Изобретение относится к области обработки металлов давлением, а именно к оснастке для горячей объемной штамповки зубчатых колес с криволинейным зубом.
Известен штамп для штамповки конических зубчатых колес с криволинейным зубом, содержаш,ий матрицу и пуаисон, закрепленный проставкой на пуансонодержателе через основной подшипник 1.
Недостатком указанного штампа является малая надежность работы за счет того, что усилие штамповки полностью воспринимается подшипником, а в связи с этим и низкий срок службы штампа.
Целью изобретения является повышение надежности работы в результате разгрузки подшипника от усилия штамповки и увеличение срока службы штампа.
Указанная цель достигается тем, что штамп снабжен дополнительным подшипником, установленным между пуансоном и проставкой и тодпружиненным в направлении от основного подшипника.
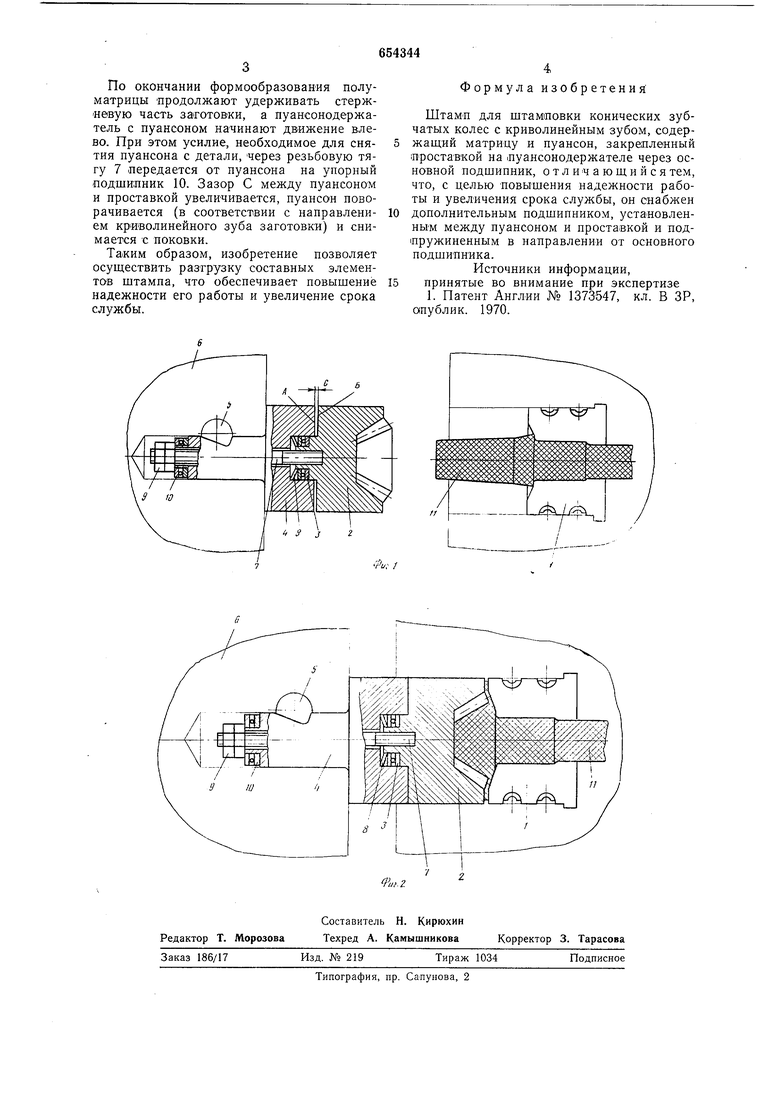
На фиг. 1 изображен штамп в исходном положении; на фиг. 2 - штамп в конце формообразования.
Штамп содержит матрицу 1, состояш,ую из двух полуматрид, одна из -которых установлена на станине, а другая - на боковом ползуне. Пуансон 2 смонтирован с возможностью свободного враш,ения в дополнительном подшипнике 3, установленном в расточке проставки 4, хвостовик которой с помошью клина 5 закреплен в пуансонодержателе 6. Пуансон 2 крепится к проставке 4 с номошью резьбовой тяги 7. В ненагруженном состоянии между опорной плоскостью А державки 4 и опорной плоскостью Б пуансона 2 имеется зазор С, равный 0,5-1,0 мм, величина которого в указанных пределах регулируется усилием затяжки тарельчатой пружины 8 с помощью гаек 9, опираюш,ихся на основной подшипник 10 и тяги 7.
