1
Изобретение относится к. области обработки металлов давлением, а точнее к области прессования изделий.
Известен -матричный блок для многоканального -прессования изделий, содержащий корпус со сквозными каналами и соосными им посадочными гнездами и установленной в каждом гнезде калибрующей втулкой .
Работа указанного матричного блока отличается долговечностью, так как вставки после разрушения могут заменяться новыми. Проектирование и изготовление такого вида матрицы связано со значительными трудностями в связи с тем, что в настоящее время определение оптимального расположения каналов на зеркале матрицы, обеспечивающего естественный характер истечения металла, возможно только в результате сложного расчета на ЭВМ, для которого не всегда существуют условия, а на практике в большинстве случаев зависит от опыта конструктора.
Целью изобретения является повышение качества изделий путем получения большей точности их геометрических размеров.
Указанная цель достигается тем, что каждая из вставок выполнена с кольцевым выступом на опорной поверхности, заходящим в кольцевой паз, дополняющий каждое посадочное гнездо и имеющий на дне смазку. При этом блок снабжен кольцевыми шайбами, каждая из которых размещена в пазу, выполненном на заходном торце блока над цилиндрической поверхностью разъема калибрующей вставки с корпусом, с образованием зазора между опорными поверхностями, заполненного смазкой.
Такое выполнение блока обеспечивает возможность свободного вращения калибрующего канала вокруг оси цилиндрической вставки, позволяет ему занять при прессовании положение, обеспечивающее
естественный характер истечения металла.
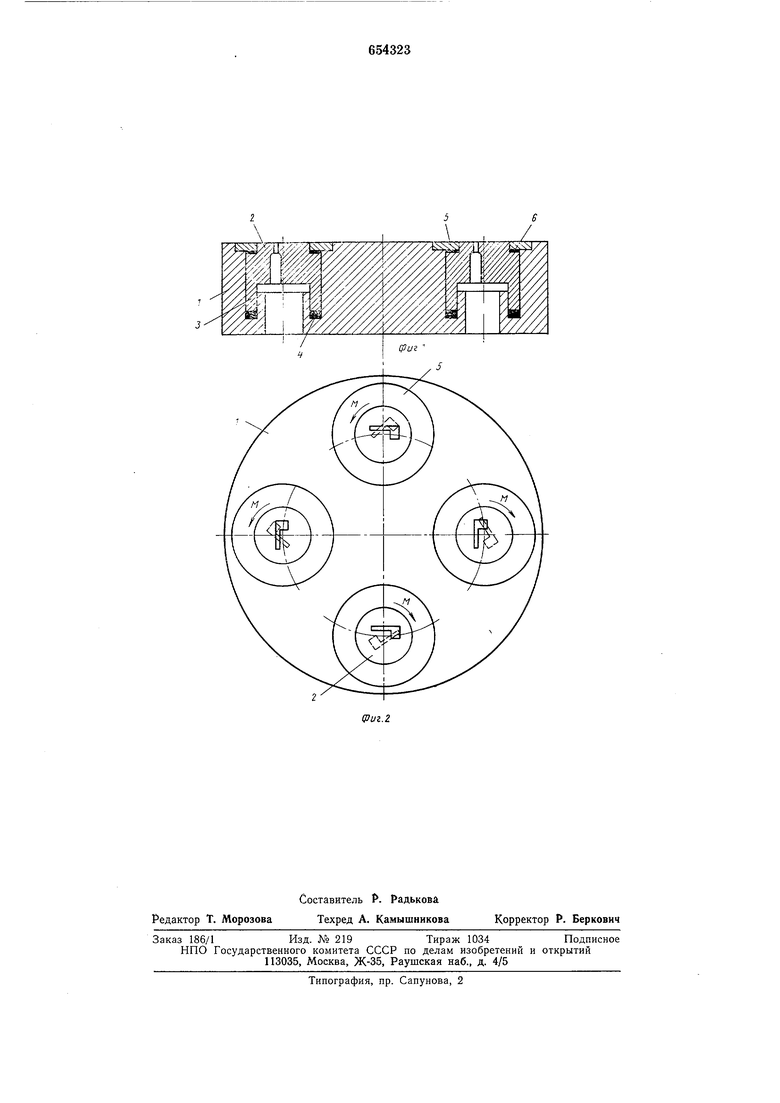
На фиг. 1 изображен матричный блок для двухканального прессования, разрез по оси каналов; на фиг. 2 - то же, в плане, со схемой работы.
