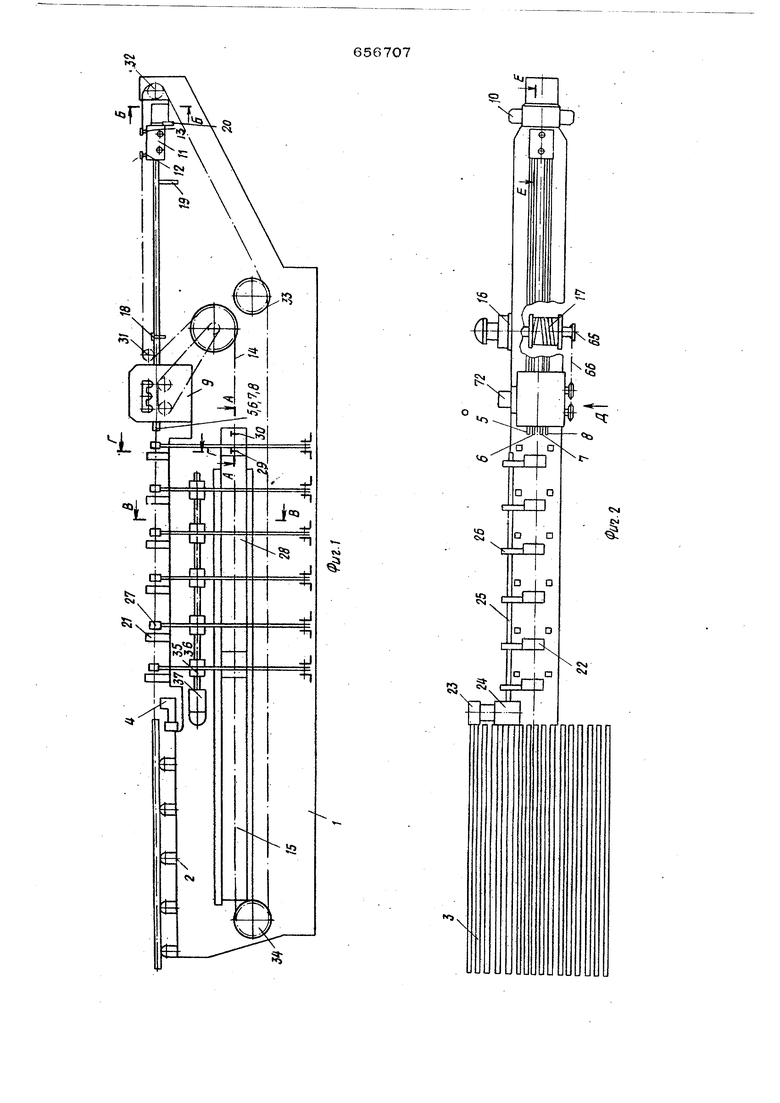
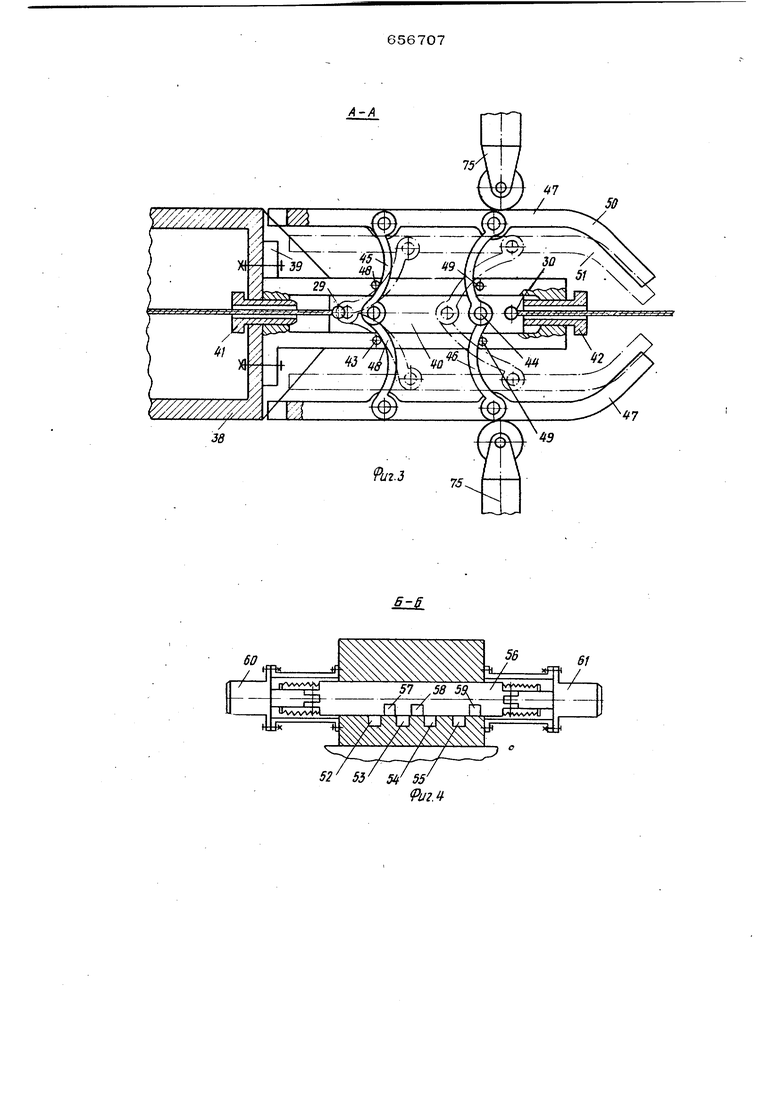
плоскости, перпендикулярной оси штока, соединена пружиной, а станок снабжен механизмом раздвижения стоек, выполиеным в виде штанг1й с кротлдтейном, на котором выполнен паз, и размещенного в пазу ползуна с закреппейиьтми на нем с помощью рычагов раздзигаюшихся пла-нок, взаимодействующих с нажимяыми роликами стоек. На фиг. 1 показан станок, общий вид; на фиг. 2 - то же, вид в планер на фиг, 3 - разрез А-А на фиг. 1; на фиг, 4 разрее Б-Б на фиг. Ij на фиг. 5 « разре Bi на фвгг. 1; на фиг. 6 - разрез . на фиг. 1; на фиг. 7 - вид по стрелка П. на-фиг. 2; на фиг. 8 - разрез на фиг. 2. Станок для сборки трубчатых секций содержит станину 1, питатель 2 с труб-чатыми заготовками 3 и толкатель 4. . На. ста71ине размешено устройство для протягиватш, состоящее из штоков , с фрикционным механизмом 9 подачи што ков и стопором 10, механизм протяласн заготовок, имеющий телеиску 11с зажимами 12 и 13 для тросов 14 и 15, мотор редуктор 16, барабан 17, Движение телехжи ограничивается путевыми выключателями 18-20. Решетки 21 установ лены одна за щэугой в поворотных обоймах 22 и снабжен механизмом 23 noi ворота, включающим делительимй мехаиизм 24, вал 25, зубчатые колеса 26. По обеим сторонам траектории движения штоков размещены поддержки для irax в виде стоек 27 с мехагшзмом поочё редного попарного автоматического раздвижения штоков, выполненного в виде кареуки 28 со стопорами 29 и 30 для крейления тросов 14И 15, которые проходят через отклон5ЕЮщие ролики и соединены соответственно с аожимами 13 и 12 тележки 11, .Между стойками 27 прохоД11т вал 35, на котором сидят кулачки 36, определяющие paccTosf ние раздвижения стоек при работе на.