Работа устройства осуществляется следующим образом.
После зажима стержневой части заготовки 11 полуматрицами и при движении пуансонодержателя 6 вправо, пуансон 2 под воздействием сопротивления металла заготовки сжимает пружину 8, выбирая зазор С. Когда плоскости А и Б сомкнутся, усилие штамповки будет передаваться через
проставку на корпусные детали, разгрузив тем самым подшипники 3 и 10 от осевой нагрузки. Это дает возможность применить в конструкции штампа подши пники небольших габаритов.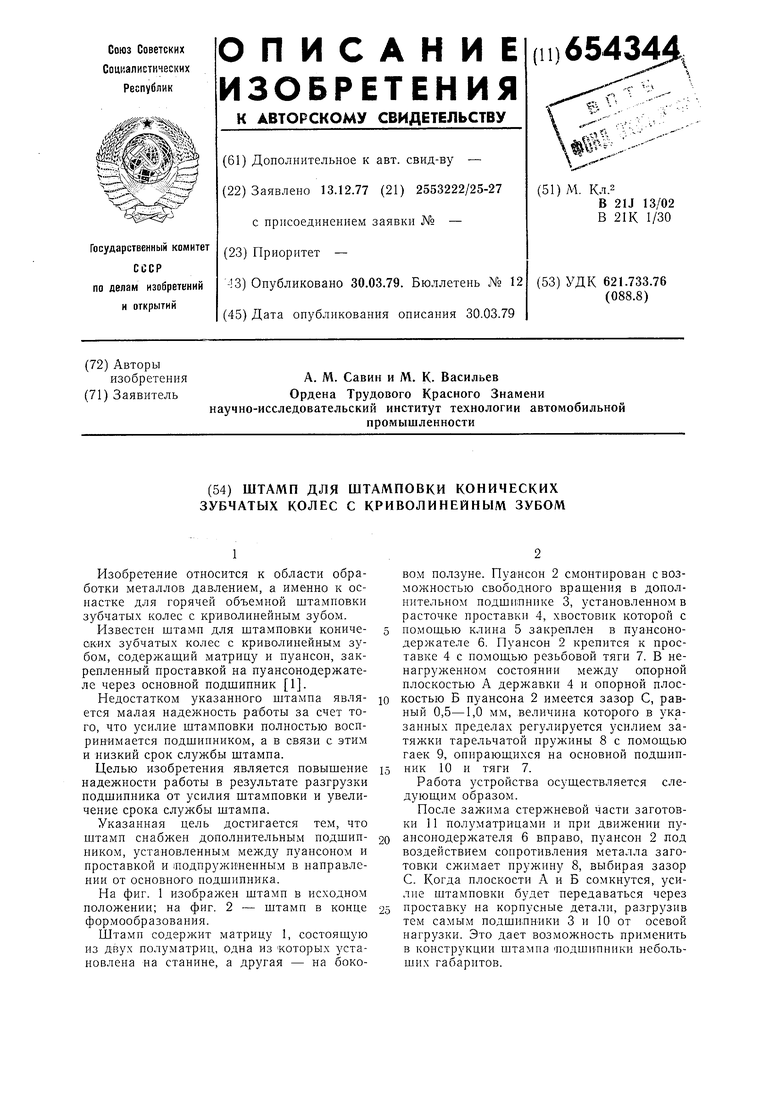
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОВАННЫХ РАБОЧИХ КОЛЕС ТУРБОМАШИН С ЛОПАТКАМИ СЛОЖНОГО АЭРОДИНАМИЧЕСКОГО ПРОФИЛЯ И МНОГОРАЗЪЕМНЫЙ РАЗБОРНЫЙ ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2016693C1 |
| Штамп для штамповки крупногабаритных коленчатых валов | 1991 |
|
SU1819183A3 |
| Штамповый блок | 1990 |
|
SU1792785A1 |
| Штамп для получения заготовок изделий с осевой полостью | 1988 |
|
SU1703237A1 |
| Штамп для высадки головок деталей стержневого типа | 1989 |
|
SU1632600A1 |
| Штамп для объемной штамповки | 1991 |
|
SU1821283A1 |
| Штамп для объемной штамповки деталей | 1986 |
|
SU1449223A1 |
| Штамп Клещева Н.А.для радиального выдавливания зубчатых деталей | 1986 |
|
SU1397143A1 |
| Штамп для обработки деталей типа конических чаш | 1980 |
|
SU902923A1 |
