В настоящее .врэмя стрелки для часов изготовляются на прессахавтомлтах и получаются очень плохого качества. Недостатками их является то, что они имеют одинаковую толщину по всей своей длине и, так как вытяжка втулки проиаводится сверху, то она имеет коническое отверстие с большим раДиусом закругл-ения в верхней части; помимо того стрелки вырубаются, как отход, и поэтому получаются несим(Метричяыми по контуру.
По новому способу стр&лкв получаются без всех этих недостатков. У основания о-ни значительно толще, чем на конце, что достигается вырубанием в ленте, идущей для прокаводства из нее стрелок, прямоугольных отверстий и последующей прокаткой этой ленты между валками, придающими клиновидное сечение оставщимся перемычкам, йз которых и производится вырубание стрелок. Втулка имеет одинаковый внутрзйний диаметр по всей длише и загиб материала под углом в ее верхней части, что достигается путем двойной встречной вытйжки втулки. Наконец, стрелка получается совершенно симметричной «о-нфигурации вследствие того, что рубится на провал по контуру за ОДИН поворот приводного вала пресса.
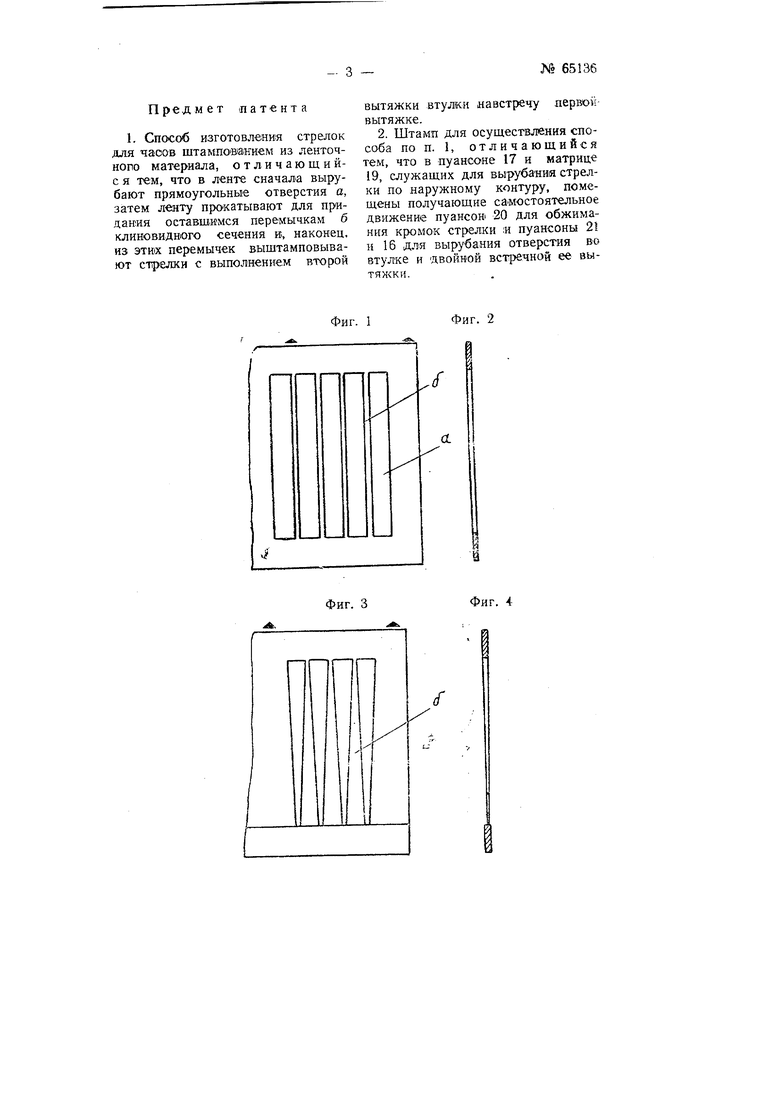
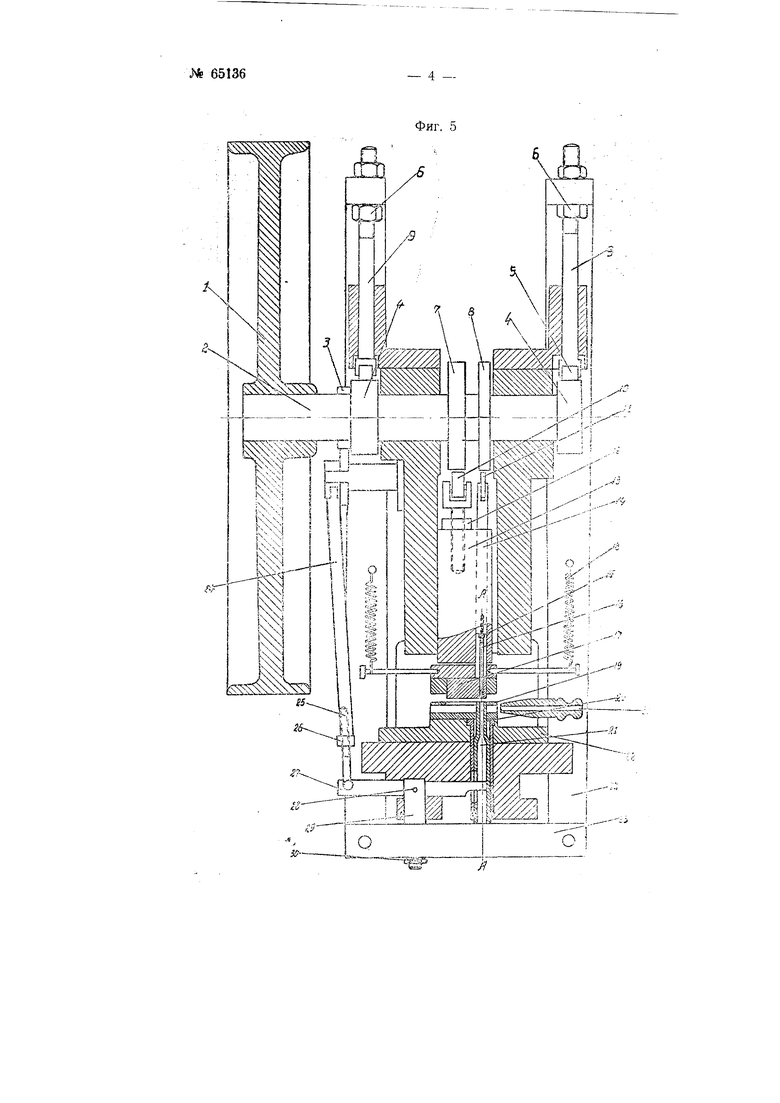
На чертеже фиг. 1 -изображает ленточный металл после первой Сперации подготовки его для вырубания стрелок часов, фиг. 2-поперечный era разрез, фиг. 3-тот же металл, окончате иьно подготовленный, фиг. 4-поперечный его разрез, фиг. 5-разрез пресса для изготовления предлагаемым щтампо11м, фиг. б-10-разрез рабочей части штампа no А - А на фиг. 5 в разлИчных стадиях выштамповыва ц- я стрелки.
Для подготовки материала для выштамловалия из него стрелок часов берут стальную ленту и в ней предварительно вырубают прямоугольные отверстия а (фиг. 1, 2), а затем ленту прокатывают между валками, которые придают перемычкам б клиновидное сечение (фиг. 3, 4).
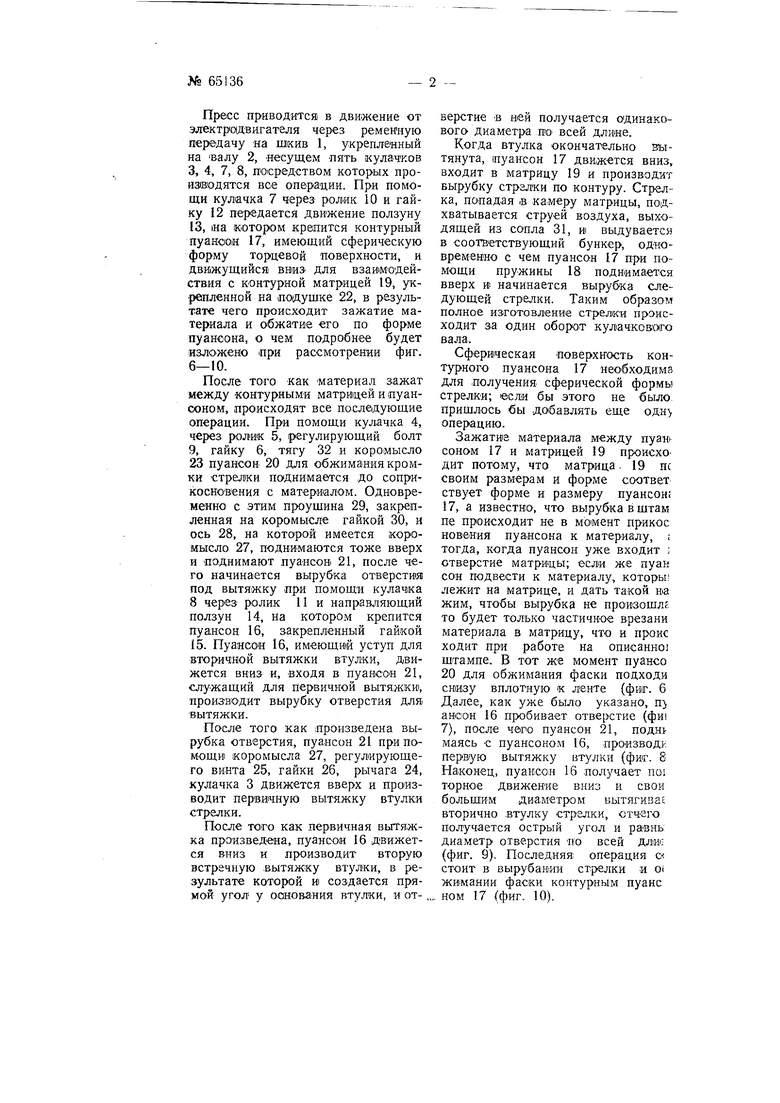
Материал, подготовленный таким образом, поступает на пресс-автомат, который имеет подачу, соответствующую шагу между -перемычками. Пресс приводится в движение от электродвигателя через ременную передачу на шкив 1, укрепленный на валу 2, несущем пять кулачков 3, 4, 7, 8, П1осредством которых производятся все операции. При помощи кулачка 7 через ролик 10 и гайку 12 передается движение ползуну 13, иа котором крепится контурный пуанооя 17, имеющий сферическую форму торцевой поверхности, и движущийся ВНИЗ для взавм-Одействия с контурной матрицей 19, укрепленной на подущке 22, в результате чего происходит зажатие материала и обжатие его по форме пуансона, о чем подробнее будет изложено «ри рассмотрении фиг. 6-10. После того как материал зажат между контурным-и матрицей и пуансоном, происходят все последующие операции. При помощи кулачка 4, через ролик 5, регулирующий болт 9, гайку 6, тягу 32 и коромысло 23 пуансон- 20 для обжимания кромки стрелки поДнимается до соприкосновения с материалом. Одновременно с этим проушина 29, закрепленная на коромысле гайкой 30, и ось 28, на которой имеется коромысло 27, поднимаются тоже вверх и поднимают пуансов 21, после чего начинается вырубка отверсти1Я1 под вытяжку при помощи кулачка 8 через ролик 11 и направляющий ползун 14, на котором крепится пуансон 16, закрепленный гайкой 15. Пуансон 16, имеющий уступ для вторичной вытяжки втулки, движется вниз и, входя в пуансОН 21, служащий для первичной вытяжки; производит вырубку отверстия для вытяжки. После того как произведена вырубка отверстия, пуансон 21 при поМОЩИ1 коромысла 27, регулирующего винта 25, гайки 26, рычага 24, кулачка 3 движется вверх и производит перви1чную вытяжку втулки стрелки. После того как первичная вытяжка произведена, пуансон 16 движется вниз и производит вторую встречную .вытяжку втулки, в результате которой И1 создается прямой угол у о сяования втулки, и отверстие в ней получается одинакового диаметра пю всей длине. Когда втулка окончательно вытянута, иуансон 17 движется вниз, входит в матрицу 19 и производит вырубку стрглки по контуру. Стрелка, попадая в ка-меру матрицы, подхватывается струей воздуха, выходящей из сопла 31, И1 выдувается в соответствующий бункер, одновременно с чем пуансон 17 при помощи пружины 18 поднимается вверх № начинается вырубка следующей стрелки. Таким образо л полное изготовление стрелки происходит эа один оборот кулачкового вала. Сферическая поверхн ость контурного пуансона 17 необходима для получения сферической формы стрелки; бы этого не было прищлось бы добавлять еще одн операцию. Зажати1г материала между пуан1сонам 17 и матрицей 19 происходит потому, что матрица - 19 пс своим размерам и форме соответ ствует форме и размеру пуансон; 17, а известно, что вырубка в штам пе происходит не в момент прикос новения пуансона к материалу, ; тогда, когда пуансон уже входит ; отверстие матрицы; если же пуак сон подвести к материалу, которы лежит на матрице, и дать такой ва жим, чтобы вырубка не произощлг то будет только частичное врезани материала в матрицу, что и проис ходит при работе на описанно щтампе. В тот ЖВ момент пуансо 20 для обжимания фаски подходи снизу вплотную к ленте {фиг. 6 Далее, как уже было указано, п ансон 16 пробивает отверстие (фи) 7), после чего пуансон 21, подн маясь с пуансоном 16, производк первую вытяжку втулки (фиг. 8 Наконец, пуансон 16 получает noi торное движение вниз и свои больщим диаметром вытягивав вторично втулку стрглки, отчего получается острый угол и равнь диаметр отверстия но всей дли; (фиг. 9). Последняя операция с.. стоит в вырубании стрелки и oi жимании фаски контурным пуанс ном 17 (фиг. 10).
Предмет латента
1. Способ изготовления стрелок для часов штампошкием из ленточного материала, отличающийс я тем, что в ленте сначала вырубают прямоугольные отверстия а, затем леяту прикатывают для придания оставшимся перемычкам б клиновидного сечения в, наконец, из этих перемычек выштамповывают стрелки с выполнением второй
вытяжки втулки навстречу первой вытяжке.
2. Штамп для осуществления способа по п. 1, отличающийся тем, что в пуансоне 17 и матрице 19, служащих для вырубания стрелки по наружному контуру, помещены получающие самостоятельное движение пуансон 20 для обжимания кромок стрелки :и пуансоны 21 и 16 для вырубания отверстия во втулке и двоГтой встречной ее вытяхчки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикальный эксцентриковый пресс для изготовления чертежных кнопок | 1925 |
|
SU2997A1 |
| Автоматический штамповочный станок для изготовления ножовочных полотен из ленты | 1948 |
|
SU84545A1 |
| Комбинированный штамп | 1979 |
|
SU963620A1 |
| Штамповочный полуавтомат | 1956 |
|
SU112041A1 |
| Способ изготовления металлического защитного носка для обуви | 1980 |
|
SU938915A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Способ вырубания из листового металла деталей, ширина которых меньше толщины материала | 1939 |
|
SU57641A1 |
| Устройство для изготовления цилиндрических колпачков | 1957 |
|
SU114660A1 |
| Станок для изготовления контактных шайб и крепления в них плавких вставок электрических предохранителей | 1960 |
|
SU137573A1 |
| Устройство для вырубки | 1988 |
|
SU1620184A1 |

Фиг. 3
Фиг. 2
Фиг. 1
Фиг. 4