руинных 5, 8 или внутренних 6, 7 штоков. Перемеще1ше кулачков происходит от привода 37, Каретка 28 представляет собой квадратную штангу 38 с кронштей ном 39, в пазу которого размещен ползу 40 с огра шчителями 41 и 42 хода. К ползуну 40 на шаршфах 43 и 44 креи лены рычаги 45 и 46 щарнирш соединенные с планками 47. Кронштейн 39 имеет упоры 48 и 49 для рычагов 45 и 46, Кулачки каретки имеют два положейия 50 и 51. Стопор 10 представляет собой корпус с пазами 52 - 55, в расточке которого размещена скалка 56 с . пазами 57, 58 и 59. Скалка соединена с магнитами 60 и 61. Каждый рабочий шток состоит из стержня 62 с выступа-. ми 63 и 64. Выступ 64 входит в паз стопора 10,. а выступ 63 служит для соединения с тележкой 11. Механизм 9 подачи щтоков состоит из : обгонной муфты 65, посаженной на вал редуктора 16 механизма протяжки загртовок, цепи 66, ведущих роликов 67 и 68, прижимных , роликов 69 и 7О, /корог хсла 71 Ь приводом 72. Поддержки выполнены в виде ряда пар стоек 27 с ловителями 73, закрепленных шарнирно к корпусу и соединенных пружиной 74. На стойках размешены нажимные ролики 75 и выстушл 76. Между стойками расположены тгаправляющие 77, в которых перемещает ся каретка 28. СтоШси могут принимать положение 8 и 79. Исходное положение для работы станка следующее.. Тележка 11, каретка 28 и штоки 5-8 находятся в крайнем правом поло жении тележка замыкает датчик 20. Ролики 75, опираясь на щтангу 38 каре-пси 28, удерживают стойки поддержек 27 в разведенном состоянии. Ловители занимают положение 73. Передняя пара стоек 27 отпирается ролика1 и 75 на планки 47, нахоДяшиеся в положении 5О, Вал 35 повернут так, что кулачки 36 расположены малыми диаметрами в горизонтатиьной плоскости. Обоймы 22 с решетками-21 зафиксированы в исходном положении отверстия; и которые предполагаегся