1
Изобретение относится к технологической оснастке для холодной листовой штамповки и может быть использовано в области машиностроения.
Известно устройство для получения фасок на листовом материале, содержащее ножи, закрепленные на подвижной и неподвижной плитах, и сменную опору, несущую заготовку, набор опор, имеющих разные углы наклона 1.
Однако в таком устройстве переналадка на разные углы получаемых фасок трудоемка.
Известно также устройсто для получения фасок на изделиях из листового материала, содержащее ножи, закрепленные на подвижной и неподвижной плитах, и опору, несущую заготовку и снабженную механизмом поворота на заданный угол, имеющим две гайки и связывающий их винт, размещенные между опорой и неподвижной плитой. В известном устройстве регулировка возможна, но в небольших пределах.
Цель изобретения - расширение диапазона получаемых на штампе фасок с различными углами наклона.
Для этого опора и неподвижная плита выполнены со сферическими гнездами, гайки размещены в эти.х гнездах и выполнены с соответствующими сферическими опорными поверхностями, а винт имеет двухстороннюю нарезку.
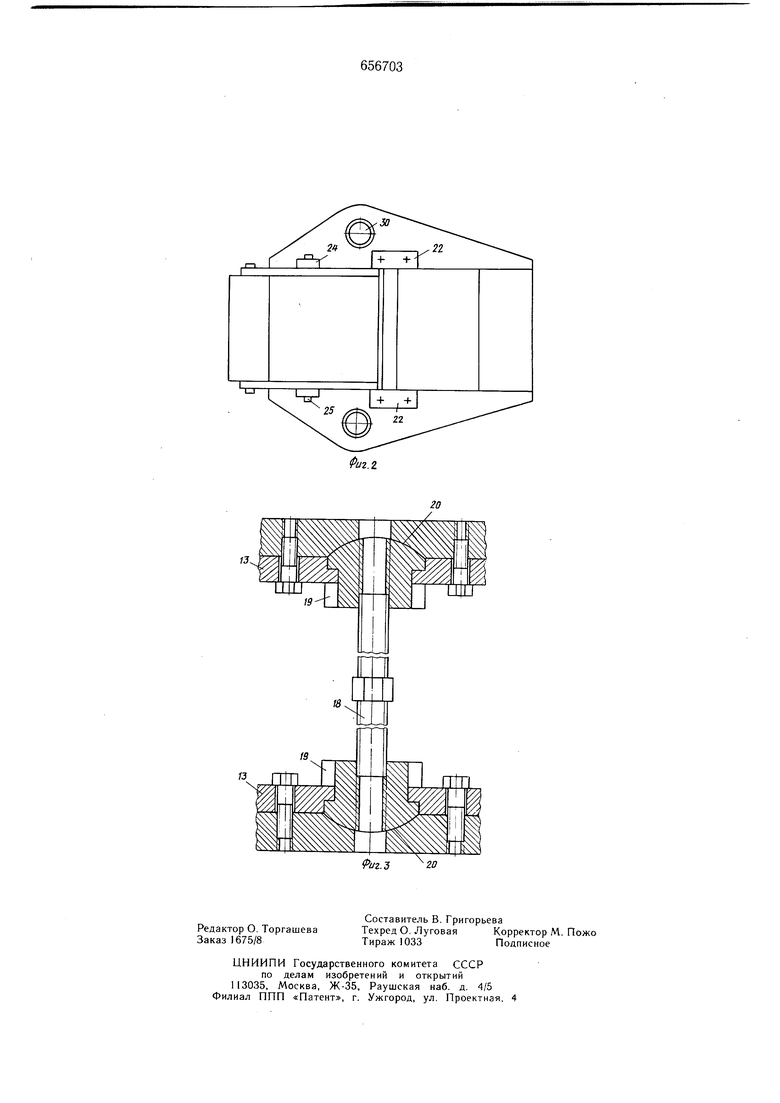
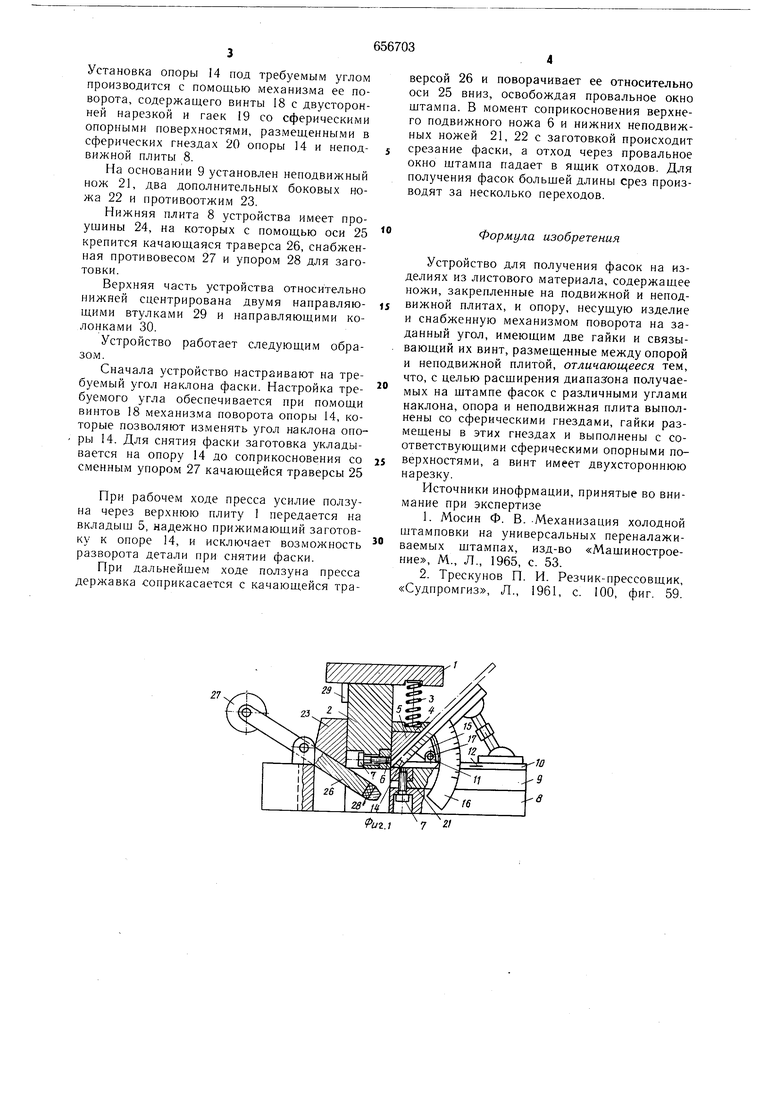
На фиг. 1 показано устройство, продольный разрез; на фиг. 2 - нижняя часть устройства; на фиг. 3 - механизм поворота опоры, разрез.
