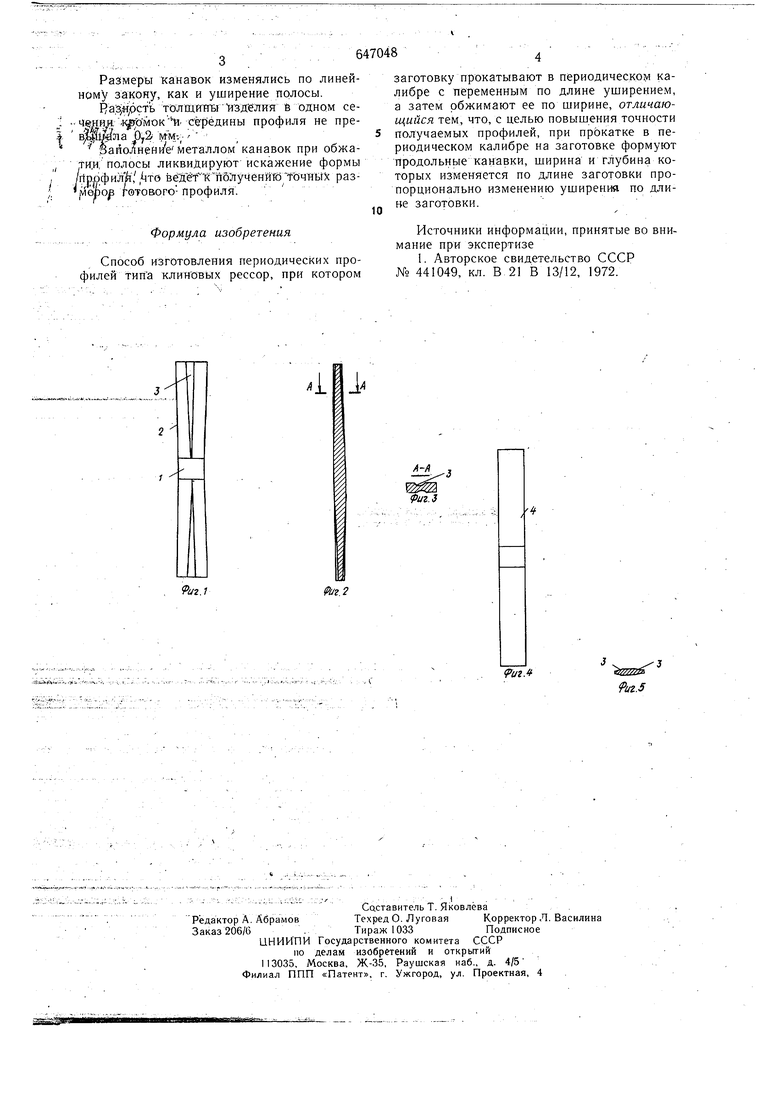
Размеры канавок изменялись по линейному закону, как и уширение полосы. Ra.i HpcTb толщи ЕГы изделия в одном ..1 Ьмок% середины профиля не преI ),2 lyfM;. fi - 1 I аполнентеметаллом канавок при обжа,тид полосы ликвидируют искажение формы /11ррфилй,,то вёдёТР:пбЛученй1б точньГХ раз ojinR fmirnRnpnппогЬиля . йеЪо Готового- профиля Формула изобретения Способ изготовления периодических профилей типа клишвых рессор, при котором заготовку прокатывают в периодическом калибре с переменным по длине уширением, а затем обжимают ее по ширине, отличающийся тем, что, с целью повышения точности получаемых профилей, при прокатке в периодическом калибре на заготовке формуют продольные канавки, ширина и глубина которых изменяется по длине заготовки пропорционально изменению уширения по длиппппипнялцно и:чмрнению уптипенио по ллине заготовки. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 441049, кл. В 21 В 13/12, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ПОЛОС | 1991 |
|
RU2014915C1 |
| Способ получения периодических профилей постоянной ширины | 1990 |
|
SU1810199A1 |
| СПОСОБ ДВУХРУЧЬЕВОЙ ПРОКАТКИ АРМАТУРНОЙ СТАЛИ | 2006 |
|
RU2327537C2 |
| Система калибров для прокатки угловых профилей | 1981 |
|
SU1041181A1 |
| КОЛОСНИКОВЫЙ ПРОФИЛЬ ДЛЯ ПРОИЗВОДСТВА ЩЕЛЕВЫХ СЕТОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2173224C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕССОРНОГО ЛИСТА | 1987 |
|
SU1451942A1 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
| Способ изготовления лемешной полосы | 2023 |
|
RU2822901C1 |
| Способ прокатки полосовых профилей | 1982 |
|
SU1044346A1 |
| Способ прокатки двутавровых профилей | 1990 |
|
SU1764722A1 |
.1
й/г.г
Й/г.
А-Я
