S
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки | 1981 |
|
SU997912A1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| Штамп для вытяжки ступенчатыхдЕТАлЕй | 1979 |
|
SU841713A1 |
| Штамп для вытяжки деталей из листовой заготовки | 1980 |
|
SU978978A1 |
| Устройство для вытяжки оболочек из листовых заготовок квадратной формы | 2019 |
|
RU2714017C1 |
| Устройство для изготовления полых деталей с фланцем | 1985 |
|
SU1265006A1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ С ТОРЦЕВЫМ ПОДПОРОМ ФЛАНЦА ЗАГОТОВКИ | 1994 |
|
RU2111817C1 |
| Штамп для ступенчатой вытяжки листовых заготовок | 1984 |
|
SU1196075A1 |
| Способ вытяжки изделий и штамп для его осуществления | 1984 |
|
SU1329868A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1993 |
|
RU2087230C1 |


Изобретение относится к листовой штамповке и может быть применено в авиационной и машиностроительной промышленности. Цель изобретения - повышение качества поверхности готовых деталей. В процессе вытяжки происходит блокировка опасного сечения секционным зажимным кольцом (ЗК), имеющим внутри эластичное кольцо. Матрица штампа размещена на цилиндрическом корпусе (К) со ступенчатой полостью из двух цилиндрических и конического участков. ЗК размещено в большей ступени полости К и имеет снаружи конический участок. При вытяжке выталкиватель перемещает ЗК вниз, его конический участок выходит из конического участка К. При этом секции ЗК перемещаются к центру. Изготавливаемое изделие прижимается к пуансону эластичным кольцом и происходит блокировка опасного сечения. При ходе вверх выталкиватель перемещает ЗК в большую ступень полости К. 4 ил.
Изобретение относится к области листовой штамповки и может быть применено в авиационной, машиностроительной и других отраслях промышленности.
Цель изобретения - повышение качества поверхности готовых изделий.
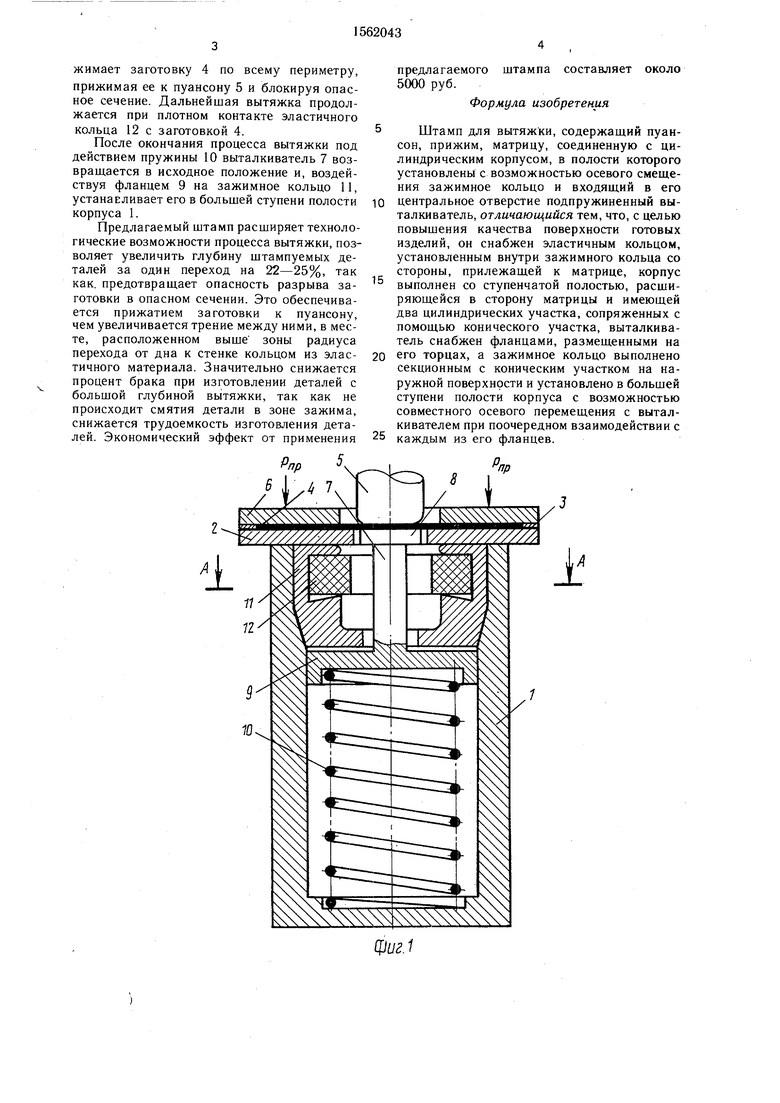
На фиг 1 изображен штамп, исходное положение, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг 3 - штамп, общий вид (левая часть - промежуточное положение, правая - конечное положение); на фиг. 4 - зажимное кольцо с эластичным кольцом, изометрическая проекция.
