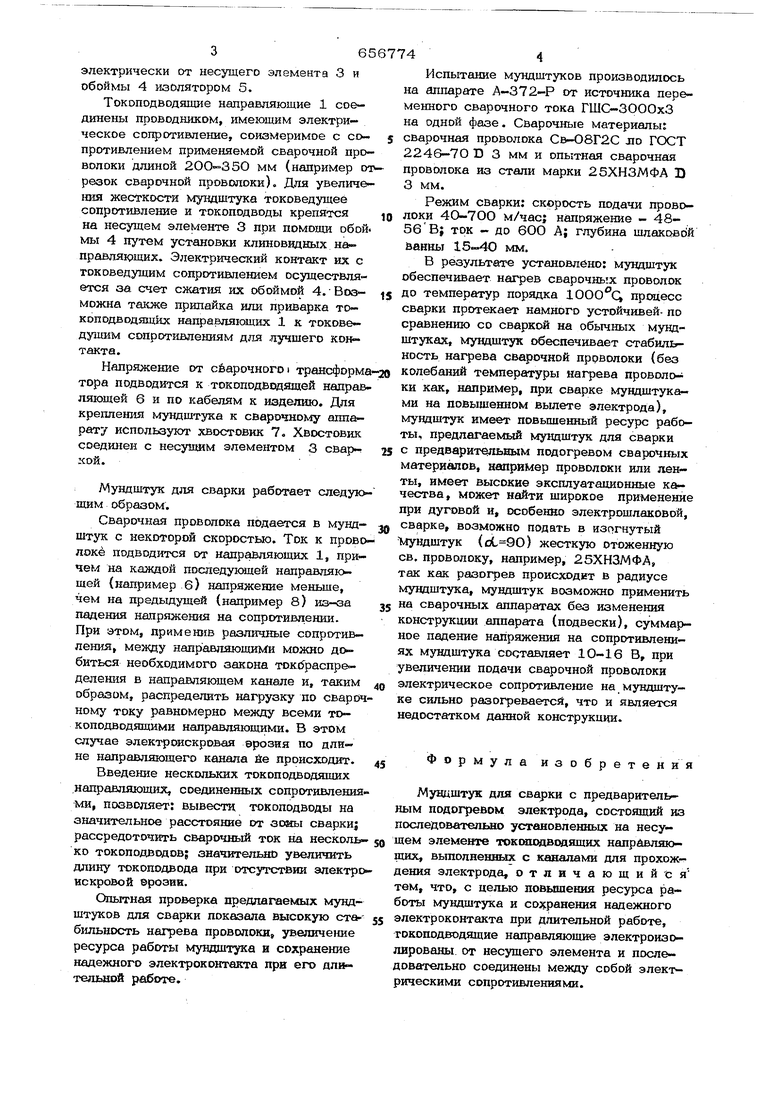
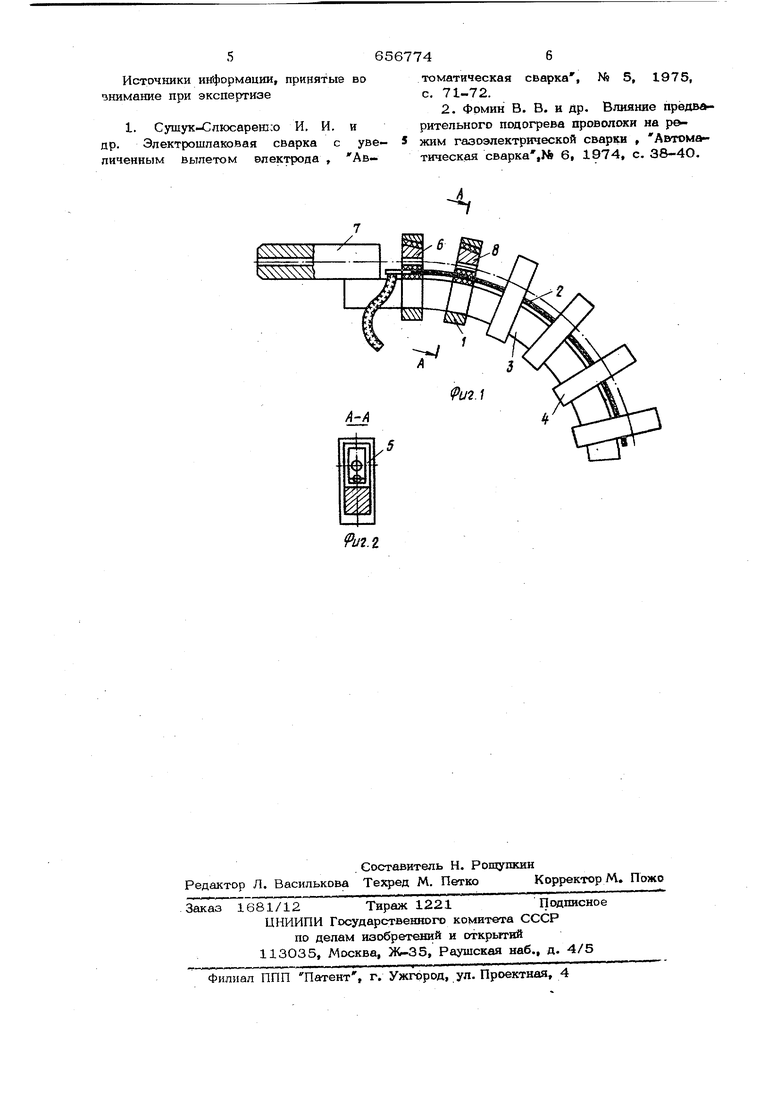
(54) МУНДШТУК ДЛЯ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ЭЛЕКТГОДА электрически от несущего элемента 3 и обоймы 4 изолятором 5. Токоподводящие направляющие 1 соединены проводником, имеющим электрическое сопротивление, соизмеримое с сопротивлением применяемой сварочной проволоки длиной 20О-35О мм (например от резок сварочной проволоки). Для увеличения жесткости мундштука токоведушеё сопротивление и токоподводы крепятся на несущем элементе 3 при помощи обоймы 4 путем установки клиноввдвых направляирщих. Электрический контакт их с токоведушим сопротивлением осуществляется за счет сжатия их обоймой 4. Возможна также припайка или приварка токоп одв од 5пцих направляющих 1 к токове- дущим сопротивлениям для лучшего контакта. Напряжение от сёарочногш трансформа тора подводится к токоподвадящей надравляющей 6 и по кабелям к изделию. Для крепления мундштука к сварочному аппа рату используют хвостовик 7. Хвостовик соединен с несуншм элементом 3 свархой. Мундштук для сварки работает следук щим образом. Сварочная проволока подается в мундштук с некоторой скоростью. Ток к проволоке подводится от направляющих 1, причем на каждой последующей направляющей (например б) напряжение меньше, чем на предыдущей (например В) из-за падения напряжения на сопротивлении. При этом, применив различные сопротивления, между направляющиМи можно добиться необходимого закона токфаспределения в направляющем канале и, таким образом, распределить нагрузку по сварочному току равномерно между всеми токоподводхпдими направляющими. В этом случае электроискровая эрозия по длине направляющего канала йе происходит. Введение нескольких токоподвошшшх направляющих, соединенных сопротивлениями, позволяет: вывести токоподводы на значительное расстояние от зоны сварки| рассредоточить сварочный ток на несколько токоподводов; значительно увеличить длину токоподвода при отсутствии алектроискровой эрозии. Опытная проверка предлагаемых мундштуков для сварки показала высокую ста-бильность нагрева проволоки, увеличение ресурса работы мундштука и сохранение надежного электроконтакта при его длительаой работе. 65 44 Испытание мундштуков производилось на аппарате А-372-Р от источника переменного сварочного тока ГШС-ЗОООхЗ на одной фазе. Сварочные материалы: сварочная проволока Св-О8Г2С ло ГОСТ 2246-7О D 3 мм и опытная сварочная проволока из стали марки 25ХНЗМФА 13 3 мм. Режим сварки: скорость подачи проволоки 4О-700 м/час; напряжение - 4856В| ток - до 600 А; глубина шлаковой ьанны мм. В результате установлено: мукиштук