(54) УСТРОЙСТВО АКТИВНОЮ КОНТРОЛЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления подачей шлифовального станка | 1980 |
|
SU888075A1 |
| Устройство управления шлифованием | 1978 |
|
SU1030149A1 |
| Система управления шлифовальным станком | 1977 |
|
SU643315A1 |
| Способ управления рабочим циклом поперечной подачи при шлифовании и устройство для его осуществления | 1985 |
|
SU1316800A1 |
| Устройство для управления шлифовальным станком | 1975 |
|
SU606718A1 |
| Устройство для программного управления шлифовальным станком | 1982 |
|
SU1085792A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2133186C1 |
| Способ управления шлифованием при работе в цикле и устройство для его осуществления | 1984 |
|
SU1204368A1 |
| Самонастраивающаяся система управления поперечной подачей шлифовального станка | 1986 |
|
SU1397262A1 |
| Система дискретного управленияшлифОВАНиЕМ | 1979 |
|
SU810464A1 |
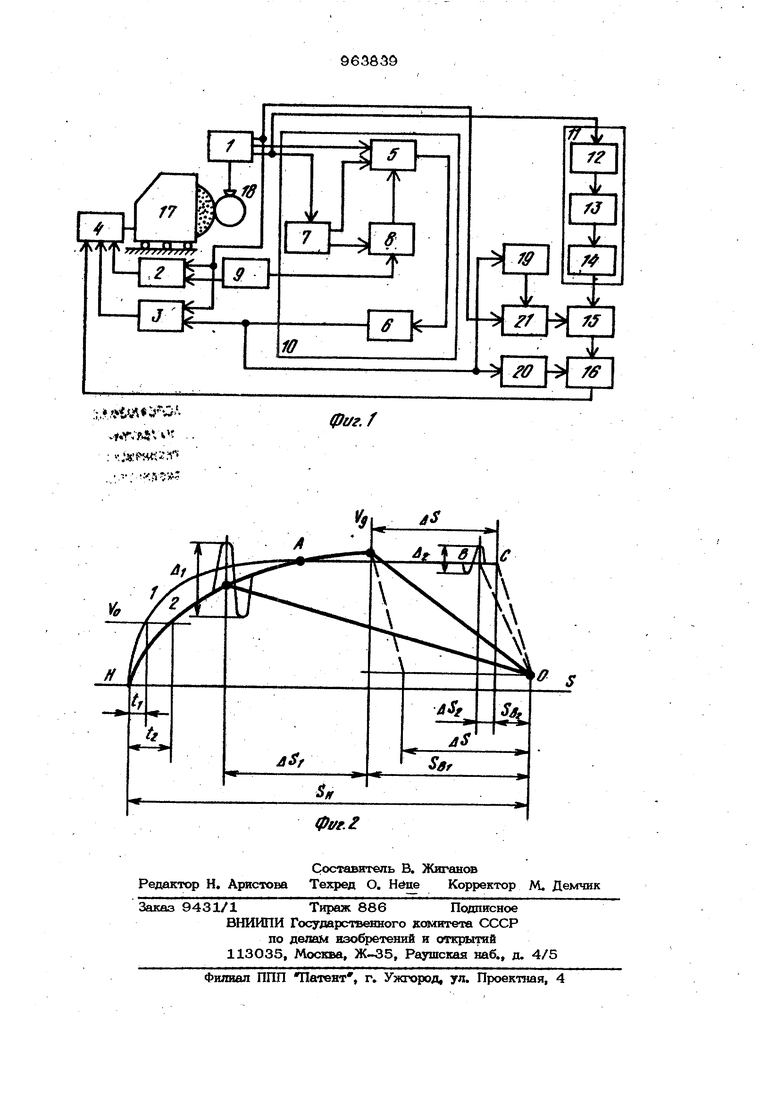
Изобретение,относитея к области станкостроения и может бьт использовано для управления подачей при врезном шлифовании. Известно устройство активного контро ля, содержащее датчик припуска, задат чик опорного уровня, блок коррекции программы (в функции постоянной времени системы СПИД) с дифференциальной цепочкой, нуль-органом, переключателем. и запоминающим устройством, выход когторого подключен к нуль-органу, вцдак шему команду на выхаживание, а вход через переключатель - к датчику пряяуо ка tlj.Недостаток устройства заключается в ЮМ, что оно не обеспечивает высокой точности шлифовальной поверхности по геометрии ее поперечного сечения, поскольку при формировании корректирующе го и управляющего сигналов не учитывается форма поперечного сечения шлифуемой поверхности заготовки. Целью изобретения является повыше ние точности геометрической формы обрабатываемых деталей и повышение щюиэ- водительности. Поставленная цель достигается тем, что устройство активного контроля снабжено системой измерения величины некруглости детали, задатчяком опорного уровня и нуль-органом момента измерения величины некруглости, задатчиком опорного УРОШ1Я и нуль-орга1юм, вьщаюшим команду на выхаживание с учетом коррекции припуска на выхаживание по измеренной величине некруглости детали, н ключом, выход которого подключен к исполнительным органам ставка через нуль-орган команды на выхаживание с учетом коррекции по некруглости, вход которого через задатчик опорного уровня подключен к задатчику момента измерения некруглости и к выходу запоминагошего устройства, причем первый вкор. ключа через щгль-юрган момента измерення Некруглостн подключен к задатчику опорного уровня и датчику припуска, а второй вход ключа через систему измерения величины некруглости детали - к . датчику припуска. На фиг. 1 приведена схема устройства активного контроля с адаптацией) на фиг. 2 - диаграмма сошлнфования припуска. Устройство активного контроля содержит датчик припуска 1, сс ёдиненш 1й первым выходом через нуль-органы 2 и 3 с исполнительными органами станка 4, а вторым выходом через переключатель 5 и запоминающее устройство 6 с нуль органом 3} дифференшфукндее звено 7, соединенное входом с датчиком припуска 1, а одним выходом с переключателем 5 непосредственно, другим выходом через нуль-орган 8, который вторым входом подключен к датчику 9 уровня, соединенным с нуль-органом 2; дифференшфуюшая день 7, переключателзь 5, нульорган 8 и запоминающее устройство 6 составляют блок Ю коррекют программы в функции постоянной времени системы СПРЩ| систет ш 11 измерения вел1гчины некруглости детали (состоящая из после. довательно соединенных .