1
Изобретение отностхзя к обработке металлов давлением, в частности к конструкции штампов для закрытой осадки.
j Известен штамп для закрытой осадки содержащий пуансон, верхнюю и ниж- нюю полуматрицы, скрепленные, напримерс клиньями ElJ Недостатком этого штампа являются большие потребные усилия для скрепления полуматриц, что приводит к деформации клиньев и значи тельным трудностям при разьеме полуматриц.
Известен также i yaHCOH для закрытой осадки заготовок, содержащий верзшюю полуматрипу, верхний пуансон, смон-
тированную внутри верхней полу матрицы соосно с верхним пуансоном подвижную в осевом направлении втулкур а также нижнюю полуматрицу 2j. Однако закрытую осадку заготовок с отношением высоты к диаметру свыше критического в таком штампе осуществляют в несколько переходов.
С целью увеличения высоты осадки предлагаемый штамп снабжен дополнительно |двумя пуансонами, один из которых смон-
тирован в нижней полу матрице соосно с верхним пуансоном и выпоп 1е}1 гголым, : второй - установлен внутри него с возможностью относительного осевого перемещения, при этом верхняя полуматрнца пыггоп- нена со ступенчатой внутренней поверхностью, ступень большего диаметра которой имеет диаметр, равный наружному диаметру полого пуансона, ступень среднего диаметра диаметр, равный внутре 1нему диаметру полого пуансона, а ступень мпнь- шего диаметра-диаметр, меньший наружного диаметра втулки.
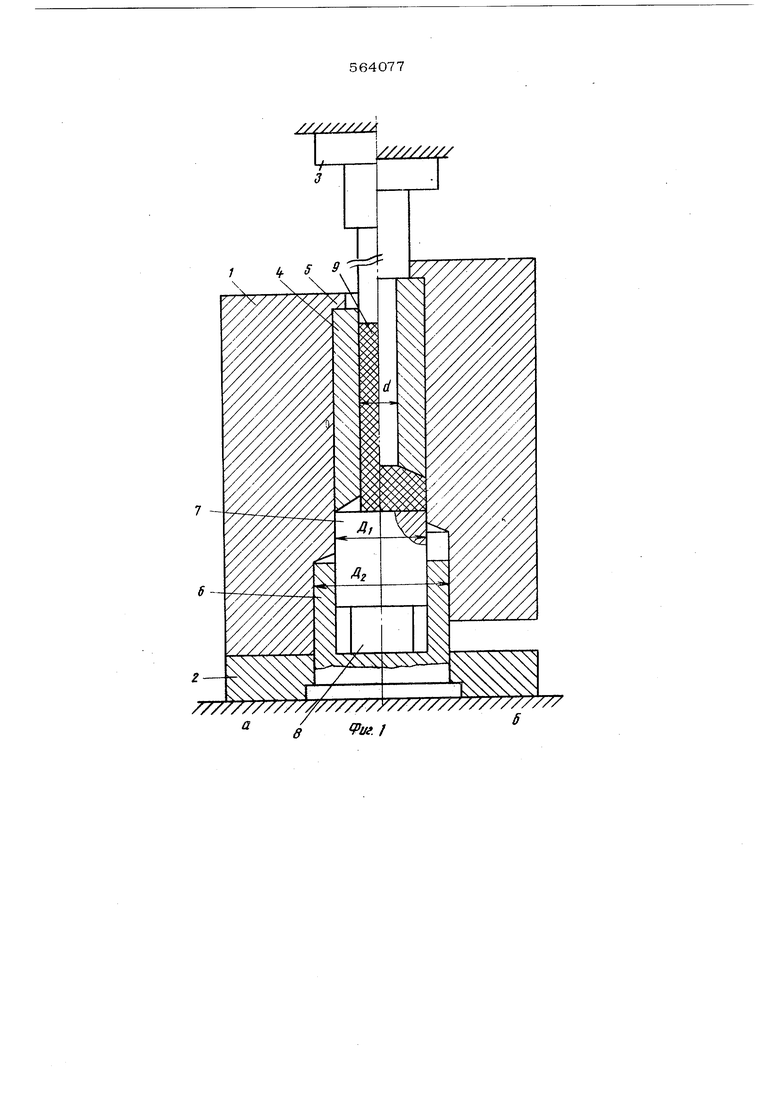
На фиго 1а показан штамп в начальны момент первой стадии осадки, продольное сечение; на фиг. 16 -то же, в конечный момент первой стадии осадки; на фиг. 2ато же, в начальный момент второй стадии осадки; на фиг„ 26 -то же, в конечный момент второй стадии осадки.
