I
Изобретение относится к устрюйствам для разборки штабеля изделий.
По основному авт.св. № 5О8454 известно подающее устройство для профильного проката, содержащее два горизонтальных конвейера, установленных последовательно друг за другом, приводные звездочки которых смонтированы на общем валу, при этом первый конвейер снабжен подвижньпии желобами для верхних ветвей цепи, а между рабочими ветвями конвейера размещены неподвижные опоры l.
Однако данное устройство не обеспечивает надежного разделения проката при передаче с одного конвейера на другой.
Цель изобретения - повьпиение надежности разделения проката при пер&даче с одного конвейера на другой.
Это достигается тем, что на раме устройства установлен горизонтально приводной вал, на котором закреплены поворотные рычаги, расположенные между рабочими ветвями второго конвейера, к концам которых прикреплены электромагниты.
Кроме того, рычаги могут быть снабжены упорами, расположенными 5 перед электромагнитами и выступающими за их рабочую поверхность.
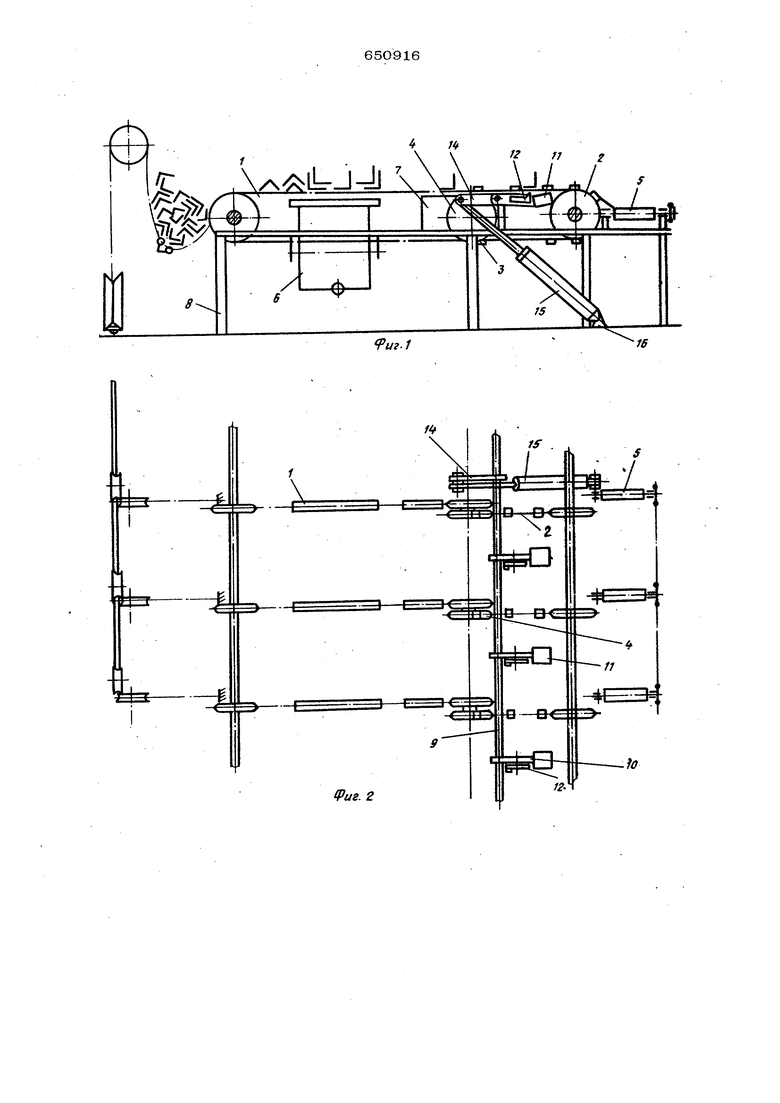
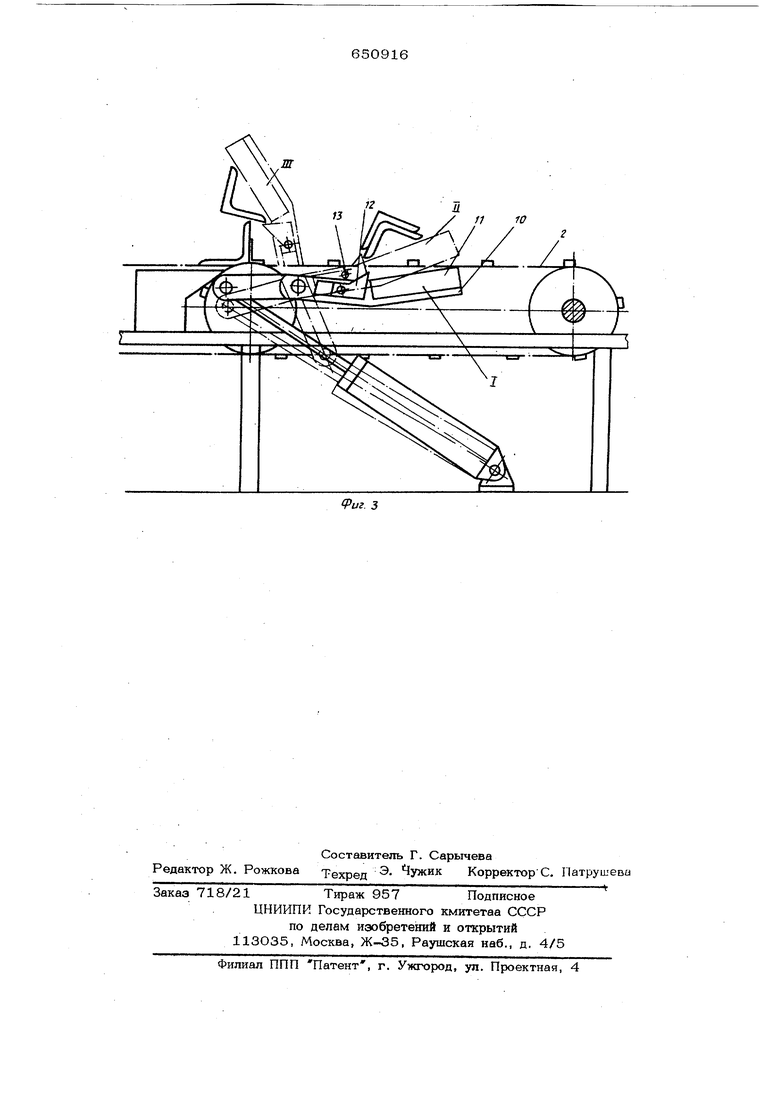
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 0 узел рычагов с электромагнитами.
