1
Изобретение относится к пайке, в частности к способам пайки деталей из чугуна.
Известен способ пайки деталей из чугуна, при котором сочленяемые поверхности обрабатывают резанием, обеспечивая капиллярный паяемый зазор, производят обезуглероживание паяемой поверхности и пайку 1,
Низкая производительность описанного способа обусловлена трудоемкими операциями резания сочленяемых поверхностей отливок и последующего обезуглероживания.
Пайка по необработанной литой поверхности чугунной детали дает высокую прочность соединения, так как поверхность обезуглерожена при литье, но нестабильна из-за неравномерности зазора, заполняемого припоем. Максимальный зазор определяется высотой максимальных выступов, имеющихся на поверхности литой детали, что приводит иногда к окислению флюса и преждевременной потере его технологических качеств.
Известен способ пайки, при котором после сборки производят опрессовку деталей для уменьшения сборрчного зазора и нагрев до температуры пайки 2.
Способ предназначен для пайки телескопических, соединений h предусматривает обработку резанием (сверление) с обр-азованием отверстия большего диаметра, чем наружный диаметр трубы. Опрессовка (раздача трубы пуансоном)предназначена для снижения требований к точности изготовления диаметра отверстия и не исключает операции обработки деталей резанием-..;- ,-.....
Целью изобретения является повышение производительности путем пайки по необработанной .литой поверхности чугунных деталей.
Это достигается тем, что при пайке чугунных литых деталей со стальными перед нагревом производят опрессовку с усилием, достаточным для пластической деформации сочленяемых поверхностей в местах выступов на поверхности литой детали.
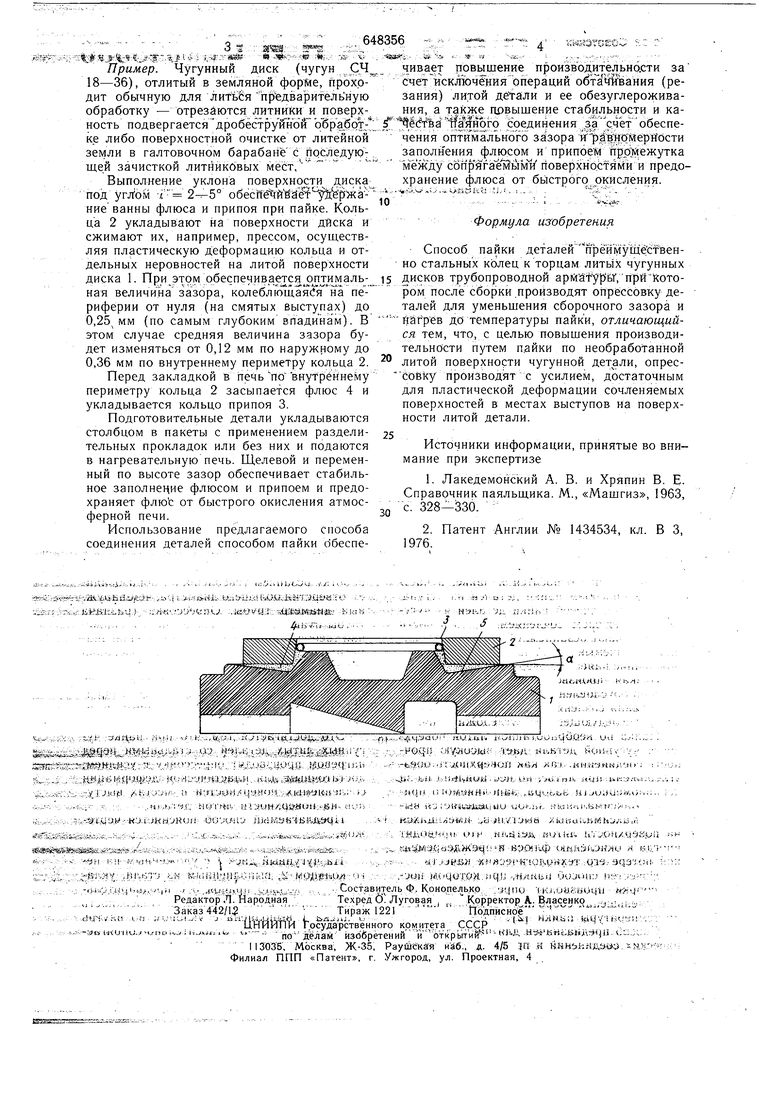
Предлагаемый способ поясняется чертежом.
На чугунный диск 1 с уложенным на него кольцом 2, выполненным из стали, укладывается кольцо припоя 3 с предварительной засыпкой в зазор флюса 4. Поверхность 5 диска 1 выполнена с уклоном во внутрь под углом а 2-5° относительно сопрягаемой поверхности кольца 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пайки металлических конструкций | 1983 |
|
SU1133054A1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ ТОНКОСТЕННЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ИЗ ТИТАНА И СТАЛИ | 2010 |
|
RU2443521C1 |
| Способ пайки труб из металла с различными коэффициентами термического расширения | 1976 |
|
SU579110A1 |
| Способ изготовления герметичных реле | 1980 |
|
SU1050823A1 |
| Способ пайки изделий с большими сборочными зазорами | 1978 |
|
SU880644A1 |
| Способ пайки алюминия и его сплавов | 1985 |
|
SU1269931A1 |
| СПОСОБ ПАЙКИ ПЛАСТИН С ОТВЕРСТИЕМ К ДЕТАЛЯМ ТРУБЧАТОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2796904C1 |
| Устройство для пайки изделий | 1984 |
|
SU1535687A1 |
| Способ изготовления узла волноводнораспределительной системы сложной конфигурации | 2022 |
|
RU2792017C1 |
| Способ пайки деталей с большими сборочными зазорами | 1985 |
|
SU1328099A1 |
