ности электродов плоскостью промв жуточного электрода, установленного на другом рычаге, при этом устройство оснащено установленным между рычагами ориентатором поперечного положения деталей, выполненньдм в виде подвижного в направлении, перпендикулярном подаче изделия, толкателя, снабженного приводом перемещения.
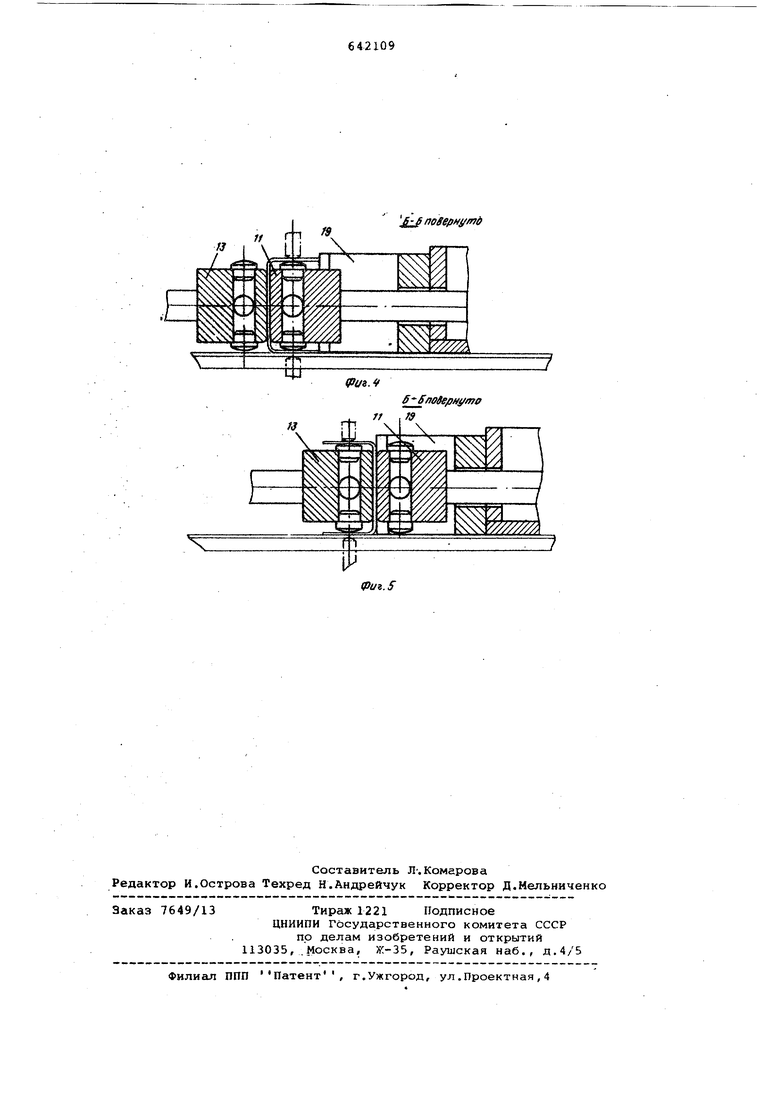
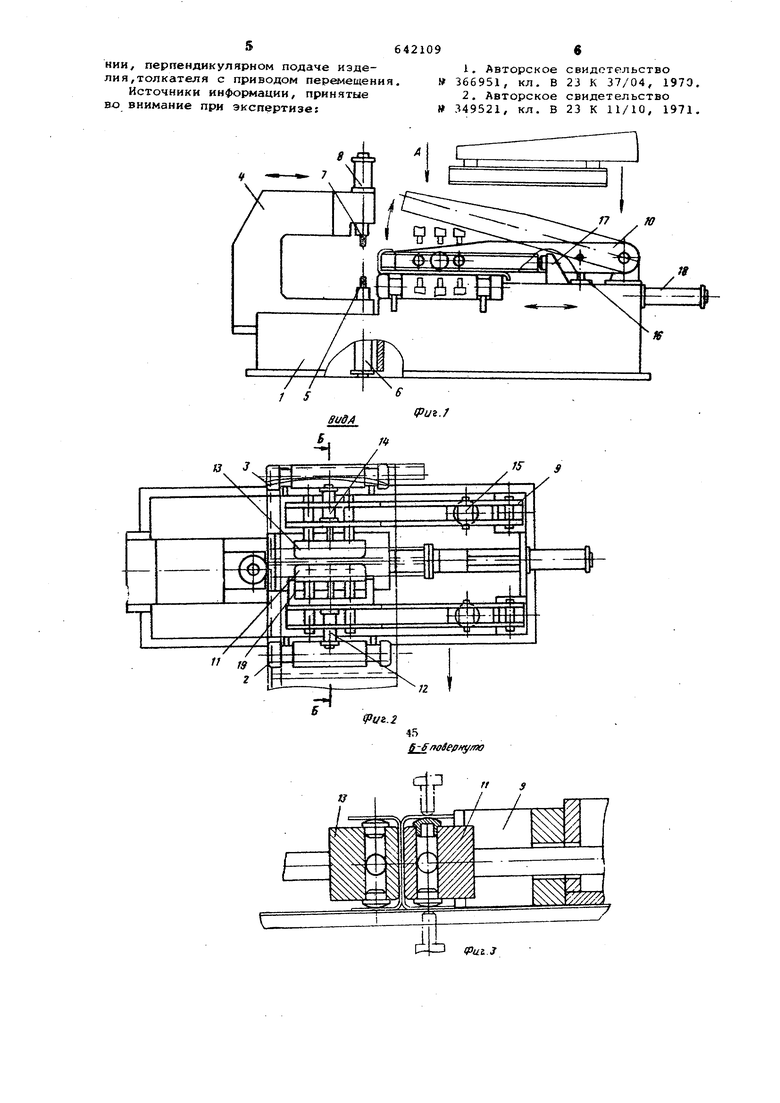
На фиг.1 изображено предлагаемое устройство, общий вид; на фиг,2 вид А фиг.1; на фиг.З - разрез В-В фиг.2 по токопроводящим вкладышам при сборке ребра жесткости в виде двутавра с базовой деталью; на фиг.4разрез Б-Б фиг.2 по токопроводящим вкладышам при сборке ребра жесткости в виде швеллера (правое направление полок) с базовой деталью; на фиг.5 разрез Б-Б фиг.2 по токопроводящим вкладьпиам при сборке ребра жесткости в виде швеллера (левое направление полок) с базовой деталью.
Устройство содержит станину 1, по обеим сторонам которой установлены вращающиеся ролики 2 и 3, служащие продолжением рольганга, по которому перемещается свариваемое изделие.
В направлении/ перпендикулярном направлению перемещения свариваемого изделия, перемещается контактная сварочная машина 4, имеющая нижний электрод.5 с пневмоприводом б и верхний электрод 7 с пневмоприводом 8.
В станине 1 смонтированы с возможностью поворота в вертикальной Плоскости (маятниковое движение) два рычага 9 и 10, каждый из которых несет на себе промежуточный электрод - сооветственно токопроводящий вкладЕЛЯ 11 с пневмоприводом 12 и токопроводящий вкладыш 13 с пневмоприводом 14 Рычаги 9 и 10 связаны с пневмопри водами 15 и 16.
По оси перемещения сварочной машины станина снабжена толкателем 17 с пневмоприводом 18, который расположен между рычагами 9 и 10.
Рычаг 10 снабжен регулируемым базовым упором 19.
Устройство работает следующим образом.
