При прокатке профилей переменного сечения валки прокатного стана нужно сближать, причем для сохранения плавности изменения профиля сближение валков нужно проводить постепенно.
Приспособление для автоматического постепенного сближения валков прокатного стана при изготовлении профилей переменного сечения вообще известны. Предлагаемое настоящим изобретением приспособление отличается тем, что нажимное устройство валков кинематически связано с передвигаемыми валками.
На чертеже представлены три варианта приспособления.
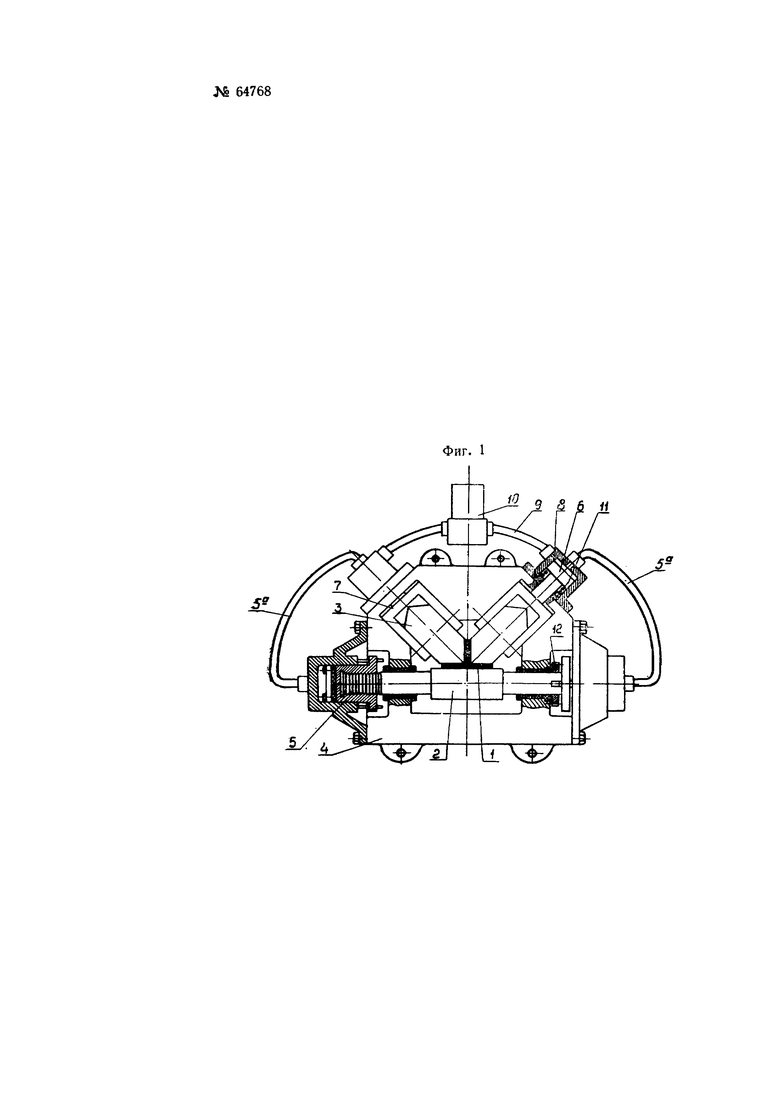
Изделие 1 (фиг. 1) протягивается между валками 2, 3. Валок 2 монтирован на двух опорах в корпусе 4. На концах оси валка 2 имеются правая и левая нарезки, которые придают поступательное движение штокам 5. Через несжимаемую среду, жидкость или ртуть, штоки 5 по трубопроводам 5а передают необходимое давление на поршеньки 6, которые перемещают цапфы 7 валков 3 с достаточным усилием и на определенную величину, в зависимости от перемещения прокатываемого профиля. Для того чтобы перемещение валков 3 было одинаковым, цилиндрики 8 соединены между собой трубкой 9.
Для регулирования давления в системе, которое от времени может изменяться в связи с подтеканием передающей среды и деформацией трубопроводов, служит автоматический компенсатор 10. Пружины 11 возвращают валки 3 в первоначальное положение. Установка валков на первоначальный калибр и регулировка поджима осуществляется через шестерню 12 вручную. Характерная особенность этой схемы - простота и компактность конструкции, большая точность действия калибровочных валков.
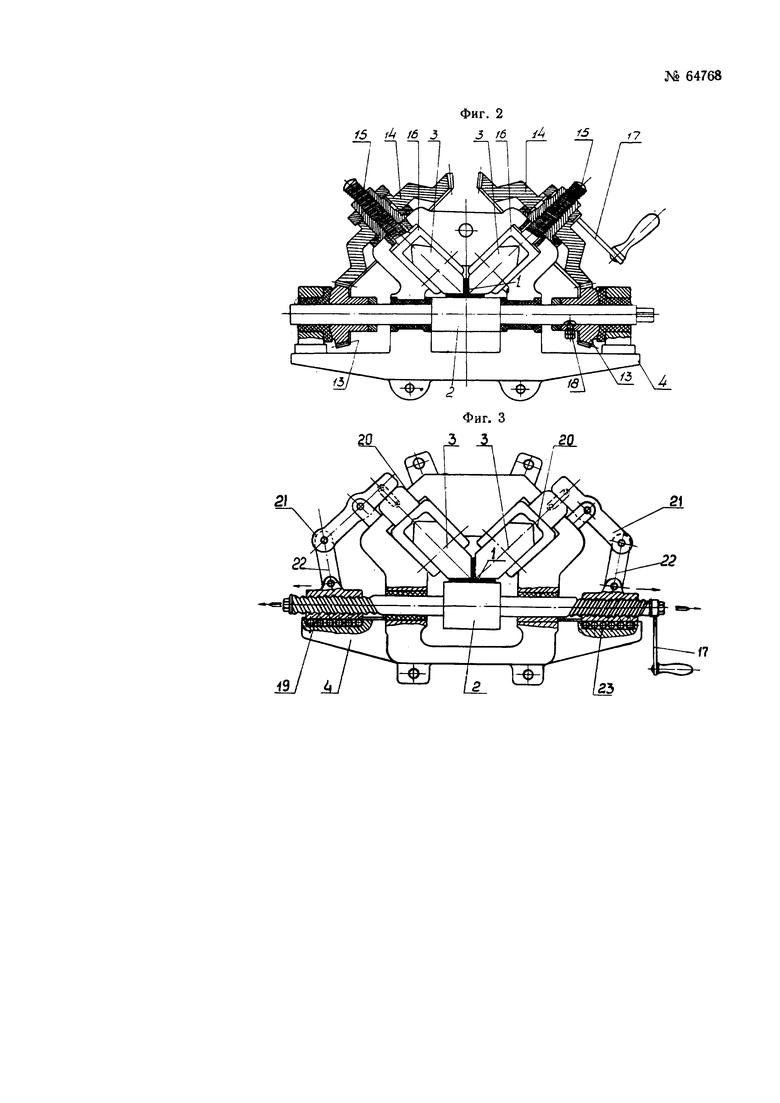
В варианте приспособления по фиг. 2, на которой изображен волочильный станок, валки 2, 3 вращаются от сил трения, возникающих между волочимым профилем 1 и валками. Вся система механизмов монтируется в жестком корпусе 4. На оси валка 2 жестко закреплены две конические шестерни 13, приводящие во вращение две большие конические шестерни 14, которые через винты 15 поджимают цапфы 16 валков 3, в зависимости от движения обрабатываемого изделия. Как на оси винта 15, так и на оси валка 2 предусмотрены квадраты для надевания ручки 17, с целью всевозможной регулировки и возвращения валков в исходное положение. Если вывернуть стопор 18 из шестерен 13, то возможно волочение профилей постоянного сечения.
Общий принцип действия приспособления по фиг. 3 тот же, что в ранее описанных конструкциях: валки 2, 3 вращаются от сил трения, возникающих при волочении. На концах оси валка 2 имеется резьба, которая придает поступательное движение гайке 19. Последняя через рычажную систему 21, 22 (механизм Эйлера) сообщает необходимое перемещение цапфе 20, в зависимости от движения профиля. Большой выигрыш в силе достигается соответствующим соотношением плеч рычага 21 и выгодным углом между рычагами 21 и 22. Вся система монтируется в жестком корпусе 4.
Концы оси валка 2 разгружены от изгибающих моментов и сил трения, при помощи вмонтированных игольчатых подшипников 23. Рукоятка 17 предназначена для регулировки и привода валков 2, 3 в первоначальное состояние.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| РАЗРАВНИВАТЕЛЬ-УПЛОТНИТЕЛЬ ПОРОШКА В ЖЕЛОБЕ | 1996 |
|
RU2108203C1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| Универсальная прокатная клеть | 1986 |
|
SU1382513A2 |
| Приводное устройство для ведущих колес моторных повозок | 1929 |
|
SU40884A1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ЛИСТОВОГО ЛЕНТОЧНОГО МАТЕРИАЛА | 1930 |
|
SU42884A1 |
| Рабочая клеть прокатного стана | 1986 |
|
SU1359024A1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |
| Прокатный стан | 1989 |
|
SU1724400A1 |
Приспособление для автоматического постепенного сближения валков прокатных станов при изготовлении профилей переменного сечения, отличающееся, тем, что нажимное устройство валков кинематически связано с передвигаемыми валками.
