1
Изобретение относится к обработке металлов давлением.
Известен матричный узел для прессования изделий, содержащий последовательно установленные по оси с образованием зазо ра заходную и радиально подпружиненную калибрующую части, а также опорную часть.
В известной матрице в зазорах между заходной и калибрующей, а также калибрующей и опорной частями размешены тела качения, что усложняет ее конструкцию.
Описываемая матрица имеет более простую конструкцию за счет того, что в калибрующей части ее выполнены сквозные продольные пазы для свободного захода в них смонтированных на рабочем торце оцорной части матрицы стержней, служащих опорой для заходной части матрицы.
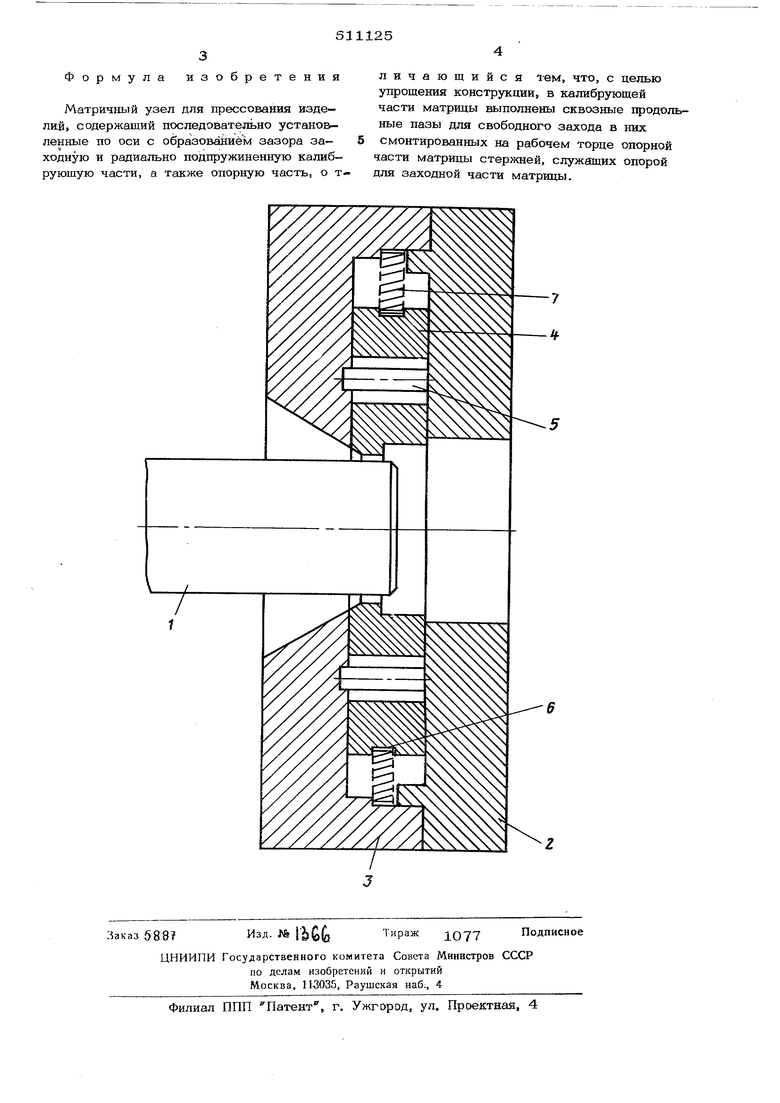
На чертеже схематически изображен опи- сываемый узел, общий вид.
Он имеет иглу 1 и опирающуюся на опорное кольцо 2 матрицу, выполненную из заходной части 3 и калибрующей части 4, имеющей отверстия под стержни 5 и пазы
6 на наружной поверхности под установочные пружины 7.
При прессовании металл поступает в кольцевой зазор между иглой 1 и матрице где происходит формообразование изделия. Если в процессе прессования происходит
изгиб иглы 1, что приводит обычно к раз- нотолщинности полых изделий, то под действием металла, находящегося в кольцевом зазоре меиоду иглой 1 и подвижной частью
матрицы 4, последняя перемещаете самоцентрируясь относительно оси иглы 1. Свободному перемещению подвижной калибрующей части матрицы 4 в плоскости, перпендикулярной к. оси прессования, способствует наличие установочных пружин 7, а от зажима подвижной части матрицы 4 между за ходной частью 3 и опорным кольцом 2 предохраняют стержни 5. Такое самоцентрирование подвижной части матрицы 4 относительно иглы 1 в процессе прессования позволяет получать трубы и пустотелые профили с минимальной разнотолщинностью.
Формула изобретен и я
Матричный узел для прессования изде- лнй, содержащий последовательно установленные по оси с образованием зазора за- ходную и радиально подпружиненную калибруюшую части, а также опорную часть, о т«
личающийся тем, что, с целью упрощения конструкции, в калибрующей части матрицы выполнены сквозные продольные пазы для свободного захода в них смонтированных на рабочем торце опорной
части матрицы стержней, служащих опорой
для заходной части матрицы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обжима трубчатых заготовок | 1986 |
|
SU1388153A1 |
| Устройство для получения профильных изделий методом гидростатического прессования | 1986 |
|
SU1461578A1 |
| Способ томографии | 1985 |
|
SU1461408A1 |
| Инструмент для калибровки изделий (его варианты) | 1983 |
|
SU1148661A1 |
| Матричный блок для многоканального прессования изделий | 1977 |
|
SU654323A1 |
| Матричный узел преимущественно для гидроэкструзии | 1986 |
|
SU1328022A1 |
| Матричный блок для многоканального прессования изделий | 1977 |
|
SU715168A1 |
| Устройство для формования трубных заготовок из порошка | 1985 |
|
SU1323229A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Устройство для волочения проволоки | 1986 |
|
SU1416253A1 |