По рольгангу, продолжением которого служат ролики 2 и 3, в зону действия установки поступает свариваемое изделие (балка). Сверху на балку специальным укладчиком устанавливается ребро жесткости. Эти ребра имеют различную конфигурацию и ориентацию в зависимости от места их установки на балку.
Толкатель 17 досылает ребро до упора в торец отбортовки балки, ориентируя таким образом ребра в поперечном направлении относительно балки.
В момент установки ребра контактная машина 4 находится в исходном положении, т.е. за пределами габарита изделия, а рычаги 9 и 10 подняты над изделием.
После установки ребра жесткости и его ориентации толкате;.ем 17 рычаги 9 и 10 опускаются на балку.
Система автоматики, которая сигнализлрует о типе ребра жесткости и ориентации его на балке, включает приводы 12 и 14 или только 14, приводам выдвигают токопроводящие вкладыши 11 и 13 или только 13, которые занимают пространство между полками ребер жесткости. Токопроводящий вкладыш 13, обладая усилием прижима больишм, чем вкладыш 11, прижимает своей вертикальной стенкой ребро жесткости к базовому упору 19, расположенному на рычаге 10, ориентируя ребро жесткости на балке в продольном направлении.
Сигнал об окончании ориентации (например, oi реле давления) поступает на контактную Сварочную машину 4, которая проводит контактную сварк необходимого числа точек, счет точек величина шага точек могут задаваться как, автоматически, так и в ручном режиме.
После окончания сварки электроды 5 и 7 раздвигаются, и машина 4 возвращается 8 исходное положение. Происходит втягивание токопроводящих вкладаш1ей 11 и 13 и подъем рычагов 9 и 10 в исходное положение. Изделие перемещается на шаг и дает сигнал на начало очередного цикла.
Положительный эффект достигается за счет экономии времени на предварительную сборку/ затрат на прихватку ребер жесткости к балке.
