9
:л
СП
DO
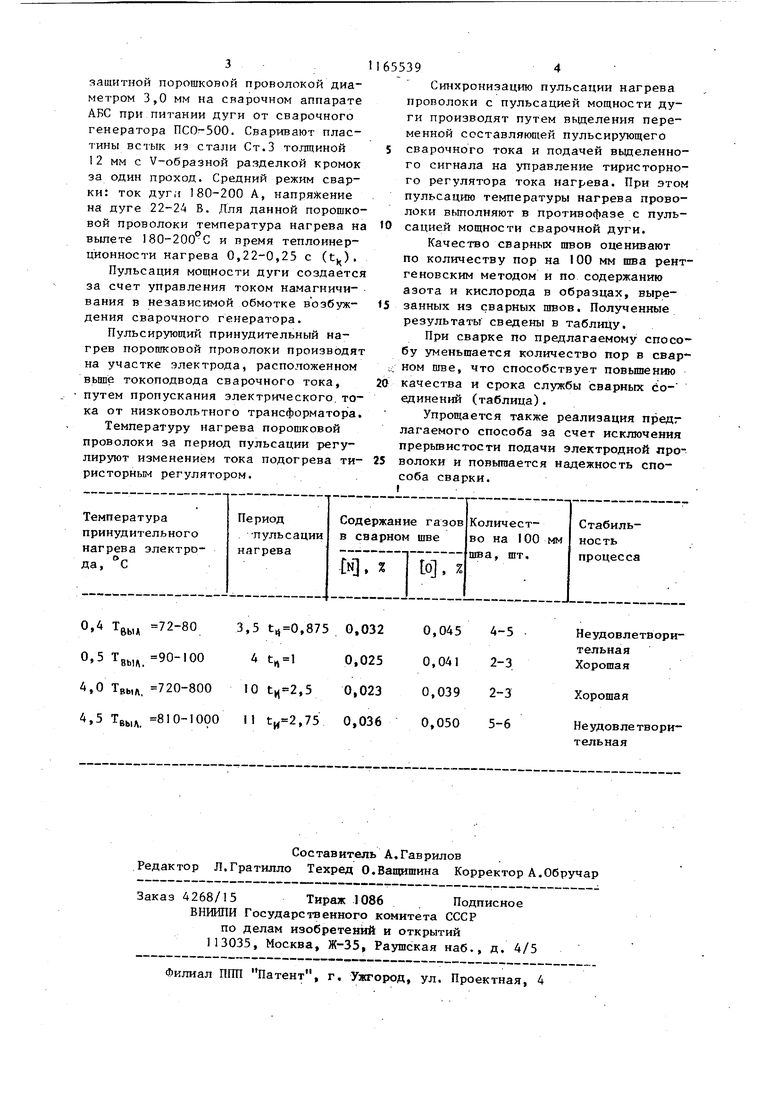
;о Изобретение относится к области дуговой сварки плавящимся электродом и может быть использовано во всех отраслях промьгашенности, где этот способ находит применение. Целью изобретения является повышение качества сварного пгеа при сварке пульсирующей дугой путем исключения прерьтистости подачи электрода, Использование пульсирующего, т.е изменяющегося с низкой частотой и . малой скоростью, принудительного нагрева электрода позволяет получить пульсацию скорости плавления электрода без изменения скорости подачи электрода. Для того, чтобы не происходило усреднения температуры соседних участков электрода, период пульсации нагрева выбра-н с учетом теплоинерционности нагрева электрода Требуемый эффект достигается, если период пульсации принудительного нагрева равен 4-10 времени теплоинерционности нагрева электрода. Если период пульса1Ц1и меньше 4 вре-мени теплоинерционности, то нроисходит усреднение температуры соседних участков электрода и скорость плавле ния электрода не изменяется. При периоде пульсации нагрева больше 10 времени теплоинерционности ухудшаются процесс переноса капель в дуговом промежутке и качество сварного шва. Амплитуду изменения температуры нагрева выбирают равной 0,5-4,0 температур нагрева вылета электрода сва рочным током для получения необходимого изменения скорости плавления электрода. Если амплитуда меньше 0, температуры нагрева вылета электрода сварочным током, то изменение скорости плавления электрода незначительно и требуемый эффект пульсации скорости плавления электрода не достигается. При амплитуде более 4 температур нагрева вылета электрода нарушается стабильность процесса и ухудшается качество сварного шва. Изменение температуры принудитель ного нагрева электрода вьшолняют в противофазе с изменением мощности дуги. Этим достигается постоянство длины дуги, так как увеличение ее длины, вызванное ростом мощности, компенсируется соответствующим умен шением длины дуги за счет понижения температуры нагрева электрода и со92ответственно уменьшением cKOpocin его плавления. Таким образом, длина дуги в процессе сварки изменяеГся незначительно, процесс горения дуги стабилизируется, уменьшается газонасьшгенность и количество пор в сварном шве, улучшается его качество. Использование пульсирующего принудительного поДогрева позволяет использовать оборудование с постоянной скоростью подачи электрода, что существенно упрощает реализацию способа, эксплуатацию оборудования и повьш1ает надежность его работы. Способ осуществляется следующим образом. Пульсацию мощности дуги создают, например, за счет управления током намагничивания в независимой обмотке сварочного генератора. Для подачи электродной проволоки используют серийные механизмы подачи без переделки. Пульсирующий принудительный нагрев выполняют на участке вылета ниже или вьщ1е токоподвода сварочного тока одним из следующих способов: электронагревом от отдельного источника питания, пламенным нагревом, ТВЧ, лучом лазера и т.п. Пульсацию подогрева осуществляют путем изменения мощности источника подогрева с временем периода, превышающимв 4-10 раз время теплоинерционности материала электрода. Пульсацию подогрева синхронизируют с изменением мощности дуги таким образом, чтобы моментам плавления участков электрода с максимальным значением температуры нагрева соответствовали минимальные значения мощности дуги и наоборот. Для синхронизации может быть использована переменная составляющая пульсирующего сварочного тока или напряжения дуги. Для выбора амплитуды изменения принудительного нагрева предварительно измеряют или расчитывают температуру нагрева электрода джоулевым теплом.