Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении кольце- вых деталей трехпереходной гибкой. Известны устройства для гибки из прутка кольцевых заготовок, содержащие гидроцилиндр, ползун, оправку, рычгикную гидравлическую систему, закрепленную на ползуне, гидравлический прижим заготовки к оправке, гибочные ролики, закрепленные на рычагах и механизм съема. В таких устройствах гибка кольцевой заготовки осуществляется путем обкатки прутка вокруг оправки l}. Недостатком этих устройств являет ся их сложность и ограниченные техно логические возможности, так как на них возможно изготовление преимущест венно овальных заготовок с прямолинейными участками стыков и с предварительным нагревом прутка перед гибкой крупногабаритных заготовок. Известны также устройства для гиб ки из прутка кольцевых заготовок, со держащие гидроцилиндр, ползун, верхнюю и нижнюю стационарные плиты, оправку, разъемные матрицы и съемники кольцевой заготовки. В этих устройствах оправка закреплена на нижней плите, а разъемные матрицы на подпружиненных ползушках, также установленных на нижней плите и перемещаемых от клиньев закрепленных на ползуне устройства 2. Недостатком известных устройств является неконцентричность приложения нагрузки к ползуну устрсЗйства вследствие установки клиньев на ползуне устройства вне его оси. Указанная неконцентричность резко возрастает с увеличением габаритов изделия, снижает надежность и ограничивает технологические возможности устройства по габаритс1м изделия. Известны устройства для изготовления кольцевых деталей трехпереходной гибкой, содержащие оправку, установленную в неподвижной части корпуса, составную из подвижных частей трех переходов матрицу, части первого и третьего переходов которой закреплёны на-возвратно-поступательно перемещающихся .-Ползунах, и механизм перемещения подвижньк частей матрицы в рабочее положение З . В этих, устройствах части матрицы второго перехода также смонтированы
на возвратно-поступательно перемещающихся ползунах, что приводит к неконцентричности приложения нагрузки к ползуну устройства, связанному с приводом возвратно-поступательного перемещения, при кинематической связи всех частей матрицы с общим приводом.
Цель изобретения - повышение надежности устройства.
