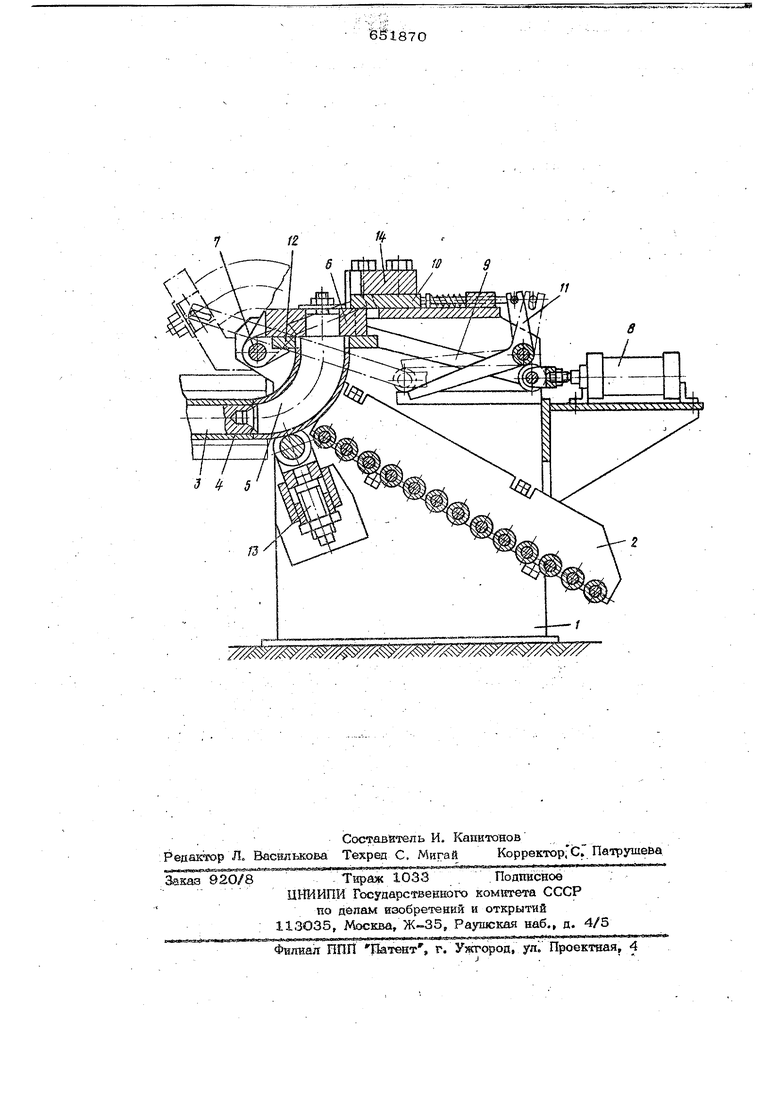
Целые -изобретения .является повышение произйоднтелькости, и ущэощецие констругааий устройства а по&ьгшение качества иадепий. Эта цепь аостйгается тем, что предТтагаемое устройство снабжено устаиовлешюй на раме с возможностью позоро а в плоскостя гиба mmixtft, па коч-орой эакретшена изогнутая оправка, и смонтированным на раме упором- с роликом, йрофяль которого соответствует поперечного сечения о1фавки. Такое выполнение устройства позволяет освободиться от привода перемеще нйя штанги, что значительно упрощает конструкцшо и повышает производительность путем сокращения цикла изготовления детали, а также повышает качест во у1 ояьников. На чертеже показано предлагаемое ycTpoJteTBo для гибки, общийвнй. Устройство содержит раму 1, на ко торой установлен поток 2 для удаления готовых изделий. Устройство снабжено штангой 3 для трубных заготовок 4, к которой примы1Й.ет fiBorjiyTaH коническая оправка 5,эакреш1еннаяна плите 6, поворо нойв тоскости гиба вокруг оси 7 от силового нилшщра 8, связанного с плитой 6 ПЪсредством тяг 9, На раме 1 5гстаио.влён запорный .фиксатор 1О, удерживающий поворотную . плиту 6 в процЕжсе протяжки и убирающийся от силового цилгашра 8 посредством поворотного рычага 11, На од ной оси с поворотной плитой 6 Ега оп р№ке 5 свободно уста1ювлен съемник 12 Для попдерх ания изогнутой оправзсн 5 установлен упор 13, обеспечивающийплотное прилегание трубной заготовки 4 Устройство работает следующим Ьб«разом. В процессе прйтягйки нагретая трубийя заготовка 4, перемешаясь по штаиге 3, Попадает иа примыкающую к ней изогнутую коническую оправку 5, на которой происходит раздача и изгиб трубной заготовки 4. В процессе раздачи на трубн5по заготовку 4 действу ет ролик упора 13, обеспечивающий поджим трубной заготовки к внешней образующей нзогнутой конической оправ ки S, По мере продвижения трубной заготовки 4 по изогнутой коничеакой oTipaBKe 5 .терец заготовки упирается в съемник 12 и перемещает его вокруг jocH 7 до поворотной плиты 6. Далее от съемника 12 поступает комаэда на включение перемещения трубных заготовок и включение цилнндра 8. Под действием штока пилиндра 8 поворачивается рычаг. 