Штамп содержит корпус 1 со ступенчатой полостью из цилиндрических и конического участков с матрицей 2, на которой помещают трафарет 3 и заготовку 4, пуансон 5, прижим 6 и выталкиватель 7, имеющий фланец 8 и фланец 9, который подпружинен пружиной 10 относительно корпуса 1 В большей ступени полости корпуса 1 размещено зажимное кольцо 11, выполненное разъемным в виде по меньшей мере двух секций, с расположенным внутри кольцом 12
из эластичного материала. Зажимное кольцо 11 внешней конической поверхностью 13 в донной его части опирается на внутренний конический участок 14 корпуса 1.
Штамп работает следующим образом Заготовку 4 укладывают на трафарет 3, матрицу 2 и выталкиватель 7 Последний под действием усилия, передаваемого через заготовку 4 от пуансона 5, начинает перемещаться вниз, сжимая пружину 10 Одновременно прижим 6 опирается на трафарет
3и обеспечивает гарантированный зазор между заготовкой 4 и прижимом 6, препятствуя образованию гофров. Продолжая движение, нижняя часть заготовки 4 (выше радиуса перехода дна в стенку) оказывается в зоне эластичного кольца 12 и заготовка
4займет промежуточное положение. При дальнейшей внтяжке выталкиватель 7 фланцем 8 начинает перемещать зажимное кольцо 11, которое,. скользя своей внешней конической поверхностью 13 по конической поверхности 14 полости корпуса 1, радиально сжимает эластичное кольцо 12, которое обсд
С& № О
со
жимает заготовку 4 по всему периметру,
прижимая ее к пуансону 5 и блокируя опасное сечение. Дальнейшая вытяжка продолжается при плотном контакте эластичного кольца 12 с заготовкой 4.
После окончания процесса вытяжки под действием пружины 10 выталкиватель 7 возвращается в исходное положение и, воздействуя фланцем 9 на зажимное кольцо 11, устанавливает его в большей ступени полости корпуса 1.
Предлагаемый штамп расширяет технологические возможности процесса вытяжки, позволяет увеличить глубину штампуемых деталей за один переход на 22-25%, так как. предотвращает опасность разрыва заготовки в опасном сечении. Это обеспечивается прижатием заготовки к пуансону, чем увеличивается трение между ними, в месте, расположенном выше зоны радиуса перехода от дна к стенке кольцом из эластичного материала. Значительно снижается процент брака при изготовлении деталей с большой глубиной вытяжки, так как не происходит смятия детали в зоне зажима, снижается трудоемкость изготовления деталей. Экономический эффект от применения
0
5
предлагаемого штампа составляет около 5000 руб.
Формула изобретения
Штамп для вытяжки, содержащий пуансон, прижим, матрицу, соединенную с цилиндрическим корпусом, в полости которого установлены с возможностью осевого смещения зажимное кольцо и входящий в его центральное отверстие подпружиненный выталкиватель, отличающийся тем, что, с целью повышения качества поверхности готовых изделий, он снабжен эластичным кольцом, установленным внутри зажимного кольца со стороны, прилежащей к матрице, корпус выполнен со ступенчатой полостью, расширяющейся в сторону матрицы и имеющей два цилиндрических участка, сопряженных с помощью конического участка, выталкиватель снабжен фланцами, размещенными на его торцах, а зажимное кольцо выполнено секционным с коническим участком на наружной поверхности и установлено в большей ступени полости корпуса с возможностью совместного осевого перемещения с выталкивателем при поочередном взаимодействии с каждым из его фланцев.
в л 5
ери г. г
13
ю
Фиг.З
ФигМ
| Штамп для глубокой вытяжки металлов в холодном состоянии | 1952 |
|
SU97314A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