обеспечивает нагрев сварочнь:х проволок до температур порядка npraiecc сварки протекает намного устойчивей- по сравнению со сваркой на обычных мувдщтуках, мувдштук обеспечивает стабильность нагрева сварочной проволоки (без колебаний температуры нагрева проволоки как, например, при сварке мундштуками на повышенном вылете электрода), мундштук имеет повышенный ресурс работы, предлагаемый мундштук для сварки с предваритедьным подогревом сварочных материалов, например проволоки или ленты, имеет высокие эксплуатационные качества, может найти широкое применение при дуговой и, особенно электрошлаковой, сварке возможно подать в изогнутый луидштук () жесткую отоженную св. проволоку, например, 25ХНЗМФА, так как разогрев происходит в радиусе мундштука, мундштук возможно применить на сварочных аппаратах без изменения конструкции аппарата (подвески), суммарное падение напряжения на сопротивлениях мундштука составляет 10-16 В, при увеличении подачи сварочной проволоки электрическое сопротивление на мундштуке сильно разогреваетсй, что и является недостатком данной конструкции. Формула изобретения Мундштук для сварки с предварительным подогревом электрода, состоящий из последовательно установленных на несуш м элементе токош}аводящих напрйвляющих, выполненных с каналами для прохождения электрода, отличающийс я тем, что, с целью повышения ресурса работы мундштука и сохранения надежного электроконтакта при длительной работе, гокоподводящие направляющие электроизолированы от несущего элемента и последовательно соединены между собой электрическими сопротивлениями. Источники информации, принятые во внимание при экспертизе 1. Сушук-Спюсареш:о И, И. и др. Электрошпаковая сварка с уве- 5 линейным Вылетом электрода , Автематическая сварка , № 5, 1975 с. 71-72. 2. Фомин В. В. и др. Влияние предвдрительного подогрева проволоки на режим газоэлектрической сварки , Автоматическая сварка , 6, 1974, с. 38-40.
| название | год | авторы | номер документа |
|---|---|---|---|
| Направляющий элемент | 1978 |
|
SU749592A1 |
| Установка для дуговой сварки и наплавки порошковой проволокой | 1990 |
|
SU1731509A1 |
| Токоподводящий мундштук | 1978 |
|
SU841851A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Токоподводящий мундштук | 1982 |
|
SU1082578A1 |
| Мундштук для электрошлаковой сварки | 1975 |
|
SU547313A1 |
| Способ дуговой сварки плавящимся электродом | 1983 |
|
SU1165539A1 |
| Способ определения сопротивления вылета сварочного электрода | 2015 |
|
RU2634560C2 |
| Мундштук для электрошлаковой сварки | 1976 |
|
SU593863A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1970 |
|
SU425748A1 |