Формула изобретения
Устройство для сборки и контактной точечной сварки, преимущественно плоских металлоконструкций с ПОЛЕЛМИ ребрами жесткости, содержащее станину., верхние и нижние наружные электроды, связанные с приводами, установленные на Е чагах промежуточные электроды, связанные с приводом установки их в рабочее Ьбложение, отличающееся тем, что, с целью повышения производительности за счет совмещения операций сборки и сварки, один из рычагов, несущих промежуточные электроды, снабжен регулируемым базовым упором продольного положения деталей, взаимодействующим с ребром укладываемой детали и перпендикулярной к рабочей поверхности электродов плоскостью промежуточного электрода, установленного на другом рычаге, а между рычагами установлен ориентатор поперечного положения деталеЛ в виде подвижного в направлеНИИ, перпеняикулярком полаче иэдеЛИЯ,толкателя с приводом перемещения.№ Источники информации, принятые во внимание при экспертизе:
13
45
S -f/wSepft/ao
CPu.i.3 1. Авторское свидетельство 366951, кл. В 23 К 37/04, 1970, 2. Авторское свидетельство 349521, кл, В 23 К 11/10, 1971,
/J
-6 по8еа и/г)д
(рцг. V
6 S/iodeffMi/mff 7/ S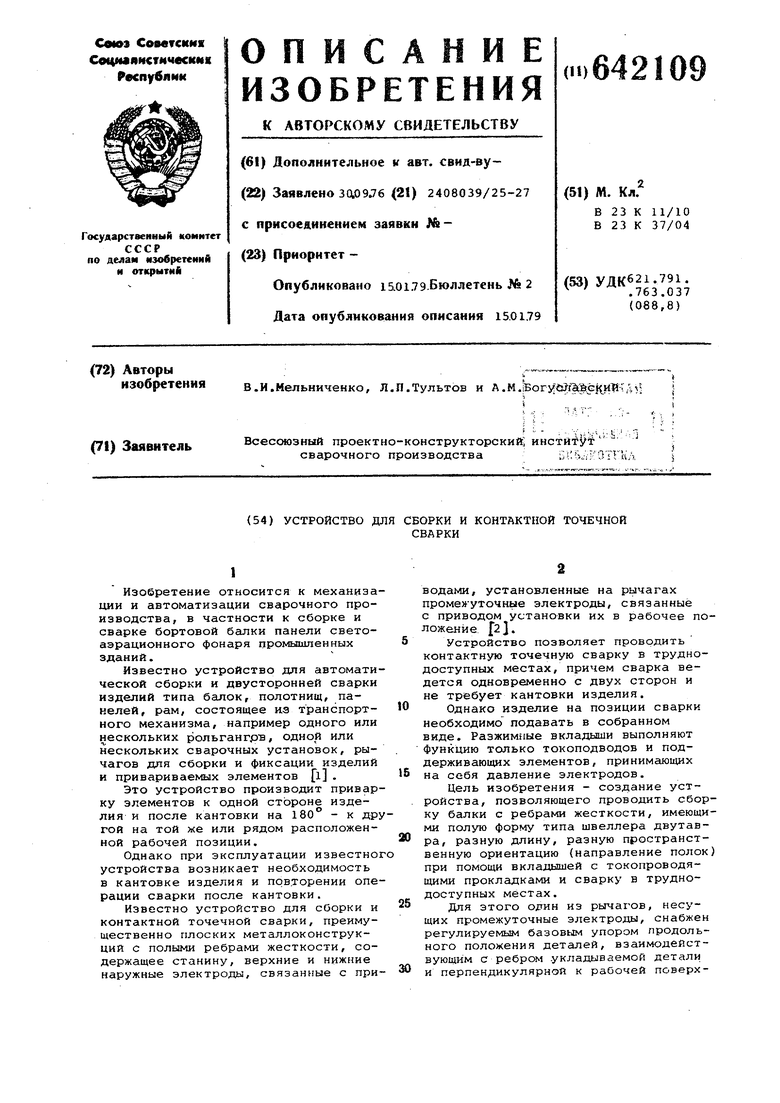
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки под сваркуизделий типа балок | 1974 |
|
SU508372A1 |
| Машина для контактной многоточечной сварки | 1977 |
|
SU642110A1 |
| Поточная механизированная линия для изготовления балок коробчатого сечения | 1975 |
|
SU650761A1 |
| Автоматизированная поточная линия для сборки и сварки металлоконструкций | 1976 |
|
SU656786A1 |
| Установка для контактной точечной сварки | 1986 |
|
SU1428550A1 |
| Машина для контактной точечной сварки арматурных каркасов | 1984 |
|
SU1183327A1 |
| Устройство для сборки и сварки длинномерных полых балок | 1987 |
|
SU1599175A1 |
| Автомат для сборки и сварки кронштейна со звеном цепи | 1981 |
|
SU1000198A1 |
| Автомат для сборки и сварки скребков со звеньями цепи | 1981 |
|
SU1004057A1 |
| Установка для сварки пространственных арматурных каркасов | 1977 |
|
SU657895A1 |