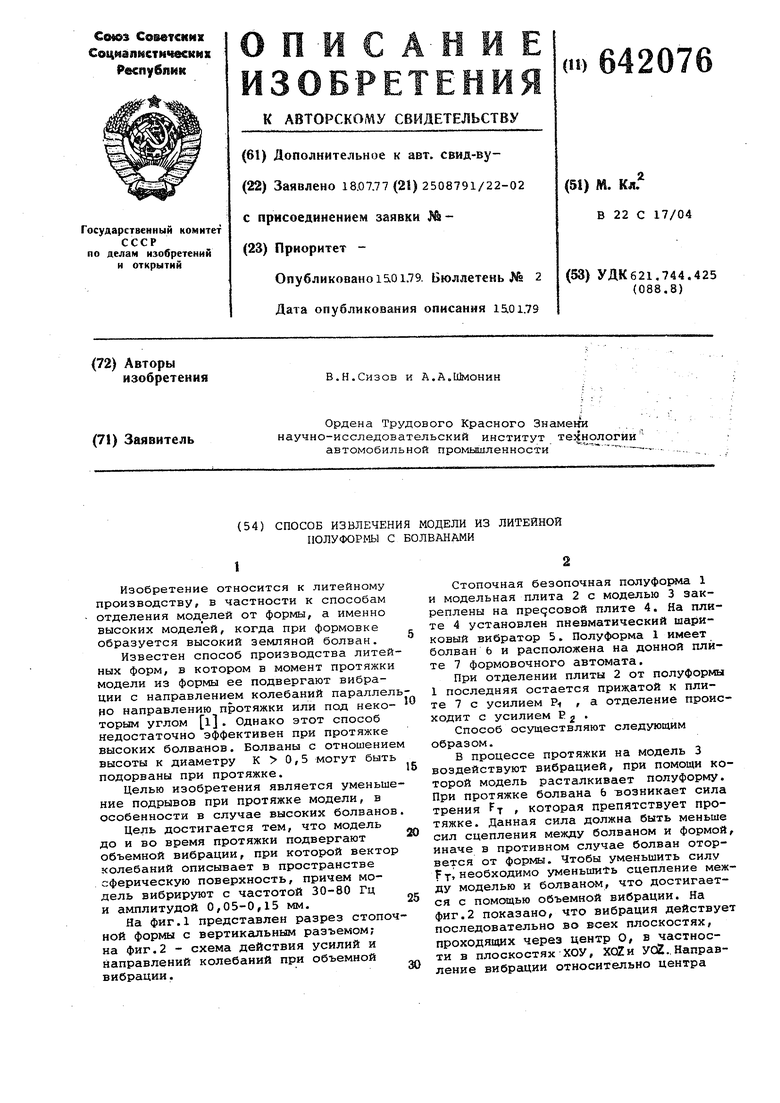
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления полуформ с высокими болванами | 1982 |
|
SU1066725A1 |
| Устройство для протяжки модели | 1979 |
|
SU827249A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ОТЛИВОК С АРМИРУЮЩИМИ ЭЛЕМЕНТАМИ И ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2151667C1 |
| Модельная оснастка | 1984 |
|
SU1234041A1 |
| КОМПЛЕКТ ОСНАСТКИ ДЛЯ КОНТРОЛЯ ТЕХНОЛОГИЧЕСКОЙ ТОЧНОСТИ АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЙ | 2023 |
|
RU2831460C1 |
| Способ изготовления форм вакуумной формовкой | 1987 |
|
SU1470421A1 |
| Формовочный автомат для изготовления литейных полуформ | 1982 |
|
SU1066727A1 |
| Вытяжное устройство формовочной машины | 1981 |
|
SU1007826A1 |
| Формовочная машина | 1981 |
|
SU1030092A1 |
| Способ изготовления литейных форм прессованием | 1982 |
|
SU1161227A1 |
