Изобретение относится к обработке металлов давлением и, в частности, к автоматизированным линиям для хо- лодной листовой штамповки деталей из полосового материала,
Цель изобретения - повышение производительности путем полной автоматизации производства лонжеронов.
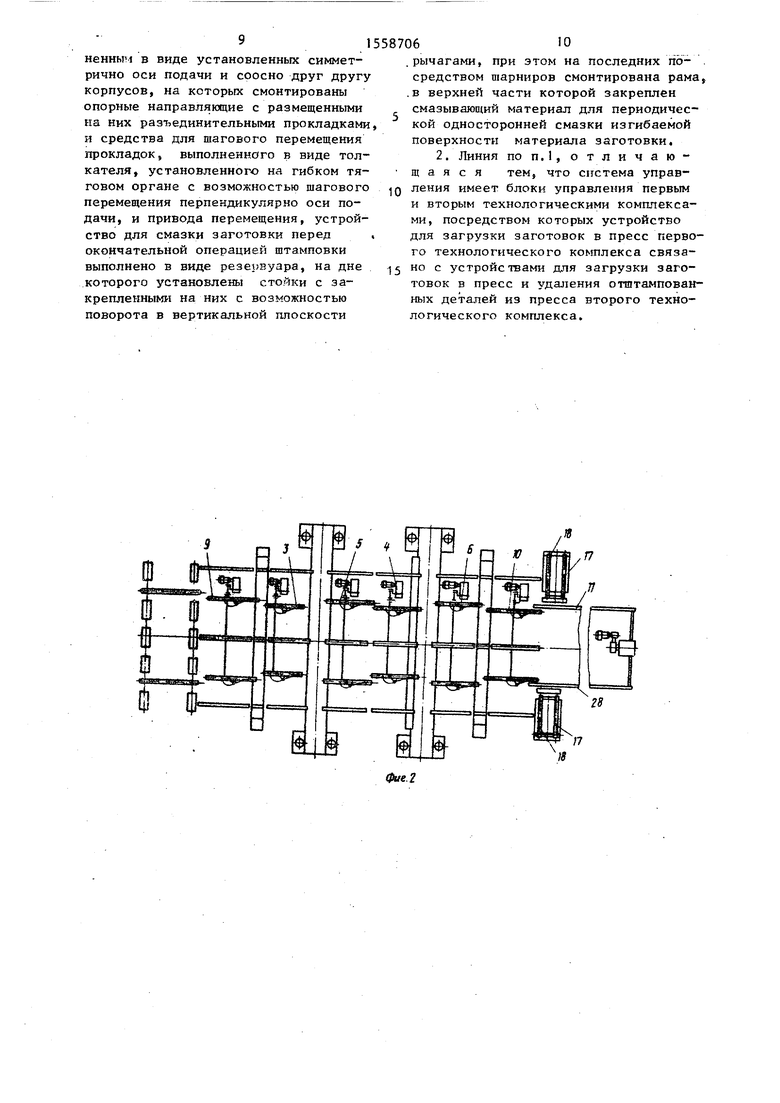
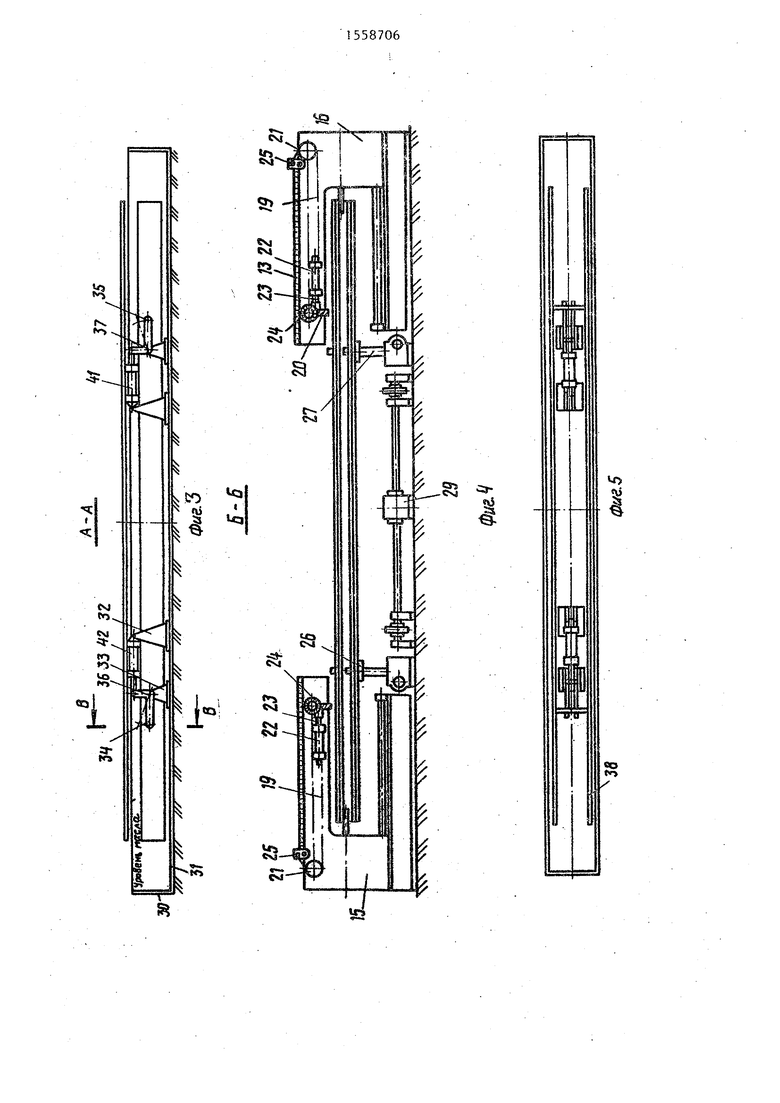
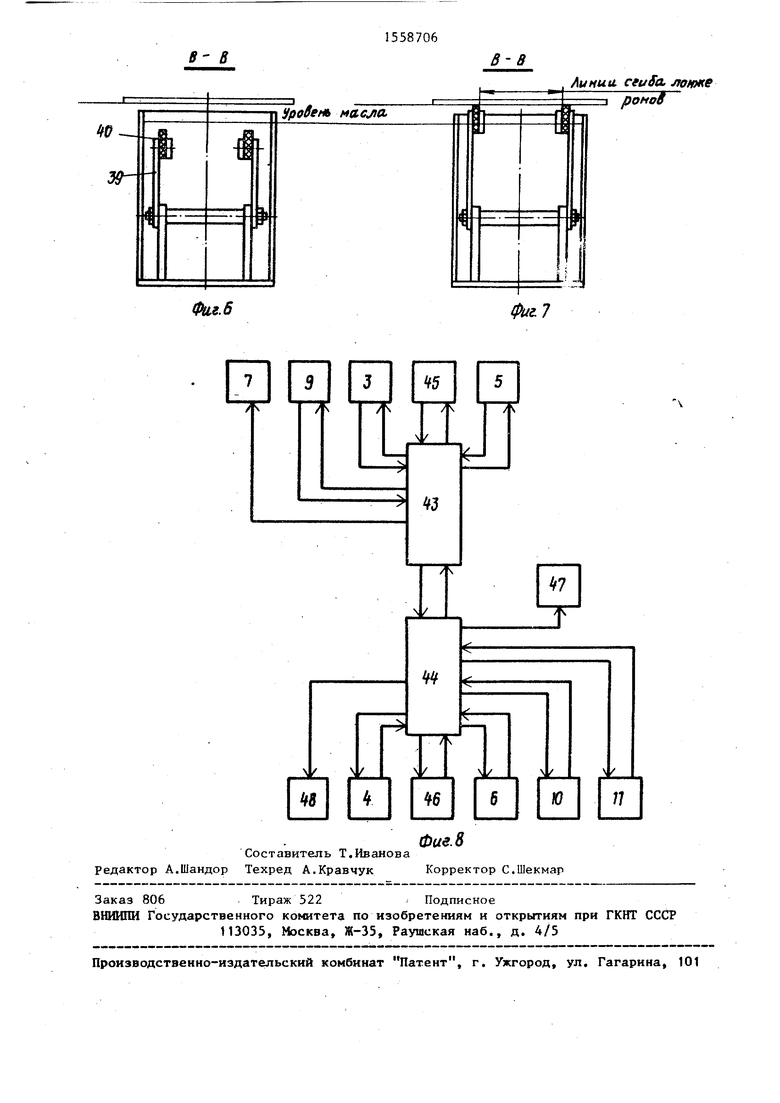
На фиг.1 показано схематическое изображение автоматизированной линии штамповки лонжеронов; на фиг.2 - то же, план; на фиг.З - разрез А-А на фиг.1; на фиг.4 - разрез Б-Б на фиг.1; на фиг.5 - устройство для периодической односторонней смазки изгибаемой поверхности материала, план; на фиг.6 - разрез В-В на фиг.З, при опущенной раме; на фиг.7 - то же, при поднятой раме; на фиг.8 - схема прохождения сигналов управления.