затягивать первую пару заготовок, лежат в горизонтальной плоскости. Магниты 60 и 61 обесточены, скалка 56 в нейтральном положении.. Станок для сборки трубчатых секций работает следующим образом. Для подачи рабочих щтоков вперед через соосные отверстия всех решеток 21 включается одновременно элекгромапнит 61, могор-редукгор 16 и привод .72 поворота коромысла. Электромагнит 61 перемещает скалку 56 вправо, пазы 57 и 58 совмещаются с пазами 53 и 54, образуя каналы для прохода выступов 64 рабочих штоков 6,7. Привод 72 поворачивает коромысло 71 и ролик 7О прижимает штоки 6, 7 к ведущему ролику 68,
Вращение от муфты 65 цепью 66 передается роликам 67, 68 и последние подают штоки 6, 7 вперед.
На барабан 17 наматывается конец троса 14, соединенный с тележкой 11 стопором 12, V тянет ее вперед, а тележка при этом стопором 13 тянет трос 15, который сдвигает ползун 40 до упора, а затем, увлекая каретку 28, разматывает другой конец троса 14 с барабана.
Ползун 40 перемешается до упора 41, складывая рычаги 45, 46, которые упорами 48 поворачиваются, и планки 47 занимают положение 51, позволяя опирающимися на них роликами 75 стойкам 27 сблизиться до упора в кулачки 36. При этом оси ловителей 73 оказываются в пололсешш 79 и совпадают с осями двюкения штоков 6, 7.
При дальнейшем движении даратки 28 поддержки попарно, поочередно сводятся в положение 79 перед входом в них 6, 7, которые перемещаются вперед через все решетки 21.
Движение тележки 11, каретки 28 и штоков осушествляегся до того момента, ког,да тележка наедет на путэвой выключатель 18, который отключает магнит 61, редуктор 16 и привод 72 поворота коромысла. Производится опенка paj6o4Hx штоков с заготовками 3.
Для затягивания заготовок в решетки включается мотор-редуктор 16 и мапшт 61.