фильтра 12, ВЬРпрямителя 13 и усшштеля 14), вход которой соединен с датчиком припуска 1, а выход через ключ 15, нуль-орган 16 включения выхаживания (с учетом коррек ции припуска на выхаживание по величине составляоющей некругяости детали) соединен с исполнительными органами станка 4, с помощью которых осуществляется подвод шлифовальной баб:ки 17 к шлифуемому изделию 18; задатчснки опорных уровней 19 и 20, входды ко-горых соединены с выходом запоминакинего устройства 6, а выходы - с входакш нуль-орга нов 21 и 16 ссютветственно; нуль-орган 21 момента измерения некруглос-га детали, вход которого соединен с датчиком .припуска 1, а выход - с ключом 15. Если бы деталь была абсолютно круглой, а измерялась бы только постоянная времени Т системы СПВД, то при наибольшей ее величине припуск на выхаживание был бы задан раишм 5Ъ, а пря наименьшей - Sijg (фиг, 2). При шлифованин некруглой детали величины припусков на выхаживание Sb и Sb2 могут оказаться недостаточными для,обеспечения заданной некруглости в конце цикла шлифования, апример, при большой величине исходной некруглостя ( D детали Ло D диаметр детали) и малом припуске на обработку Sf, ,-Р . В этом случае для . обеспечения заданной точности формы шлифованной детали величины припусков на выхаживание нужно дополнительно увеличить на л5 , то при Т Т, и на flSj при . Величины д52 предварительно рассчитываются по соответствуижшм формулам с учетом конкретных условий шлифования и заданной точности формы поперечного сечения детали при Д, о тпах и 5 5ц niin значит, что оставшаяся величина некруглости (например, Д-, при или 2 , ) при наиболее, тяжелых возможных условиях шлифования для исправления некруглости ( Дд Ло mcw| 5 и н т п уменьшится до заданной величины, если на выхаживание будет оставлена величина припуска ( Л S + 5Ъ) CaSg + БЪ) при Ттн„. При промежуточных значениях Т величины припусков на выхаживание устанавливаются от (Л5-, + Sb) до ( flS + Sb) Дополнительная коррекция по некруглости вводится только в том случае, когда величина некруглости в момент ее измерения (при оставшейся величине припуска, например, ) равна заданной величине, например д . Величн рассчитываются по наиболее тяжелым для исправления не круглости ( 0 omrtx н при оставшемся припуске на выхажива™ равном, например, (ЛЗ + Sbj) меньше 4 при „,,„ из-за меньшей величины олибо из-оа большей величины SH либо из-за того и другого вместе, то дополнительная коррекция по некруг лостя не вводится (нуль-орган 16 вкшочения выхаживания с учетом коррекции по некруглости не срабатывает и не выдает команду исполнительным органам станка 4 на включение выхаживания), так как в этом случае без дополнительной коррекции по некруглости обеспечивается заданная точность формы детали. В этом случае работает только канал коррекции по Т и припуск на выхаживание устанавливается в зависимости от величины Т ( Sb - Sb), например, Sbn .-Момент измерения некруглости задается с помощью задатчика опорного уровня 19 и нуль-органа 21. Установка задатчика 19 кс ректируется в зависимости от величины постоянной времени системы СПИД (связь от запоминающего устройства 6 к задатчику 19) пропори шюнально величине припуска на выхажнваот Л9 + 51 до ( ЛВу + St,,) с учетом дополнительной коррекпии припуска на выхаживание от uS до величине некруглостн детали. Установка эадатчика 20 также изменяется в зависимости от постоянной времени системы СПИД (связь от запоминающего устройства 6 к задатчику 2О) пропорционально изменению оставшейся величины