Автоматизированная линия для штамповки лонжеронов содержит технологические комплексы, состоящие из прес- сов 1 и 2,устройств 3 и 4 для поштучной загрузки заготовок в прессы 1 и 2 устройства 5 и 6 для удаления отштампованных изделий от прессов 1 и 2, устройство 7 для накопления стоп 8 заготовок, устройство 9 для поштучного отделения заготовок от стопы 8, устройство 10 для стапелирования лонжеронов, устройство 1I для удаления пакетов 12 лонжеронов и устройство для укладки разъединительных прокладок 13 между рядами 14 лонжеронов, состоящее из установленных симметрично оси подачи и соосно друг другу
корпусов 15 и 16, верхней части которых смонтированы опорные направляющие 17 и 18, на которые укладывают разъединительные прокладки 13. В каждом корпусе 15, 16 в направлении, перпендикулярном движению лонжеронов, смонтировано средство для шаговой подачи, состоящее из гибкого тягового органа 19 со звездочками 20 и 21 и привода, выполненного в виде рабочего цилиндра 22, шток 23 которого сочленен с храповым механизмом 24. На гибком ТЯГОРОМ органе закреплены толкатели 25. Устройство 0 для стапелирования лонжеронов в пакет 12 содержит подъемные столы 26 и 27, а устройство 1 для удаления пакетов 12 лонжеронов выполнено в виде приводного цепного конвейера 28 с приводом 29, Перед операцией формовки (гибки) на прессе 2 в автоматическую линию вмонтировано устройство 30 для с.мазки заготовки перед окончательной операцией штамповки, состоящее из резервуара 31 со смазкой, установленного на кронштейнах, на дне которого смонтированы стойки 32, 33, несущие поворотные рычаги 34 и 35, на которых на шарнирах 36 и 37 подвешена рама 38, в верхней части 39 которой закреплен насыщаемый смазкой материал 40. Поворотные рычаги 35 и 36 сочленены с рабочими цилиндрами 41 и42.
I
Автоматизированная линия штамповки лонжеронов содержит систему управления, включающую блоки управления
первым 43 и вторым 4 технологическими комплексами, соединенные с блокам 45 и 46 управления, прессами 1 и 2, при этом блоки 43 и 44 управления связаны между собой. Блок 43 управления первым технологическим комплексом связан с устройством 3 для поштучной загрузки заготовок в пресс- , устройством 5 для удаления отштампованных изделий от пресса 1, устройством 7 для накопления стоп 8 заготовок и устройством 9 для поштучного отделения заготовок т стопы 8. Блок 44 управления вторым технологическим комплексом связан с бпоком 47 управления устройством заготовки перед окончательной операцией штамповки, устройством 4 для загрузки заготовок в пресс 2, устройством 6 для удаления отштампованных лонжеронов от пресса 2, устройством 10 для стапелирования лонжеронов, устройством 1 для удаления пакетов 12 лонжеронов и блоком 48 управления устройством для укладки разделительных прокладок 13. Все устройства, входящие в линию, оснащены комаидоаппаратами(не показаны).
Автоматизированная линия для штамповки лонжеронов работа-г следующим образом.
Перед началом работы стопы 8 заготовок цеховым материалом (не показан) укладываются на устройство 7 для накопления стоп заготовок.
При нажатии кнопки (не показана) блока 43 управления первого технологического комплекса подается сигнал на включение устройства 9 поштучного отделения заготовок от стопы 8, устройства 3 для загрузки заготовок в пресс 1 и устройства 5 для удаления отштампованных деталей от пресса 1. Устройство 9 берет исходную заготовку (не показана), укладывает на устройство 3 для загрузки в пресс 1 и подает сигнал об исполнении в блок 43 управления первым технологическим комплексом, который подает команду на выключение пресса 1 в его блок 45 управления. Последний подает сигнал о начале движения ползуна (не показан) пресса 1 в блок 43 управления первым технологическим комплексом, который, отработав сигналы устройства 3 для загрузки заготовок и сигналы, получаемые из блока 46 управления, подает команду на устройство 5 для удаления отштампованного изделия от
0
5
0
пресса i. 3, эточ период ползун пресса осуществит рабочий ход и возвращается в крайнее верхнее положение, а захваты (не показаны) устройства 5 войдут в штамповое пространство и извлекут заготовку.