Поставленная цель достигается тем, что части матрицы второго перехода выполнены в виде поворотных двуплечих рычагов ,шарнирно закрепленнЕлх в неподвижной части корпуса,а механизм перемещения подвижных частей матрицы в рабочее положение выполнен в виде размещенного на ползуне, несущем часть матрицы третьего перехода, копира, взаимодействующего с поворотными рычагами частей матрицы второго перехода, тяг, связывающих ползуны, несущие части матрицы первого и третьего переходов, с возможностью совместного перемещения в направлении рабочего хода части матрицы первого перехода, и узла фиксации ползуна, несущего часть матрицы первого перехода.
Причем узел фиксации ползуна, несущего часть матрицы первого перехода, может быть выполнен в виде клина, снабженного самостоятельным приводом возвратно-поступательного перемещения
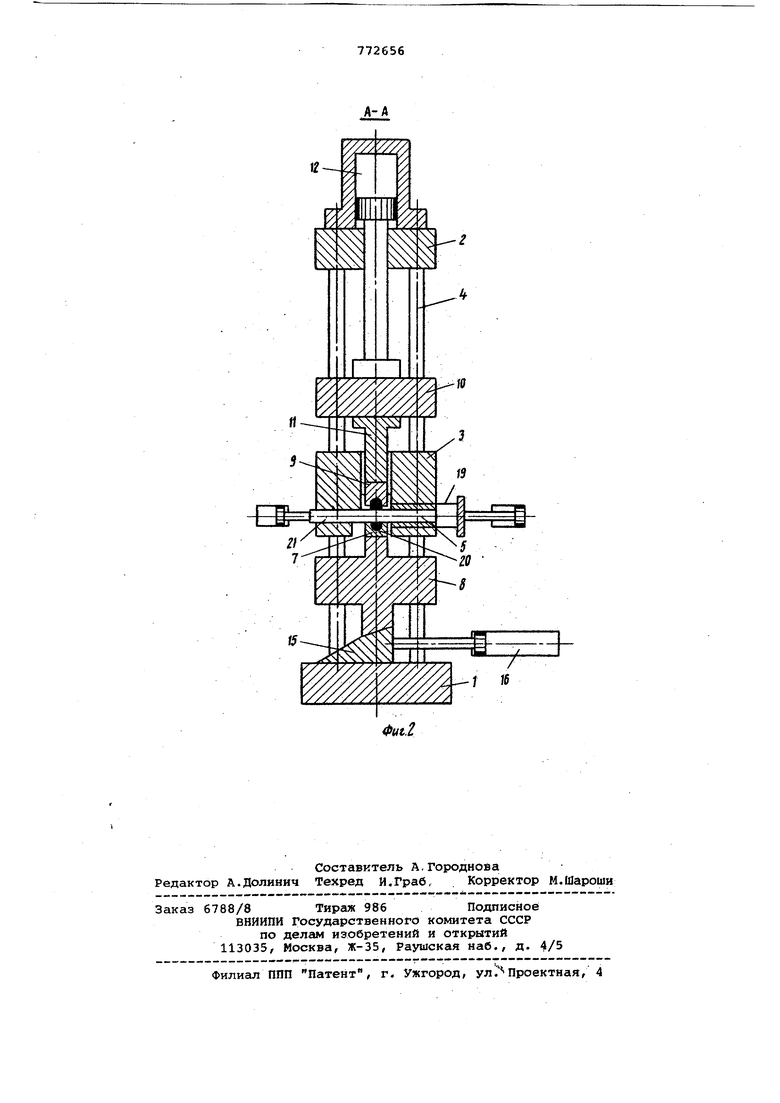
На фиг. 1 представлен общий вид устройства в разрезе; на фиг.2 - разрез А-А на фиг. 1.
Устройство содержит нижнюю 1 и верхнюю 2 стационарные плиты, а также неподвижную промежуточную плиту 3 которые связаны колоннами 4 и образуют корпус устройства. На плите 3 смонтирована оправка 5 и щарнирно закреплены поворотные рычаги 6 - части матрицы второго перехода. Часть 7 матрицы первого перехода размещена на ползуне 8, а часть 9 матрицы третьего перехода - на ползуне 10. Механизм перемещения подвижных Частей матрицы в рабочее положение выполнен в виде копира 11, расположенного на ползуне 10, связанном с приводом 12 возвратно-поступательного перемещения, тяг 13, жестко закрепленных на ползуне 10, и узла фиксации в рабочем положении ползуна 8. Тяги 13 свободно проходят через неподвижную промежуточную плиту 3 и ползун 8 и имеют в нижней части упоры 14. Узел фиксации в рабочем положении ползуна 8 выполнен в виде клин§ 15, снабженного индивидуальным п)иводом 16 возвратно-поступательного, перемещения.
Устройство работает следукидим образом.
В исходном положении ползун 8 находится в нижнем положенииf а ползун 10 в среднем между верним и нижним положениями. При этом зазор между упорами 14 в нижней части тяг 13 и
ползуном 10 выбран. Подача мерной заготовки осуществляется на матрицу 7, где заготовка фиксируется от перемещения фигурой матрицы, а также ограничителями 17. Далее осуществляется J подъем ползуна 10. При этом за счет воздействия упоров 14 тяг 13 начинается также подъем ползуна 8 с матрицей 7 и заготовкой, в процессе которого заготовка огибается вокруг опQ равки 5 и принимает форму скобы. В процессе гиба заготовки на первом переходе подпружиненные рьлчаги 6 матриц второго перехода разведены и не препятствуют гибу заготовки. После подъема ползунов 8 и 10 в верхнее
«5 положение клин 15 запирает ползун 8 в этом положении.