некруг- лости детали от 4 до 42 . так как при прочих равных условиях интенсивность исправления некруглостя зависит от постоянной времени Т системы СПИД. Устройство работает следукчяим образом. При подводе шлифовальной бабки к шлифуемому изделию 18 начинается процесс шлифования и на выходе дифференцирующей цепи 7 появляется сишал, пропорциональный скорости съема припуска. Сигнал йоступает на один из входов переключателя 5 и подключает выход датчика припуска 1 к запоминакхцему устройству 6, фиксируя начало шлифо вания. При дальнейшем шлифовании скорос1ъ съема припуска увеличивается и, когда сигнал с цепи, пропорциональный скорости съема припуска, достигает величины, заданной задатчиком 9 опорного уровня, с помошью нуль-юртана 8 БЫ дается команда в переключатель 5 об отключении сигнала с датчика припуска 1 на запоминающее устройство б. Тем самым фиксируется величтбш постоянной времени системы СПВД и формируется корректирующий сигнал, с помошью кото рого изменяется опорный уровень КЕульоргана 3, выдающего комая;ду на выхаживания в зависимости от величины Т системы СПИД. Одновремев но корректируются уставки задатчиков 19 и 2О в функции Т системы СПИД. При шлифовании детали величина припуска уменьшается, уменьшается и сигнал с датчика припуска 1. Когда величина . сигнала с датчика припуска 1 достигнет опорного сигнала в задатчике 19, например, соответствующего величине припуска на выхаживание, равной Д 5Ь срабатывает нуль-орган 21. мсялента измерения оставшейся некруглостя дета- -ли, включая ключ 15. с взмервтеля некруглости детали, пропорциоваль- ный величине некруглостя детали при. Й5 и 5,+ 5Ъ2( В), сравннвавФся с заданным в задатчихе 2р (вшгриме пропорциональным й) и при равенстве этих сигналов срабатывает нуль-орган 16, выдавая команду исполнительным органам станка 4 на включение выхажв- вання. Выхаживание в этом случае Н 1чинается в точке В, Если citrean с взмерителя некруглости меньше сигнала с задатчнка 20, пропоринонального й„. то нуль-орган 16 не срабатывает и комацда на выхаживание будет выдана при меньшей величине припуска, например, бъ (то«чка С). Нуль-оргеном 2 вьщается команда на окончание обработ ки, когда деталь достигает величины, заданной задатчиком 9. Таким образом, при использовании предложенного устройства повьпаается точность обработки и производительность процесса. Формула изобретения Устройство активного ксжтроля, содер жащее датчик пршуска, связанный через блок коррекции программы в функшш постоянной времени системы СПИД с нуль-органом, выдающим команду на выхаживание и подключенным к исполнительным органам станка, о т л и ч а ю- щ е е с я тем, что, с целью повышения точности формы детали к производитель- . ности устройства, оно снабжено системой измерения величины некруглосга детали, задатчиком и нуль-орггшом момента из мерення некруглости, задатчиком и нульорганом, выдающими команду на вьосаживание с учетсж коррекции припуска на . выхаживание по измеренной величине некруглостя, я ключом, выход которого подключен к исполнительным органам станка через нуль-орган команды выхаживания с уч&кял коррюкщси по некругм лости, вход которого через задатчик опорного уровня подключен к задатчику момента измерения некруглости и к выхо|ду бпока коррекции, причем первый вход ключа через цуль-орган момента измерения некруглости подключен к з датчику опорного уровня и датчику пряпуска, а второй вход ключа через систе му измерения величины некруглости детали - к датчику припуска. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 643315, кд. В 24 В 51/ОО, 1977.