Устройство содержит верхнюю подвижную плиту 1, к которой крепится державка 2 и прижимной узел, состоящий из пружины 3, прижима 4 и вкладьииа 5, на поверхности которого сделана насечка. К державке 2 крепится верхний нож 6 винтами 7. В нижнюю неподвижную плиту 8 устройства установлено основание 9, к которому крепится нижний неподвижный лист 10 с проуп иной 11, на торцовой поверхности которого нанесена нулевая делительная отметка 12. Устройство имеет регулировочный
узел, состоящий из вкладьпней 13, жестко прикрепленных к нижнему неподвижному листу 10 и опоре 14, снабженной проугниной 15 и градуированной 1нкалой 16. Ось 17 шарнирно соединяет проун1ины 11 и 15. Установка опоры 14 под требуемым углом производится с помощью механизма ее поворота, содержащего винты 18 с двусторонней нарезкой и гаек 19 со сферическими опорными поверхностями, размещенными в сферических гнездах 20 опоры 14 и неподвижной плиты 8. На основании 9 установлен неподвижный нож 21, два дополнительных боковых ножа 22 и противоотжим 23. Нижняя плита 8 устройства имеет проущины 24, на которых с помощью оси 25 крепится качающаяся траверса 26, снабженная противовесом 27 и упором 28 для заготовки. Верхняя часть устройства относительно нижней сцентрирована двумя направляющими втулками 29 и направляющими колонками 30. Устройство работает следующим образом. Сначала устройство настраивают на требуемый угол наклона фаски. Настройка требуемого угла обеспечивается при помощи винтов 18 механизма поворота опоры 14, которые позволяют изменять угол наклона опоры 14. Для снятия фаски заготовка укладывается на опору 14 до соприкосновения со сменным упором 27 качающейся траверсы 25 При рабочем ходе пресса усилие ползуна через верхнюю плиту 1 передается на вкладыш 5, надежно прижимающий заготовку к опоре 14, и исключает возможность разворота детали при снятии фаски. При дальнейшем ходе ползуна пресса державка соприкасается с качающейся траверсой 26 и поворачивает ее относительно оси 25 вниз, освобождая провальное окно щтампа. В момент соприкосновения верхнего подвижного ножа 6 и нижних неподвижных ножей 21, 22 с заготовкой происходит срезание фаски, а отход через провальное окно штампа падает в ящик отходов. Для получения фасок большей длины срез производят за несколько переходов. Формула изобретения Устройство для получения фасок на изделиях из листового материала, содержащее ножи, закрепленные на подвижной и неподвижной плитах, и опору, несущую изделие и снабженную механизмом поворота на заданный угол, имеющим две гайки и связывающий их винт, размещенные между опорой и неподвижной плитой, отличающееся тем, что, с целью расширения диапаз она получаемых на щтампе фасок с различными углами наклона, опора и неподвижная плита выполнены со сферическими гнездами, гайки размещены в этих гнездах и выполнены с соответствующими сферическими опорными поверхностями, а винт имеет двухстороннюю нарезку. Источники инофрмации, принятые во внимание при экспертизе 1.Мосин Ф. В. -Механизация холодной штамповки на универсальных переналаживаемых щтампах, изд-во «Машиностроение, М., Л., 1965, с. 53. 2.Трескунов П. И. Резчик-прессовщик, «Судпромгиз, Л., 1961, с. 100, фиг. 59.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обрезки | 1984 |
|
SU1165599A1 |
| Штамп для получения фасок | 1981 |
|
SU984576A2 |
| УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ ЗАГОТОВОК ИЗ ШТАМПОВ РАДИАЛЬНОЙ ШТАМПОВКИ | 1974 |
|
SU440200A1 |
| Штамп для резки пруткового материала | 1981 |
|
SU988471A1 |
| Штамп для изготовления круглых стержней | 1980 |
|
SU893356A1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ПРОКАТА | 1973 |
|
SU382696A1 |
| Штамп для получения фасок | 1989 |
|
SU1667990A1 |
| Устройство для штамповки листового материала | 1990 |
|
SU1784360A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ НА МНОГОПОЗИЦИОННОМ ПРЕССЕ-АВТОМАТЕ | 1994 |
|
RU2077402C1 |
| Штамп для пробивки отверстий впОлыХ дЕТАляХ | 1978 |
|
SU841723A1 |