(54) ШАГОВЫЙ КОНВЕЙЕР

| название | год | авторы | номер документа |
|---|---|---|---|
| Шаговый конвейер | 1985 |
|
SU1271806A1 |
| Привод шаговых перемещений | 1990 |
|
SU1778048A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Устройство для наложения герметизирующих лент на швы клееных изделий | 1976 |
|
SU653125A1 |
| УСТРОЙСТВО для МАРКИРОВКИ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1967 |
|
SU191778A1 |
| Устройство для транспортирования штучных грузов | 1976 |
|
SU658048A1 |
| Поточная линия для обработки изделий | 1982 |
|
SU1081101A1 |
| Поточная линия для обработки штучных длинномерных изделий | 1979 |
|
SU880505A1 |
| Автоматизированная линия для штамповки лонжеронов | 1987 |
|
SU1558706A1 |
| Шаговый конвейер | 1977 |
|
SU745805A1 |
Изобретение относитея к дерсвообрабатываюидей промышленности и может быть иснользовано в многопозиционных етанках и на автоматических линиях со сквозным иозициомным транспортером заготовки, к точности шага нодачи которой с позиции на позицию предьявляются гговышенные требования.
Известны шаговые конвейеры, применяемые в многопозициопных етанках и на автоматичеек 1х линиях для подачи заготовки с иозиции на позицию, состояиию из привода, тягового органа, на котором раеположеHBI толкатели. Последние, упираясь в торпы заготовок, перемещают их ио столу вперед на один шаг 1.
Недостаток указанного .конвейера заключается в том, что при подаче заготовки с позиции на позицию в конце шага подачи тяговый орган конвейера останавлнвается, но заготовки иод дейетвием силы инерции продолжают двигаться и отходят от толкателей, веледствие чего создается значительная погрешрюеть шага нодачи заготовки с позиции на позицию.
Наиболее близким решением из известных является штанговый конвейер, включающий стол для перемещения изделий и приводную штангу с толкателями 2.
Недостаток указанного конвейера заключается в том, что для ликвидации погрешностей шага подачи, обусловленных силой инерцни изделия, не нредусмотрен принудительный возврат в конце шага подачи изделия к тол.кателю.
Целью изобретения является повышение точности перемещения изделия с позиции на позищгю п}тем ликвидации зазора межД} изделием и толкателем в конце шага.
Это достигается тем, что конвейер снабжен наиравляющимн роликами и прижимным; роликами, при этом каждый ролик етановлен на столе поередством элемента кренлепия е возможностью поворота в конце шага толкателя в паправленпи, обратном направлению двпжения изделия, причем элемепт крен.тепия ролика выполнен ил пружпиы кр чеппя.
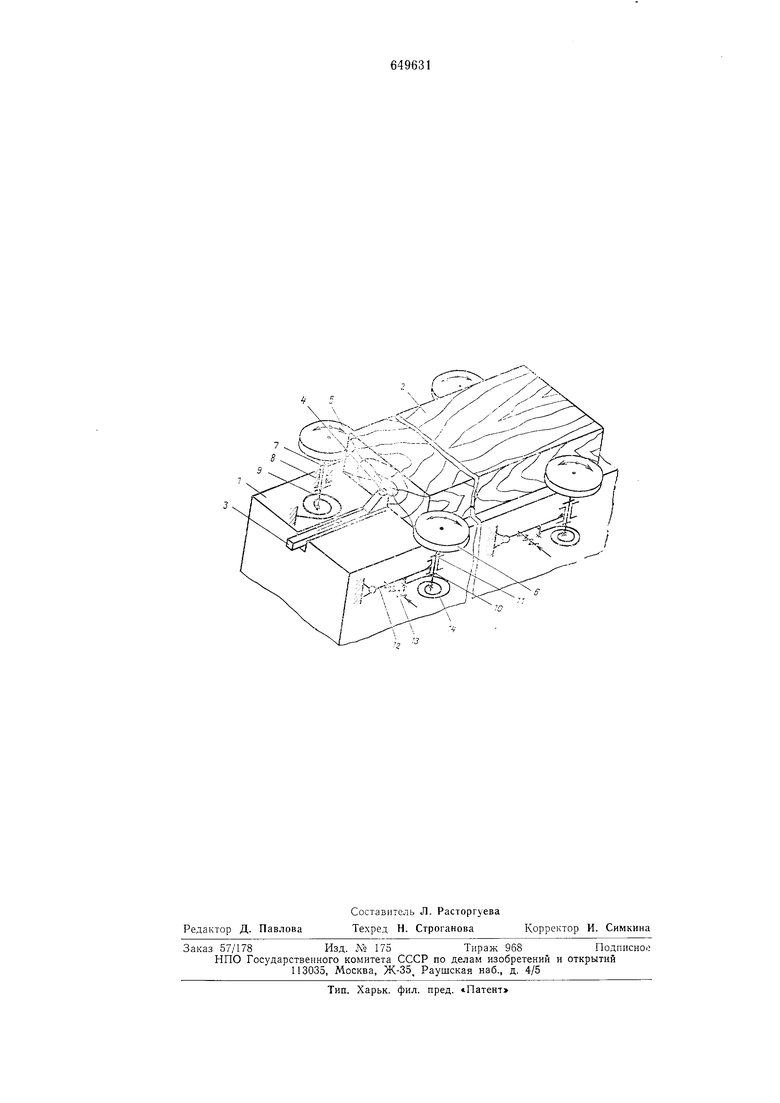
На чертеже изображен шаговый конвейер, обпии вид.