Штамп для закрытой осадки содержит верхнюю полуматрицу 1. нижнюю попумат- рицу 2, верхний пуансон 3 и установленную соосно с нимВ верхлей полуматр1гио li втулку 4j которая имеет возможность осевого перемещения. Верхняя полуматрица 1 выпопнена со ступенчатой внутренней поверхностью, ступень меньшего диаметра которой ввпяется упором 5, взаимодействую щим со втупкой 4. В нижней попу матрице 2 установлен попый непод&илшый пуансон 6, внутри которого смонтирован с возможностью осевого перемещения центральный пуансон 7, опирающийся в верхнем положении на подставку 8, Диаметр центрального nyaHCOHa 7 соответствует внутреннему диаметру Д верхней попу матрицы 1, а наружный диамет неподвижного пуансона 6-внутреннему ди.аметру Д2 верхней полуматрицы 1. Штамп снабжен механизмом перемещения центрального пуансона 7 и подставки 8 ( не покаШтамп работает следующим образом. Заготовку 9 диаметром d устанавливают в рабочую полость верхней полу матрицы 1, центральный пуансон 7 находится при этом в веохнем положении, т. е. на подставке 8. Движением верхнего пуансона 3 вниз производят осадку заготовки 9 до диаметра Д(Прнэгом втулка 4, взаимодей вуя с упором 5 верхней полу матрицы 1, перемещается вместе с ней вверх. Перемещению втулки 4 и верхней потту, матрицы 1 препятствуют силы контактного трения по поверхностям диаметром о и Aj , создавая противодавление. В конечный момент первой стадии осадки получается поковка диаметром Д. Механизмом перем щения передвигают подставку 8, опуская центральный пуансон 7 в нижнее положениеВерхним пуансоном 3 совместно со вту кой 4, которая упирается в его буртик, производят вторую стадию осадки до диаметра Д2, при этом верхняя полуматрица 1 перемешается вверх. Перемещению верхней полуматрипь 1 препятствуют силы контактного трения по шоверхностям диаметром Л. и , создавая противодавлетге на второй стадии осадки, В конечный момент второй стадии садки получается поковка Ю диаметром ,. Вытапкивание поковки 10 из верхней опуматрицы 1 производят, например, слеующим образом. Соединяют верхнюю полу матрицу 1 с ерхним пуансоном 3 при помощи сухаей (не показаны), под1гамают верхнюю опу матрицу 1, устанавливают под нее подтавки (не показаны) и движением верхнего пуансона 3 вниз выталкивают поковку 10. Формула изобретения Штамп для закрытой осадки заготовок, содержащий верхнюю полуматрицу, верхний пуансон, смонтированную внутри верхней полу матрицы соосно с верхним пуансоном подвижную в осевом направлении втулку, а также нижнюю полу матрицу, отличающийся тем, что, с целью увеличения высоты осадки, он снабжен дополнительно двумя пуансонами, один из KOTO-Iрых смонтирован в нижней полуматрице со- осно с верхним пуансоном и выполнен полым, а второй установлен внутри пего с возможностью относительного осевого перемещен{ш, при этом верхняя полуматрица выполнена со ступенчатой внутренней поверхностью, ступень большего диаметра которой имеет диаметр, равный наружному диаметру полого пуансона, ступень среднего диаметра имеет диаметр, равный внутренне му диаметру полого пуансяэна, а ступень меньшего диаметра имеет диаметр, меньщий наружного диаметра втулки. Источники информации, принятые во внимание при экспертизе: 1„ Технический отчет по НИР Поисковая работа по изучению возможности прессования щтамповок дисков методом противодавления, МВИ/JC, 1963, с. 9. 2. Авторское свидетельство СССР Jsfe 119424. кл. В 21 J 5/О8, 1958.
/////////
/////////
////////Л
///7/////////////////л °fPue.Z
у////////
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для закрытой осадки заготовок | 1976 |
|
SU650706A1 |
| Штамп для безооблойной объемной штамповки | 1989 |
|
SU1731391A2 |
| Штамп горизонтально-ковочной машины | 1987 |
|
SU1530319A1 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| Способ и устройство для штамповки блингов | 2021 |
|
RU2769333C1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011464C1 |
| Способ и устройство для штамповки блисков | 2021 |
|
RU2766625C1 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
| УСТРОЙСТВО ДЛЯ ГИДРОФОРМОВКИ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2222399C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |