(54) УСТАНОВКА ДЛЯ РЕМОНТА ТРИАНГЕЛЕЙ ТОРМОЗНОЙ РЫЧАЖНОЙ ПЕРЕДАЧИ ВАГОНОВ
кой 13 для автоматической подачи ходового винта 14 с резцедержательной головкой 15 и сменным леркодержателем 16, сверлильной головкой 17.
В корпусе задней бабки 4 внутри шпинделя 18 размещается ведущая пиноль 19, оснащенная зубчатой цангой 20, связьшающей механизм подачи 5 сварошого мундпггука 6 с триангелем 21.
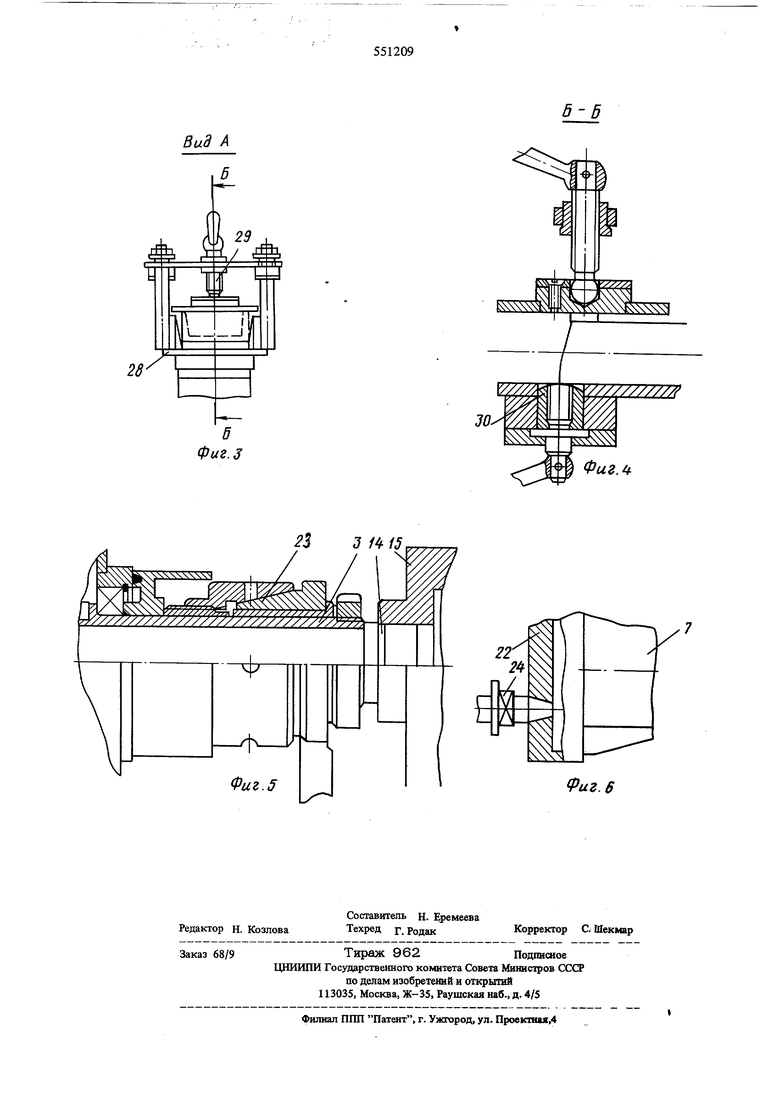
Вращатель 7 вьшолнен в виде водила 22, закрепляемого попеременно одним концом то на шпинделе 3 передней бабки 1 посредством конусной головки 23 в режиме наплавки цапф триангеля, то с помощью фиксатора 24 на корпусе передней бабки 1 в режиме механической обработки его цапф. Консоль вращателя 7 несет суппорт 25, шпиндель 26 которого вьшолнен с возможностью перемещения в направлении, перпендикулярном к оси вращения триангеля 21 и снабжен замком 27, держателем 28 с шаровыми зажимами 29 и выдвижными призмами 30.
Установка работает следующим образом.
Ремонтируемьш триангель21 закрепляется на держателе 28 суппорта 25 при помощи зажимов 29 и выдвижных призм 30. В зависимости от состояния триангеля 21, каждая из призм 30 выставляется так, чтобы направляемая цапфа триангеля установилась горизонтально. При этом правая цапфа (по чертежу) триангеля 21 располагается соосно с зубчатой цангой 20 ведущей пиноли 19 задней бабки 4. Для этого, при необходимости, шпиндель 26 суппорта 25 вращением маховика 31 перемещается по вертикали так, чтобы ось цапфы триангеля 21 совпала с концом зубчатой цанги 20. Затем шпиндель 26 cjTinopTa 25 закрепляется поворотом замка 27, а пиноль 19 маховиком 32 совместно со шпинделем 18 перемещается горизонтально так, чтобы зубчатая цанга 20 плотно вошла в центровое отверстие правой цапфы триангеля 21.
После этого ведущая пиноль 19 посредством зубчатой передачи соединяется с ведомой пинолью 9, на которой закреплен сварочный мундштук 6.