Барабан 17 наматывает тот конец троса 14, который соединен стопором ЗО с ползуном 40. Ползун перемещается до упора 42, при этом рычаги 46, наезжая на упоры. 49, раздвигают планки 47 в положение 50. Кулачки поворачивают стойки 27 н ловители, находящиеся перед хвостовой решеткой, соскальзывают со штоков занимая положение 73. При дальнейшем наматывании троса ползун увлекает за собой каретку 28, а тросом 15 через блоки 34, 33, 32 стопор 13 - тележку 11. Тележка своим выступом захватывает штоки 6, 7 за выступы 63 и перемещает их вместе- .с заготовками, а каретка 28, перемещаясь синхронно с тележкой, планками 47, находящимися в положении 50, поочередно раздвигает сто.йки 27, убирая ловители с траектории движения заготовок, и тележка на короткое время останавливается путевым
выключателем 19 для удаления сцепки, которая снимается перед головной решег кой. Затем тележка со штоками перемешается в крайнее правое положе ше до путевого выключателя 20 и останавл11вается, выключая привод 16, магнит 61. Заготовки 3 доталкиваются в головщЮ решетку толкателем.
Затем включается пр1шод 23 и делительный механизм 24 поворачивает вал
25и сидящие на нем зубчатые колеса
26на .определе1шый угол. При этом . обоймы 22 с решетками поворачквают ся на очередную позицию.
Цикл затяг1ша1шя повторяется сначала по всем отверстиям, расположенным ча внутреннем диаметре решетки, а затем по всем отверстиям, расположенным на наружном диаметре решетки.
В момент перехода на работу штоков 5, 8 включается электромапшт, который . перемеатает скалку 56 влево до совмещения пазов 57, 59 с пазами 52, 55, образуя каналы для прохода штоков 5, 8, Привод 37 поворачивает вал 35 с кулачками 36 на 90 и теперь гфи движении к ретки 28 стойки 27, поворачиваясь, опираются выступами 76 в большой диаметр кулачков 36 и выводят ловители на ось движения штоков 5, 8 в положение 78. Формула изобретения Станок для сборки трубчатых секций теплообменников, содержащий смонтированныйна станине . питатель трубных заготовок, устройство для протягивания Заготовок
через отверстия решеток, выполненное в виде штокоа с хвостовшсами, механизм -подачи штоков через диаметральные отверстия решеток для захвата загото вок, механизм протяжки в виде тележки и поддержки для штоков, размещенные перед решетка1у1и по обеим сторонам траектории движения штоков, о т л и ч а ю. ai и и с я тем, что, с целью повышешя надежности работы стакана за счет исключения 1говреждеш1я решеток штокамд и увеличения производительности, каждая из поддержек выполнена в виде шарннрно укрепленной на ста1гане стойки, в центре которой расположен нажимной ролик, а на конце - ловитель штока, при
этом каждая пара стоек, лежащая в одН(у1 плоскости, перпендикулярной оси штока, соединена пружиной, а станок снабжен механизмом раздвиження стоек,: выполненным в виде штанги с кронштейном,
на котором выполнен паз, и размешенного в пазу ползуна с закрепленными на нем с помощью рычагов раздвигающих-, ся планок, взаимодействующих с нажимными poJOiKaMH стоек.
656707
D
N
D I a
f
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки трубчатых секций теплообменников | 1975 |
|
SU556926A1 |
| Автоматическое загрузочное устройство | 1984 |
|
SU1220783A1 |
| Устройство для изготовления гнутых профилей | 1987 |
|
SU1551445A1 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| Линия для химического фрезерования крупногабаритных изделий | 1987 |
|
SU1497278A1 |
| Полуавтоматическая линия для сборки трубчатых секций теплообменников | 1982 |
|
SU1134336A1 |
| Гибкая производственная система | 1989 |
|
SU1672704A1 |
| МНОГОПОЗИЦИОННЫЙ ПРЕСС | 1992 |
|
RU2013173C1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Линия комплексной отделки щитовых деталей мебели | 1988 |
|
SU1574488A1 |

52 9U2.45/