Подающее устройство для профильного проката содержит цепной конвейер 1, соединенный с цепным конвейером 2, имеющим Зацепы 3, посредст5 вом общих блоков 4 приводных звездочек.
К конвейеру 2 примыкает рольганг 5. Конвейер 1 снабжен желобом 6, подвижным в вертикальной плоскости, 0 и неподвижными опорами 7. Ниже рабочих ветвей цепей конвейера 2 на . раме 8 закреплен горизонтальный вал 9, на котором между рабочими ветвями 36 конвейера установлены поворотные рычаги 1О с электромагнитами 11 на концах. Перед электромагнитами 11 на рычагах 1О закреплены упоры 12, уо тановленные на осях 13 со смещением центра тя5кести. Вал 9 посредством рычага 14 соединен с гидроцнлиндроМ( 15, шарнирно закрепленным на опоре 16 Устройство работает следующим образом . Из цепного кармана прокат попадает на цепи конвейера 1, который перемицает его к блокам 4. При достшкении первыми заготовками осевой линии Стоков 4 конвейер 1 отключается. Рабочие ветви конвейера 2 с зацепами 3 увлекают передние заготовки и смещают их в сторону рьгчагов 1О, затаскивая на наклонные поверхности электромагнитов 11. При этом рычаги 1О находятся в таком положении ХГ(фиг. З), когца на поверхности электромагнитов 11 может разместиться в любом положении наибольшая заготовка проката, при этом упоры 12 выступают нац уровнем цепе После прохождения задней кромки проката упоры 12 поднимаются под действием силы тяжести противовесов и предохраняют прокат от соскальзывания с электромагнитов 11. Конвейер 12 ос навливается, включаются электромагниты 11, и гидроцилиндр 15 через рычаг 14 перемйцает рычаги 1О в крайнее верхнее положение III ( фиг. 3), при котором электромагниты 11 расположены вьшге рабочих ветвей конвейеров Iи 2. При этом заготовки, не лежащи непосредственно на электромагнитах 11 соскальзывают вниз на конвейер 1, а притянутая электромагнитом 11 заготов остается на нем, поддерживаемая упором 12. Гидроцияиндр 15 возвращает рычаги 10 в промежуточное положение II(фиг. 3); при котором происходит 16 отключение электромагнитов 11. Затем продолжается движение рычагов в крайнее нижнее положение I , при котором электромагниты 11 расположены ниже ветвей конвейера 2 рабочей поверхностью вверх. При этом движении одна заготовка проката опускается на рабочие ветви конвейера 2. Затем включается конвейер 2, и отделенная заготовка подаетря на рольганг 5. Затем конвейер 2 останавливается, рычаги 1О перемещаются в положение П (фиг, З), и цикл повторяется для отделения следующей заготовки. Включение и выключение кон- . вейеров 1 и 2, а также установка рычагов 1О в различные положения происходит при помощи датчиков (на чертеже не показаны), входящих в систему управления устройством. Формула изобретения 1.Подающее устройство для профильного проката по авт.св. № 5О8454, отлича1С)щееся тем, что, с целью повыщения надежности разделения проката при передаче с одного конвейера на другой, на раме устройства установлен горизонтально приводной вал, на котором .закреплены поворотные рычаги, расположенные между рабочими ветвями второго конвейера, к концам которых прикреплены электромагниты. 2.Устройство по п. 1, отличающее ся тем, что рычаги снабжены упорами, расположенными перед электррмаг.нитами и выступающими за их рабочую поверхность. Источники информации, принятые во внимание при экспертизе .. 1. Авторское свидетельство СССР № 508454, кл. В 65 Q 59/12, 1972.
(Риг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Подающее устройство | 1990 |
|
SU1740286A1 |
| Устройство для подачи профильного проката в пресс-ножницы | 1982 |
|
SU1038116A1 |
| Подающее устройство для профильногопроката | 1972 |
|
SU508454A1 |
| Захватное устройство для поддонов с зацепами | 1989 |
|
SU1726323A1 |
| Способ обработки длинномерного проката и автоматический комплекс для его осуществления | 1987 |
|
SU1625557A1 |
| Установка для транспортирования штучных грузов | 1989 |
|
SU1745651A1 |
| Транспортное средство | 1990 |
|
SU1735163A1 |
| Подъемно-передающий агрегат для передачи прокатываемой заготовки с задней стороны рабочей клети на переднюю на тонколистовых станах ДУО | 1961 |
|
SU142276A1 |
| Транспортная система несинхронной сборочной линии спутникового типа | 1981 |
|
SU956242A1 |
| Устройство для загрузки станков | 1978 |
|
SU1040713A1 |