11 и освобогкдает поворотную плиту 6 от фиксатора 10. Перемещаясь далее, шток цилиндра 8 взаимодействует с шарнирно закрепленны-ч ми на поворотной пли-ге 6 тягами 9, осуществляя тем самьгм поворот пли- ; ты 6 с изогнутой конической оправкой 5. Поворачивается также вокруг оси 7 на ходящаяся .на оправке 5 деталь, образованная в процессе раздачи, и съемник 12, поджатый торцом детали, Поворячиваяс г съемник 12 упирается в упор 14 ка фиксаторе Ю и препятствует продвиже нию детали, в то время как плита 6 продолжает свободно поворачиваться до полного выхода изогн}пгой конической оправки 5 из отверстия съемника 12. Снятая деталь - радиусное ответвление, попадает на наклонный исток 2 и удаляется из утзтройства, Шлкндр 8 переключаеач я на обратный ход, возвращая: при помощи тяг 9 плиту 6 и изогнутуго коническую оправку 5 в исходное Положение. В конце хода штока цилиндра 8 поворачив1ается рычаг 11, устанавливая фиксатор 10 в исходное положение. Включается механизм перемещения труо ных заготовок. Формула изобретения Устройство для гибки угольников, содержащее смонтировайные на раме механизм подачи трубньпс за1готовок в рабочую зону, изогнутую коническую оправку и съемник для удаления уголь ника с оправки, отлйчающе е с я тем, что, с цепь1о повышения производительности, упрощения конструкНИИ и првышения качества изделий, оно снабжено установленной на раме с воз можностью поворота в плоскости гиба плитой, на которой закреплейа изогнутая оправка, и смонтированным на раме усо ром, несущим ролик с профилем, соответствующим профилю поперечного сечевия оправки. Источники иш{юрмаци.:, принятые во внимание при окспертизе; 1.Авторское свидетельство №470320, кл. В 21 С 37/23,i973. 2.Авторское свидетельство . №118165, 1ш. В 21 S 9/12, 1058..
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления кольцевых деталей трех переходной гибкой | 1979 |
|
SU772656A1 |
| Трубогибочный станок | 1976 |
|
SU662196A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Трубогибочный комплекс | 1987 |
|
SU1470389A1 |
| Устройство для обработки полых изделий | 1986 |
|
SU1355329A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Станок для двухсторонней гибки труб | 1973 |
|
SU501802A1 |
| Устройство для гибки змеевиков из труб | 1979 |
|
SU880561A1 |
| Устройство к прессу для отбортовки концов трубных заготовок | 1982 |
|
SU1055561A1 |
| Автоматический штамп | 1977 |
|
SU716664A1 |