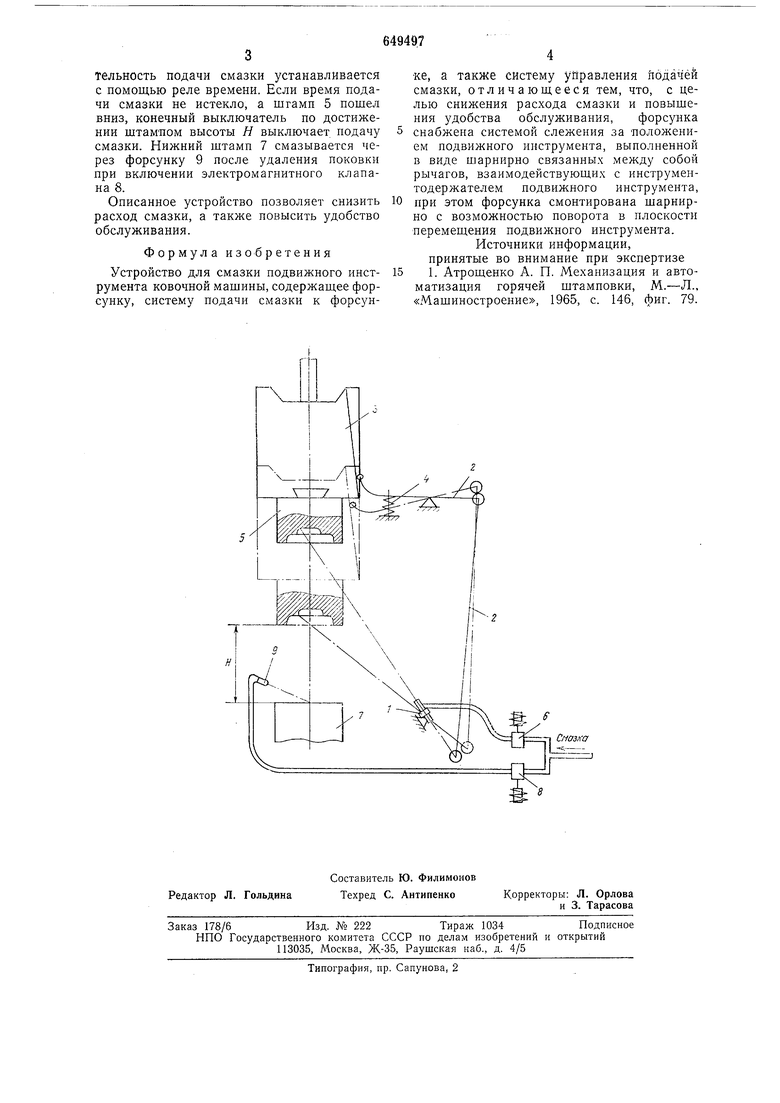
тельность подачи смазки устанавливается с помощью реле времени. Если время подачи смазки не истекло, а штамп 5 пошел вниз, конечный выключатель по достижении штампом высоты Я выключает подачу смазки. Нижний штамп 7 смазывается через форсунку 9 после удаления поковки при включении электромагнитного клапана 8.
Описанное устройство позволяет снизить расход смазки, а также повысить удобство обслуживания.
Формула изобретения
Устройство для смазки подвижного инструмента ковочной машины, содержащее форсунку, систему подачи смазки к форсунке, а также систему управления йбдачёй смазки, отличающееся тем, что, с целью снижения расхода смазки и повышения удобства обслуживания, форсунка
снабжена системой слежения за положением подвижного инструмента, выполненной в виде шарнирно связанных между собой рычагов, взаимодействующих с инструментодержателем подвижного инструмента,
нри этом форсунка смонтирована шарнирно с возможностью поворота в плоскости перемещения подвижного инструмента.
Источники информации, принятые во внимание при экспертизе
1. Атрощенко А. П. Механизация и автоматизация горячей штамповки, М.-Л., «Машиностроение, 1965, с. 146, фиг. 79.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для смазки рабочих поверхностей штампов | 1977 |
|
SU626869A1 |
| Устройство для смазки рабочих поверхностей штампов | 1979 |
|
SU863118A1 |
| Устройство для периодической смазки штампов | 1986 |
|
SU1409396A1 |
| Устройство для автоматической смазки штамповочного инструмента | 1983 |
|
SU1117431A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ СМАЗКИ НА ШТАМП | 2017 |
|
RU2690442C2 |
| Устройство для смазки штампов | 1982 |
|
SU1052305A1 |
| Устройство для подачи смазывающей жидкости на рабочий инструмент штампа | 1978 |
|
SU727297A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ДОЗИРОВАННОЙ СМАЗКИ ШТАМПОВ | 1972 |
|
SU348813A1 |
| Устройство для смазки штампов | 1986 |
|
SU1465163A1 |
| Технологический комплекс подготовки и подачи смазочных жидкостей | 2023 |
|
RU2828778C1 |
V
Сиазло