Далее осуществляется опускание ползуна 10, в процессе которого копир 11 наклонными участками воздействует на ролики 18 рычагов 6 и поворачивает их вокруг оси. При этом осуществляется второй переход гибки заготовки на оправке 5. После завершения второго перехода гибки дальнейшее опускание ползуна 10 не сопровождается поворотом рычагов 6, так как ролики 18 при этом взаимодействуют с вертикальными участками копира 11. В конце хода ползуна 10 осуществляется третий переход гибки кольцевой заго тонки на оправке 5 за счет воздействия на стыкуемые концы заготовки части 9 матрицы, в процессе опускания ползуна 10 тяги 13 свободно перемещаются в отверстиях плиты 3 и ползуна
5 в и между упорами 14 в нижней части тяг 13 и ползуном 8 образуется зазор. Далее одновременно осуществляются подъем ползуна 10 и выведение клина 15 на зацепления с ползуном 8, за
0 счет чего ползун 8 силой собственного веса опускается со скоростью, лимитируемой скоростью подвода клина 15. При этом также происходит разведение рычагов 6 матриц второго перег хода. Далее с помощью съемника 19 кольцевая заготовка 20 переводится с оправки 5 на оправку 21 и съемники 19 возвращаются в исходное положение. При последующем захвате кольцевой заготовки 20 средствами извлечения из
устройства (на чертеже не показаны) оправка 21 выводится из кольцевой за:-готовки. После извлечения кольцевой заготовки из устройства оправка 21 возвращается в исходное положение.
55 Предлагаемое устройство позволяет исключить неконцентричность приложения нагрузки к ползуну устройства при формировании кольцевой заготовки. Это повышает надежность устройства,
дает возможность в холодном состоянии получать крупногабаритные кольцевые заготовки правильной круглой формы и, следовательно, расширяет технологические возможности устройства. Формула изобретения 1. Устройство для изготовления кольцевых деталей трехпереходной гибкой, содержащее оправку, установленную в неподвижной части корпуса, составную из подвижных частей трех переходов матрицу, части первого и третье го перехода которой закреплены на возвратно-поступательно перемещающихся ползунах, и механизм перемещения подвижных частей матрицы в рабочее положение,, отличающееся тем, что, с целью повышения надежности устройства, части матрицы второго перехода выполнены в виде поворотных двуплечих рычагов, шарнирно закрепленных в неподвижной части корпуса, а механизм перемещения подвижных частей матрицы в рабочее положение выполнен в виде размещенного на ползуне, несущем часть матрицы третьего перехода, копира, взаимодействующего с поворотными рычагами частей матрицы второго перехода, тяг, связывающих ползуны, несущие части матрицы первого и третьего переходов, с возможностью совместного перемещения в направлении рабочего хода части мат-. рицы первого перехода, и узла фиксации ползуна, несущего часть матрицы первого перехода. 2. Устройство по п.1, отличающее с я тем, что узел фиксации ползуна, несущего часть матрицы первого перехода, выполнен в виде клина, снабженного приводом возвратно-поступательного перемещения. Источники информации, принятые во внимание при экспертизе 1. Di-aht FacHz 1976, 27 12, с. 647. 2.Авторское свидетельство СССР по заявке № 2472214/25-27, кл. В 21 F 37/00, 04.04.77. 3.Малов А.Н. Тех.нология холодной штамповки. М., 1963, с. 182 фиг. 94 (прототип).
tf

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовленияКОльцЕВыХ издЕлий из пРуТКА | 1979 |
|
SU804136A1 |
| Устройство для гибки и обработки внутренней поверхности концов труб | 1987 |
|
SU1555016A1 |
| Штамп для изготовления деталей типа втулок из листового материала | 1986 |
|
SU1433602A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С НЕСКОЛЬКИМИ ИЗГИБАМИ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ И ПРОГИБОМ В ВЕРТИКАЛЬНОЙ ПЛОСКОСТИ | 2000 |
|
RU2189291C2 |
| Штамп для гибки изделий замкнутой формы | 1986 |
|
SU1398953A1 |
| Способ изготовления деталей из прутка и штамп для его осуществления | 1991 |
|
SU1817723A3 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ГИБКИ | 1996 |
|
RU2101113C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Станок для гибки с растяжением профилей | 1981 |
|
SU950464A1 |
| Автоматическая линия для изготовления трубных деталей | 1987 |
|
SU1669645A1 |