Устройство состоит из стола /, на котором помещают заготовки 2, тягового органа 3 с расположенным на нем толкателем 4, направляющих роликов 5 и прижимных роликов 6. Направляющие ролики 5 устапов.чены на валах 7, которые размещены в опорах 8 на столе /. На конце ва.та 7 закреплена пружина кручения 9, связанная со столом /. Прил имные ролики 6 установлены
на валах 10, которые размещены в cnopiix 11 ка рычаге 12, закрепленном па столе У. На рычаге 12 закреплены нружпна 13 ;1ля поджатня ролпка 6 к пзделню п npX/Kiina 14, связанная с валом 10.
При перемещеннп тягового органа 3 толкатель 4, уннраясь в торец заготовкп 2, нсремещает ее но столу /, нрп этом прнжимные 6 и нанравляющне ролнкн 5 н связанные е нимн валы 7 н 10 врангаются в свонх опорах 8 н // нод действнем снлв трения, возннкаюн1,ей между нанравляющимн 5, прнжимнымп 6 ролика МП н згпотовкой 2 и результате возденствня нружнны 13 на 15ь:чаг 12. Прн этом пружина кручения 9, один конец которой связан е валом 7, а другс.ч закреплен па столе /, начинает за.кручиваться, накаплпвая энергию. То же с п:::о происходпт с нружпной 14 кручения, одпк копец которой связан с валом 10, а вгоро | закреплен на рычаге 12.
В конце шага подачи тяговый орган 3 н связанные с нпм толкатели 4 останавливаются, а заготовка 2 продолжает двигаться нод дейст1знсм снлы ннерцпн п момента инерцнн ролнков 5 н 6 н тем самым создает ог.ход заготовки 2 от толкателя 4, что обуславливает не грешность шага подачн. 1ак как нружнны 9 н 14 наконплп нотепциальиую эпсргню, онн сгремятся вран;ать валы 7 п 10 н связанные с ннмп нанравляюшис 5 п нрпжнмные роликн 6 в противоположном направленнн. За счет снлы гроння нрпжнмнымн 5 н направляюни мн роликами 6 и заготовкой 2 пружп1ы 9 н 14 осуществляют реверс заготовки 2 до нрнжпма ее ,к толкателю 4 тягового органа 3, тем самым ликвидируют погрешиостн шага нодачи, обусловленные еилой иперцни заготовкп и моментом инерции роликов.
В моменты, когда ролики 5 и 6, валы 7 1 10 которых расположены в одной нлоскостп, нерненднкулярной нанравленню перемещения заготовки 2, попадают в промежуток между последовательно трапспортп.г-;емымн нзделнямн, т. е. когда опп выходят
пз коптакта е пзделпем, пружины кручения 9 и 14 раскручнвакггся до коппа п до подхода елед}чо1ией заготовки находятся уже );е в деформированном состоянии.
Данное изобретение оеуществляет точность наговой нодачи заготовок ирн I:OMO1Ц1 ноднружппенных ролнков, пронзводнт н)ижнм заготовок нрп отходе от толкателс но пперции н тем самым дает возможность нренебречь нперпией и увеличить скорость конвейера, что нрнводнт к увеличению пропзводительности.
Ф о р м л а п 3 о б р е т е н н я
нутем лнквндации зазора между изделием н толкателем з коние Hiara, конвейер снабжен направляющими роликами и нриж;нм1;ь;мп pi),;iii; aM;i, нрн этом каждый ролик }CT; ii{)ii,:ien на, столе посредством э.че.мента
хрснлення с возм()/; ност1 ю новорота в копке Hiara толкателя в на)1равле11 ;п, обратном нанравленшо движения .
Источники информации, нрипятые во вннманне нрн экснертнзе:
