К обычным ио.чуаыоматиюскнл станкам, осуществ.шющим нарезание конической наружной или liiiyTpeHHeii резьбы но копиру, предлгнается , простое по устройству присиособлеиие,автоматически
уста«авливаюн ;ее резец в начальное по.юженне. Основная сущность этого приспособления заключается том, что нагфавляюш.ая jiHHeiiKa, ;юворачивающая сунорт с резцом соответствепио углу конусности нарезаемой изделия, выио,:1нена подвижной параллельно оси шпинделя и но.тучает движение от кулака иа распределительном валу станка для того, чтобв отклонить супорт с резцом в нерабочее положение перед отходом в начальное положение, а затем снова повернуть его в рабочее положение.
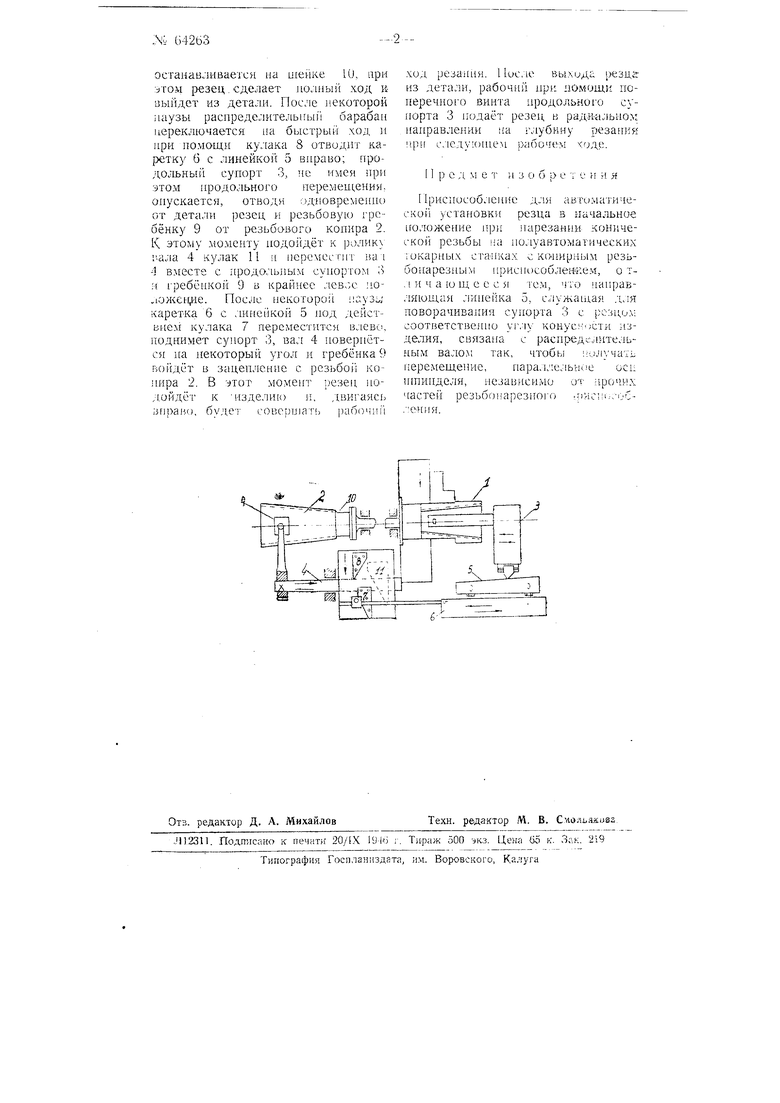
На чертеже схематически изображена часть станка с предлагаемым приспособлением.
Для нарезания внутренней конической резьбы деталь 1 закрепляется на переднем (правом) конце п5пинделя в самоцентрирующем патроне. На противополож-ном конце пшинделя закреплён резьбовой копир 2 с таким же шагом резьбы
.1 конусом, какие имеет нарезаемая „еталь. Державка с резцо:- - закрепляется па передне - продо.-1ьио 1 супорте 3, KOTOpbiii закреплен па налу I станка так, что ;:мееГ вместе с ii:M продольное iiepCMemeние. но .может иоворачинатьсм нокi;yj- его осп на некоторый угол под л 011 ств ие.м нап ра в ляющей ли н е йки 5, укреплённой иа каретке G и lie;:.и.|дически иеремещающеГкя вмес те с ней в направлении, показанном L-трелкам ;, иод действием .ивух KVлаков 7 и 8, установленных иа иаружно ; поверхности .распредел);1ельно10 барабана станка, ук х-плёииого ia рас1Гредсл лельаом валл. Иа противоположном (левом) конце нала 4 закреплён рычаг с резьбовой iребёнкой 9, которая входит в зацепление с резьбовым копиром 2 п во время вращения шпинделя стайка сообщает продольное перемеще {ие вправо ва.ту 4, а также сидяил,ему на нём продольному супорту 3. Двигаясь по наиравляющей лпнейке 5, супорт отклоняется и, таким образом, ведёт резец по конической поверхности обрабатываемой детали. Резьбовая гребёнка 9. пройдя нарезанную часть -хопира 2..
останавливается на ишйке 10, при ътом , сделает полный ход и выйдет из детали. После некоторой iiaysbi раснределительны барабан переключается на быстрый ход н 1ФР1 но.мощн ку;1ака 8 отводит каретку 6 с линейкой 5 внраво; продольный супорт 3, не пмея при этом иродольного перемен1,ении онускается, отводи одновременн.) от дета;н1 резей, и резьбовую гребёнку 9 от резьбового конира 2. К этому моменту нодо1 дёт к ролику ;.a;ia 4 кулак 11 ii неремесшт на i 4 вместе с нродольным суноргом Л Л гребёнкой 9 в крайнее ,1ев,;е :iOложен ш. После некоторо паузикаретка 6 с лннейкой 5 иод действием кулака 7 нереместится влевс., поднимет сунорт 3, вал 4 новернётся на некоторый угол и гребёнка 9 войдёт в заценленне с резьбо копира 2. В утот момент нол.ойдёт к изделию н, двигаясь аправо, б де1 cOBepuiaT) рабочш
ход резання. После выхода из детали, рабочнй при аомощи гюпереч}1ого винта иродольного суиорта 3 Н(;даёт резей, в радиальном нанравлении iii глубину резаний lipii с;1еду он1ем рабочем коде.
Прнснособленне для автоматичеcKoii установки резца в начальное 1голожение ирн нарезании конической резьбы ia полуавтоматических юкарньгх станках с конирньгм резьбонарезным нриснособленКем, о тл и ч а ю щ е е с я те.м, что нанравляюнлая линейка 5, служащая, .тля поворачивания сунорта 3 с рс:я1.о. соответстве1И1О yr,iy конус;--JUTH изделия, связана с распределительным валом так, чтобы ;:...ч чаГ1, перемещение, пара.и,ельное оси нткнделя, независимо от гфочих частей резьбо арезпо|-о .,ос.:еН 1я.