Кроме того, сигнал управления устройства .3.. для загрузки подается на блок 43 управления первым техно логическим комплексом и через него на блок 44 управления вторым технологическим комплексом. Из блока 44 управления подается сигнал на включение устройства 4 для загрузки заготовки в пресс 2, которое принимает заготовку (не показана) от устройства 5 для удаления отштампованных изделий с. пресса 1 и подает к прессу 2, осуществляющему формовку (гибку) лонжеронов.
При движении заготовки по устройству 4 в определенной точке над резервуаром 31 со смазкой блок управ- 5 ления подает команду на включение, через заданное количество заготовок, блока управления 48 устройства смазки заготовок. Блок 48 управления включает подачу рабочей среды под 0 давлением в рабочие цилиндры 41 и 42, которые поворачивают поворотные i рычаги 34 и 35 относительно стоек 33 и 32 и поднимают подвешенную на шарнирах 36, 38 раму, верх 39 которой со смазываемым материалом 40 коснется заготовки в местах изгиба и смажет ее. Затем давление рабочей среды отключается и рама 38 опускается в резервуар 33, заполненный 0 смазкой. Устройство 4 подает дальше заготовку в пресс 2 и подает сигнал в блок 44 управления вторым технологическим комплексом, а из него подается сигнал на блок 46 управления на включение ползуна (не показан) пресса 2 и устройство 6 для удаления отштампованных изделий.
Ползун пресса 2 осуществляет формовку (гибку) заготовки и по мере его движения вверх устройство 6 для удаления отштампованных изделий от пресса 2 вынимает заготовку из пресса и перемещает лонжероны на линейки (не показаны) столов 26 и 27. Затем цикл работы технологических комплексов повторяется, а каждый последующий лонжерон сдвигает предыдущий по линейкам столов столам) 27 и 26 до наполнения ряда 14 лонжеронов. При
5
5
0
5
наполнении ряда лонжеронов срабатывают сенсорные устройства (не показаны) и устройство 10 для стапелиро- вания лонжеронов подает сигнал в блок 44 управления вторым технологическим комплексом, который, в свою очередь, подает сигнал включения на блок 48 управления устройства для укладки разъединительных прокладок 13. Блок 48 управления устройства для укладки прокладок приводит в движение устройство для укладки прокладок, а именно, включает подачу рабочей среды под давлением в рабочие ци- линдры 22, штоки 23 которых через храповые механизмы 24 приводят в движение звездочки 20 и 21 и гибкий тяговый орган 19 с установленными на них толкателями 25 и заставляют тол- катели 25 вместе с упругими элементами 19 осуществить перемещение на шаг при этом прокладки 13 по опорным направляющим 17 и 18 перемещаются на шаг и передние прокладки 13, схо- дя с опорных направляющих 17 и 18, ложатся поперек ряда 14 лонжеронов, подъемные столы 26 и 27, получив команду от блока 44 управления, опускаются на шаг, равный высоте лонже- рона, и начинается заполнение следующего ряда. При образовании пакета 12 лонжеронов устройство 10 для стапелирования через свои сенсорные устройства (конечные выключатели, бесконтактные выключатели и т.п.) подает сигнал на блок 44 управления второго технологического комплекса, который подает сигнал на включение устройства 11 для удаления пакетов 12 лонжеронов. Включается привод 29 цепного конвейера 28 и пакет переме- щается на шаг. По заполнении цепног конвейера 29 пакетами лонжеронов автоматизированная линия штамповки лонжеронов отключается по сигналу, подаваемому устройством 11 на блоки 43 и 44 управления технологическими комплексами.
Синхронизация движений всех уст- ройств, служащих для перемещения за- готовки вдоль автоматизированной линии, осуществляется следующим образом. Фазу движения устройства 3 для загрузки заготовок к прессу 1 прини- мают на базу сравнения для движения всех остальных устройств для перемещения заготовки лонжерона вдоль линии, а его скорость движения - ниже
д 5 0 5 0 д 5
„.
5
скорости движения всех остальных устройств на 2-3%. При отклонении движения какого-либо устройства на угол 20-30 от .заданной фазы, определяемой посредством командеаппара- тов (не показаны), смонтированных на этих устройствах, сигнал от командо- аппарата соответствующего устройства попадает на блок 43 управления первым технологическим комплексом, снабженный устройством для сравнения (не показан), которое сравнивает сигналы и подает команду на отключение устройства, допустившего отклонение по фазе. При дальнейшей работе устройства 3 для загрузки пресса 1 блок 43 управления сравнивает фазу его движений с положением отключенного устройства и при достижении угла отклонения по фазе равного О вновь включает остановленное устройство.
