Изобретение относится к литейному производству и может быть использовано для изготовления разовых литейных форм любой конфигурации, в том числе и форм с высокими болванами и глубокими впадинами.
Цель изобретения - обеспечение универсальности оснастки.
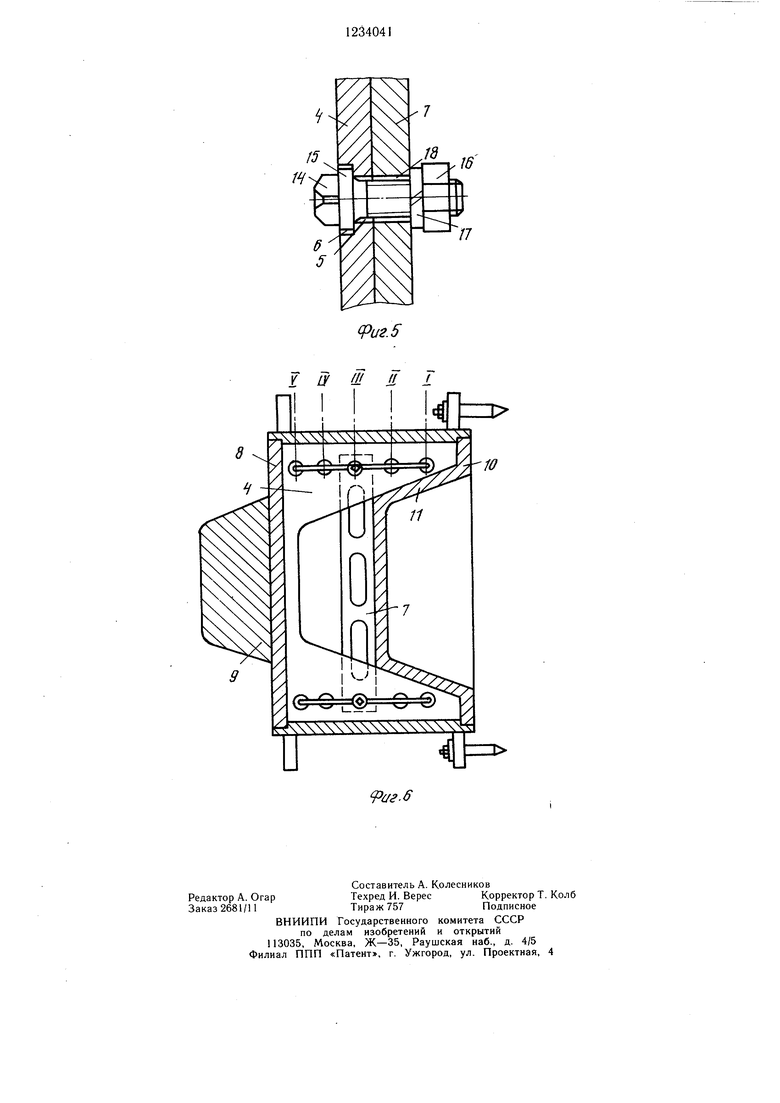
На фиг. 1 представлен поддон с размещенной на нем модельной плитой с моделью глубокой впадины, общий вид в разрезе; на фиг. 2 и 3 - варианты размещения на поддоне модельных плит с моделями болванов различной высоты, разрез; на фиг. 4 - опорное ребро, разрез; на фиг. 5 - крепление установочного ребра к опорному, разрез; на фиг. 6 - одновременное размещение на поддоне модельных плит с моделями глубокой впадины и высокого болвана.
Модельная оснастка содержит поддон 1 с центрирующими 2 и направляющими 3 штырями для установки на них опоки (не показана). Внутри поддона размещены опорные ребра 4, закрепленные на внутренней поверхности поддона. В опорных ребрах выполнены сквозные прорези 5 с фиксирующими пазами 6, при этом фиксирующие пазы расположены друг от друга на некотором расстоянии, составляющем, например, 40-50 мм. В поддоне также размещены установочные ребра 7, которые могут перемещаться по сквозным прорезям 5 в сторону, например, модельной плиты 8 с моделью глубокой впадины 9 (фиг. 1), модельной плиты 10 с моделью высокого болвана 11 (фиг. 2) или модельной плиты 12 с моделью высокого болвана 13 (фиг. 3). Установочные ребра 7 фиксируются в пазах 6 винтами 14 с буртиком 15 и гайками 16 с щайбами 17, при этом винты вставлены буртиками 15 в фиксирующие пазы 6 и проходят через отверстия 18, выполненные в установочных ребрах. На поддоне могут быть размещены одновременно две модельные плиты, установленные по обе его стороны, например плита 8 с моделью глубокой впадины 9 и плита 10 с моделью высокого болвана 11.
Оснастка работает следующим образом.
Перед началом работы производится установка на поддон 1 модельной плиты 8 с
моделью глубокой впадины 9 (фиг. 1). При этом установочные ребра 7 перемещаются по направляющим прорезям в сторону модельной плиты 8 до соприкосновения с ней (позиция I), после чего фиксируются винтами 14. Далее на плиту 8 устанавливается опока и производится изготовление полуформы с глубокой впадиной по известному способу, при этом установочные ребра 7 препятствуют прогибу модельной плиты 8 под
действием внещийх нагрузок. После изготовления полуформы с глубокой впадиной ее удаляют с модельной плиты.
Далее производится смена модельных плит. На поддон 1 устанавливается модельная плита 10 с моделью высокого болвана 11 (фиг. 2). Установочные ребра 7 открепляются от ребер 4 и перемещаются внутрь поддона 1 на глубину болвана 11 (позиция III); после чего вновь фиксируются винтами 14. Далее на плиту 10 устанавливается опока и производится изготовление полуформы с высоким болваном, при этом установочные ребра 7 препятствуют прогибу модельной плиты 10 под действием внещних нагрузок. Готовую полуформу удаляют с модельной плиты.
Аналогичным образом производится одновременное изготовление полуформ (фиг. 6). В этом случае модельная плита 8 с моделью глубокой впадины 9 опирается на ребра 4, а модельная плита 10 с моделью высокого болвана 11 - на установочные ребра 7,
зафиксированные на позиции III.
Таким образом, наличие в поддоне подвижных установочных ребер обеспечивает возможность применения одного и того же поддона для модельных плит с моделями различной конфигурации, в том числе и с моделями высоких болванов и глубоких впадин. Выполнение в опорных ребрах направляющих прорезей и фиксирующих пазов позволяет производить быструю установку и фиксацию установочных ребер на требуемой позиции (I-V), что ускоряет смену модельных плит.
Применение изобретения позволяет повысить универсальность модельной оснастки и за счет этого уменьшить парк поддонов, а следовательно, снизить затраты на их содержание и ремонт.
10
11
L
J С
аг.г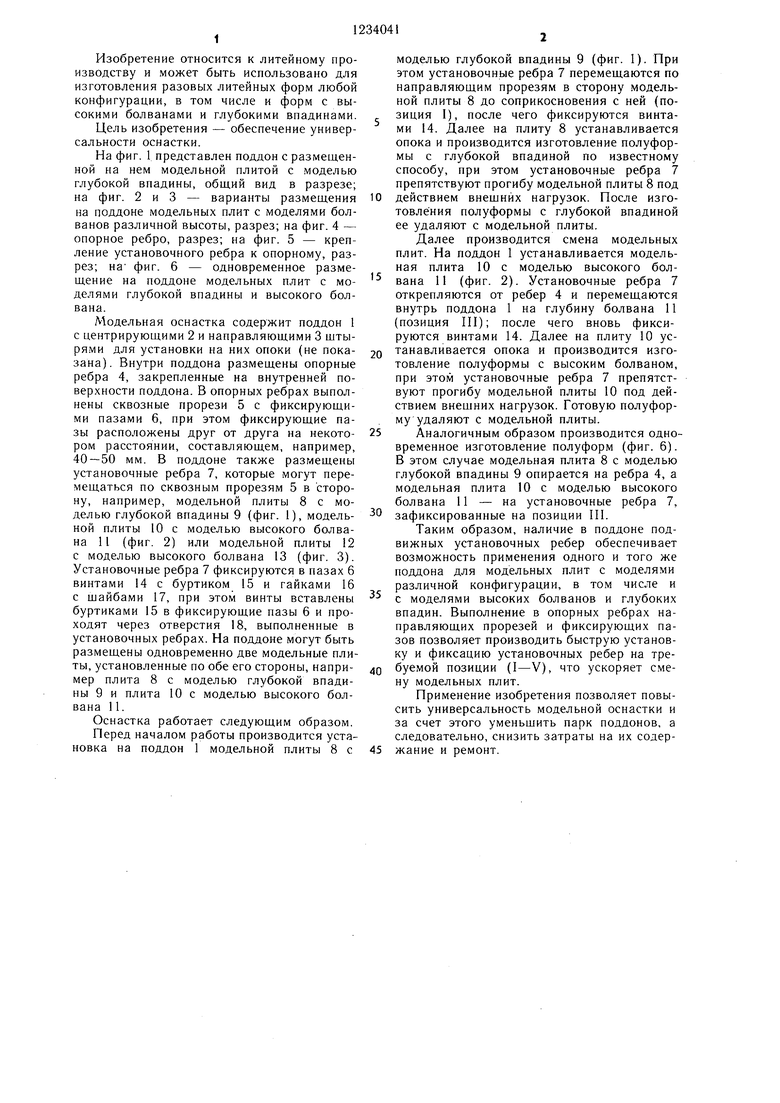
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ОТЛИВОК С АРМИРУЮЩИМИ ЭЛЕМЕНТАМИ И ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2151667C1 |
| Формовочная машина | 1981 |
|
SU1030092A1 |
| Автомат для литья в вакуумно-пленочные формы | 1985 |
|
SU1247151A1 |
| КОМПЛЕКТ ОСНАСТКИ ДЛЯ КОНТРОЛЯ ТЕХНОЛОГИЧЕСКОЙ ТОЧНОСТИ АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЙ | 2023 |
|
RU2831460C1 |
| Устройство для изготовления полуформ с высокими болванами | 1982 |
|
SU1066725A1 |
| Способ вакуумной формовки | 1979 |
|
SU789203A1 |
| Автоматическая линия вакуумной формовки | 1982 |
|
SU1096033A1 |
| Способ формовки пищеварных горшков | 1947 |
|
SU70796A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1980 |
|
SU942862A1 |
| МОДЕЛЬНАЯ ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ БЕЗРАЗЪЕМНОЙ ЛИТЕЙНОЙ ФОРМЫ | 2002 |
|
RU2234999C2 |

1г
/J
:
/ / / / ////////j /////////////
V
: с
/ 7
S
t
-
7
.J
.у.у
I Jy (И IL I
opu2.5
9аг.6
| Подмодельная плита для вакуумной формовки | 1977 |
|
SU680803A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