Матричный блок имеет корпус 1, в котором установлены с зазорами по цилиндрическим посадочным поверхностям цилиндрические калибрующие вставки 2,
имеющие на опорной поверхности кольцевые выступы 3, заходящие в кольцевые пазы 4 аналогичного профиля. Кольцевые пазы 4 заполнены смазкой на 20-30% высоты, которую имеют сверху кольцевые выступы 3, играющие роль поршня. в пазах, выполненных на заходном торце блока над цилиндрической поверхностью разъема -вставки 2 с корпусом 1, установлены «ольцевые шайбы 5 с зазорами между опорными поверхностями. Образующаяся полость 6 заполнена смазкой. Описываемая конструкция предусматривает возможность свободного вращения цилиндрических калибрующих вставок 2 вокруг своей оси. Матричный блок работает следующим образом. В исходном положении -калибрующий канал на вставке 2 занимает произвольное положение на зеркале матричного блока. После начала истечения металла через калибрующий канал на вставку 2 начинает действовать крутящий момент М, определяемый конфигурацией пресс-изделия и технологическими параметрами процесса, стремящийся повернуть ее вокруг своей оси. Поскольку вставка 2 установлена в корпусе с зазором по цилиндрической поверхности, причем трение между ее опорной поверхностью и корпусом 1 устраняет слой смазки, запертый в замкнутом кольцевом объеме, а трение между передним торцом вставки 2 с прессуемым металлом в значительной мере устраняет кольцевая щайба 5, крутящий момент М свободно поворачивает калибрующую вставку 2 в процессе прессования вокруг своей оси, обеспечивая получение более равномерного характера истечения металла. Это позволяет значительно повысить качество пресс-изделий за счет повыщения точности, снизив на 20-30% брак по геометрии и повысив выход годного на 2-4 %. Ожидаемый годовой экономический эффект для Предприятия, на котором предполагается внедрение, составляет 40 тыс. руб. Формула изобретения 1.Матричный блок для многоканального прессования изделий, содержащий корпус со сквозными каналами и соосными им посадочными гнездами и установленной в каждом гнезде калибрующей втулкой, о тличающийся тем, что, с целью повыщения качества изделий, каждая из вставок выполнена с кольцевым выступом на опорной поверхности, заходящим в кольцевой паз, дополняющий каждое посадочное гнездо и имеющий «а дне смазку. 2.Блок по п. 1, отличающийся тем, что он снабжен кольцевыми шайбами, каждая из которых размещена в пазу, выполненном на заходном торце блока над цилиндрической поверхностью разъема калибрующей вставки с корпусом, с образованием зазора между опорными поверхностями, заполненного смазкой. Источники информации, принятые во внимание при экспертизе 1. Патент ФРГ № 1139088, кл. В 21С 25/02, опублик. 1972.

| название | год | авторы | номер документа |
|---|---|---|---|
| Матричный блок для многоканального прессования изделий | 1977 |
|
SU715168A1 |
| Матрица для прессования кольцевых профилей | 1975 |
|
SU573212A1 |
| Матрица для прессования изделий | 1982 |
|
SU1037994A1 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ МНОГОПОЛОСТНОЙ БЕЗОБЛОЙНОЙ ШТАМПОВКИ | 1992 |
|
RU2057648C1 |
| Матрица для прессования изделий | 1979 |
|
SU810328A1 |
| КАМЕРНАЯ МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ТРУБНЫХ ИЗДЕЛИЙ | 1969 |
|
SU257417A1 |
| Инструмент для прессования изделийСО СМАзКОй | 1978 |
|
SU804048A1 |
| Матричный узел прессования изделий | 1974 |
|
SU511125A1 |
| Инструмент для прессования двухстенных труб | 1979 |
|
SU854489A1 |
| НАБОРНАЯ ПРЕСС-ФОРМА | 2016 |
|
RU2639162C2 |