Водило 22, если оно не было закреплено на шпинделе 3 передней бабки 1, необходимо закрепить. Для этого вращают конусную головку 21, тем самым водило 22 и шпиндель 3 надежно соединяются. В этом случае фиксатор 24 должен быть вьшеден из зацепления с водилом 22.
Рукоятку 11 коробки скоростей 10 устанавливают в положение режима наплавки, а рукоятку 13 подачи - в нейтральное положение.Включают привод 2 передней бабки 1, при этом вращатель 7 с триангелем 21 вращаются с определенной скоростью. Поскольку правая цапфа триангеля 21 жестко сцеплена с зубчатой цангой 20, последняя также будет вращаться вместе с пинолью 19, которая через шпиндель 18 и механизм подачи 5 передает движение ведомой пиноли 9 вместе с мундштуком 6 вдоль правой цапфы, чем и обеспечивается автоматическая наплавка цапфы триангеля.
После наплавки правой цапфы выключается
привод 2. Ведущую пиноль 19 с цангой 20 отводят вправо, триангель 21 поворачивают на 180° и вновь закрепляют замком 27. Затем повторяются все ранее описанные операции по наплавке левой цапфы,
правая в это время остьтает. Закончив наплавку, привод 2 выключают, и триангель 21 устанавливают в верхнем положении (см. фиг. 1). Не снимая его с суппорта 25, шаровыми зажимами 29 и выдвижными призмами 30 триангель 21 устанавливают так,
чтобы его левая цапфа разместилась соосно со шпинделем 3 передней бабки 1 (см. фиг. 1). Водило 22 вращателя 7 отключают конусной головкой 23 от шпинделя 3, и фиксатором 24 водило закрепляется на корпусе передней бабки 1 в нижнем положении. В результате этого вращатель 7 с триангелем 21 окажутся неподвижными. Переключив рукоятку 11 коробки скоростей 10 в левое крайнее положение, а рукоятку 13 в верхнее, включают привод 2 и производят автоматическую обработку левой цапфы по диаметру одновременно несколькими резцами резцедержательной головки 15, которая при вращении одновременно совершает поступательное (горизонтальное) движение на неподвижный триангель 21. Когда обточка заканчивается, резцедержательная головка 15 автоматически остановится (срабатьюает конечный выключатель, не показанный на чертеже).
Сверлильную головку 17 устанавливают в рабочее положение, при этом сверло размещается прохив отверстия-кондуктора в резцедержательной головке 15, через которое производят сверление в левой цапфе триангеля 21.
Просверлив отверстие, головку 17 отводят в нерабочее положение. Затем включают подачу холостого хода, резцедержательную головку 15 отводят в крайнее левое положение и устанавливают на нее леркодержатель 16. Вновь включают привод 2 и на малой подаче начинают нарезку резьбы,а затем подачу вьпслючают и далее нарезка резьбы производится автоматически.
Аналогичным образом обрабатывается правая цапфа, после чего триангель 21 окончательно снимается с установки.
Таким образом, с помощью предлагаемой установки осуществляется вьшолнение операций по механической обработке и наплавке цапф с одной установки триангелей.
Формула изобретения
1. Установка для ремонта триангелей тормозной рычажной передачи вагонов, содержащая переднюю
бабку со шпинделем, механизм продольной подачи сварочного мундщтука для наплавки и вращатель триангеля, отличающаяся тем, что, с целью вьшолнения операций по механической обработке и наплавке цапф с одной установки триангеля, вращатель вьшолнен в виде водила, закрепляемого попеременно одним кощом посредстврм конусной головки на шпинделе бабки, а с помощью фиксатора - на корпусе бабки, и на консоли несущего суппорт, щпиндель которого установлен с возможностью перемещения в перпендикулярном к оси вращения триангеля направлении и снабжен замком, держателем с шаровыми зажимами и вьщвижными призмами, причем передняя бабка снабжена резцедержательной и сверлильной головками.
2. Установка по п. 1, отличающаяся тем, что, с целью автоматизации подачи сварочного мундштзоса, механизм его продольной подачи содержнт ведущую и ведомую пиноли, связанные зубчатой цангой с триангелем.
Источники информации, принятые во внимание при экспертизе:
1. Машиностроитель Журнал № 1/74г., с. 27, статья В. И. Полякова и др. (фиг. 2).
Вид А
V л
c
V/////////A
$
Фиг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный многооперационный автомат продольного точения с числовым программным управлением | 1979 |
|
SU917921A1 |
| Стенд для слесарно-доводочных работ | 1989 |
|
SU1660804A1 |
| УСТРОЙСТВО ОПРЕДЕЛЕНИЯ ПОГРЕШНОСТЕЙ ИЗГОТОВЛЕНИЯ ДЕТАЛИ НА ТОКАРНОМ СТАНКЕ | 2000 |
|
RU2190503C2 |
| Станок для механической обработки деталей типа тел вращения | 1978 |
|
SU749574A1 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
| Токарный станок | 1985 |
|
SU1240501A1 |
| Токарный станок | 1984 |
|
SU1187921A1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| Шпиндельное устройство | 1982 |
|
SU1098679A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТОРЦЕВЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1996 |
|
RU2104125C1 |


23 3 /4 15 (Риг.6