от прохождения сварочного тока. Таким же образом определяют время теплоинерционности нагрева электрода. Для большинства сварочных электродов оно находится в пределах 0,1-1 с. Пример. Сварку пульсирующей дугой осуществляют при сварке самозащитной порошковой проволокой диаметром 3,0 мм на сварочном аппарате АБС при питании дуги от сварочного генератора ПСО-500. Сваривают пластины встык из стали Ст.З толщиной 12 мм с V-образной разделкой кромок за один проход. Средний режим сварки: ток дуги 180-200 А, напряжение на дуге 22-24 В. Для данной порошковой проволоки температура нагрева на вылете 180-200 0 и премя теплоинердионности нагрева 0,22-0,25 с (t). Пульсация мощности дуги создается за счет управления током намагничивания в независимой обмотке возбуждения сварочного генератора. Пульсирующий принудительный нагрев порошковой проволоки производят на участке электрода, расположенном выше токоподвода сварочного тока, путем пропускания электрического, тока от низковольтного трансформатора Температуру нагрева порошковой проволоки за период пульсации регулируют изменением тока подогрева тиристорным регулятором. 394 Синхронизацию пульсации нагрева проволоки с пульсацией мощности дуги производят путем вьщеления переменной составляющей пульсирующего сварочного тока и подачей вьщеленного сигнала на управление тиристорного регулятора тока нагрева. При этом пульсацию температуры нагрева проволоки вьтолняют в противофазе с пульсацией мощности сварочной дуги. Качество сварных пгеов оценивают по количеству пор на 100 мм шва рентгеновским методом и по содержанию азота и кислорода в образцах, вырезанных из сварных швов. Полученные результаты сведены в таблицу. При сварке по предлагаемому способу уменьшается количество пор в сварном шве, что способствует повьш1ению качества и срока службы сварных cioединений (таблица). Упрощается также реализация предг лагаемого способа за счет исключения прерьтистести подачи электродной проволоки и повышается надежность способа сварки. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки плавящимся электродом | 1981 |
|
SU1006121A1 |
| Способ дуговой сварки порошковой проволокой | 1984 |
|
SU1166943A1 |
| Способ дуговой сварки порошковой проволокой | 1983 |
|
SU1131617A1 |
| Способ возбуждения дуги при сварке плавящимся электродом | 1984 |
|
SU1234103A1 |
| Способ дуговой сварки плавящимся электродом | 1983 |
|
SU1119802A1 |
| Способ автоматического регулирования уровня сварочной ванны | 1988 |
|
SU1523286A1 |
| Установка для дуговой сварки и наплавки порошковой проволокой | 1990 |
|
SU1731509A1 |
| Способ дуговой сварки плавящимся электродом | 1983 |
|
SU1119803A1 |
| Способ дуговой сварки самозащитнойпОРОшКОВОй пРОВОлОКОй | 1978 |
|
SU799925A1 |
| СПОСОБ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1971 |
|
SU319423A1 |
СПОСОБ ДУГОВОЙ СВАРКИ ПМВЯЩИМСЯ ЭЛЕКТРОДОМ, при котором элекГ ™ -- -.,,..,,.. , -| .; трод нагревают на участке его вылета, отличающийся тем, что, с целью повышения качества сварного шла при сварке пульсирующей дугой путем исключения прерьтистости подачи электрода, нагрев электрода осуществляют синхронно с изменением мощности сварочной дуги в противофаэе с ней, при этом температуру нагрева устанавливают равной 0,5-4,0 температуры нагрева электрода сварочным током, а время периода пульсации нагрева берут в пределах времени теплоинерционности нагрева электрода. S
| Вагнер .А | |||
| Оборудование и способы сварки пульсирующей дугой | |||
| М.; Энергия, 1980, с | |||
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЛЕНИЕМ | 0 |
|
SU395200A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| (ЗА) | |||