Таким образом, за счет сравнения фаз вращения командоаппаратов устройств для поштучной загрузки заготовок в пресс и устройств для удаления отштампованных изделий от пресса, принимая фазу вращения одного устройства 3 для загрузки заготовок в пресс через блоки 43 и 44 управления технологическими комплексами, обеспечена синхронизация и работа линии в автоматизированном режиме.
Формула изобретения
1. Автоматизированная линия для штамповки лонжеронов, содержащая устройство для накопления стоп заготовки, устройство для поштучного отделения заготовок от стопы, по меньшей мере два технологических комплекса, каждый из которых состоит из пресса, устройства для загрузки заготовки в пресс и устройства для удаления отштампованных изделий из пресса, устройство для смазки заготовки перед окончательной операцией штамповки, устройство для стапелирования готовых изделий типа лонжеронов в пакет и систему управления автоматизированной линией, отличающаяся тем, что, с целью повышения производительности путем полной автоматизации производства лонжеронов, оно снабжено устройством для укладки разъединительных прокладок между рядами лонжеронов, выпол9,
ненныч в виде установленных симметрично оси подачи и соосно друг другу корпусов, на которых смонтированы опорные направляющие с размещенными на них разъединительными прокладками и средства для шагового перемещения прокладок, выполненного в виде толкателя, установленного на гибком тяговом органе с возможностью шагового перемещения перпендикулярно оси подачи, и привода перемещения, устройство для смазки заготовки перед окончательной операцией штамповки выполнено в виде резервуара, на дне которого установлены стойки с закрепленными на них с возможностью поворота в вертикальной плоскости
58706Ю
рычагами, при этом на последних посредством шарниров смонтирована рама, в верхней части которой закреплен смазывающий материал для периодической односторонней смазки изгибаемой поверхности материала заготовки.
2. Линия по п.1, отличающая с я тем, что система управ- Q ления имеет блоки управления первым и вторым технологическими комплексами, посредством которых устройство
для загрузки заготовок в пресс первого технологического комплекса связа- 5 но с устройствами для загрузки заготовок в пресс и удаления отштампованных деталей из пресса второго технологического комплекса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированная линия штамповки деталей | 1986 |
|
SU1389914A1 |
| Автоматизированный комплекс для штамповки деталей из полосового материала | 1985 |
|
SU1296269A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Автоматизированная линия для штамповки деталей из листового материала | 1987 |
|
SU1505639A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Автоматизированная линия для штамповки листовых деталей | 1982 |
|
SU1069906A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1248706A1 |
| Автоматизированная линия для многопереходной листовой штамповки | 1988 |
|
SU1516198A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1996 |
|
RU2116855C1 |
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
Изобретение относится к обработке металлов давлением, а именно к автоматизированным линиям для холодной листовой штамповки деталей типа лонжеронов. Цель изобретения - повышение производительности труда за счет полной автоматизации производства лонжеронов. Стопу заготовок устанавливают на устройство для накопления стоп заготовок. Устройством для поштучного отделения заготовки последняя отделяется от стопы и подается на обработку в первый и второй технологические комплексы для штамповки. Перед окончательной операцией штамповки изгибаемую поверхность обрабатываемых заготовок периодически смазывают смазывающим материалом. Рама шарнирно соединена с поворотными рычагами. Последние смонтированы на стойках, установленных на дне резервуара со смазкой. После окончательной операции штамповки лонжеронов они устройством для удаления отштампованных деталей подаются на устройство для стапелирования, где укладываются в ряды. После образования первого ряда на него сверху укладываются разъединительные прокладки, которые размещены на опорных направляющих, смонтированных на корпусах. Корпусы установлены симметрично относительно оси подачи и соосно друг с другом. Разъединительные прокладки подаются на ряды лонжеронов толкателем с помощью приводного гибкого тягового органа, на котором с возможностью шагового перемещения перпендикулярно оси подачи закреплен толкатель. Управление работой линии осуществляется за счет использования блоков управления технологическими комплексами, через которые осуществляется связь командных сигналов. 1 з.п. ф-лы, 8 ил.
3 „ t И
/7
18
CsM 4
Фиг.Б
Аи ни и ctiffa, лонже
фиг. 7
| Розен Г.М | |||
| и др | |||
| Механизация и автоматизация листовой штамповки в автомобилестроении | |||
| - М.: Машиностроение, 1983, с | |||
| ДВОЙНОЙ ГАЕЧНЫЙ КЛЮЧ | 1920 |
|
SU288A1 |
| Эксцентричный фильтр-пресс для отжатия торфяной массы, подвергшейся коагулированию и т.п. работ | 1924 |
|
SU203A1 |
