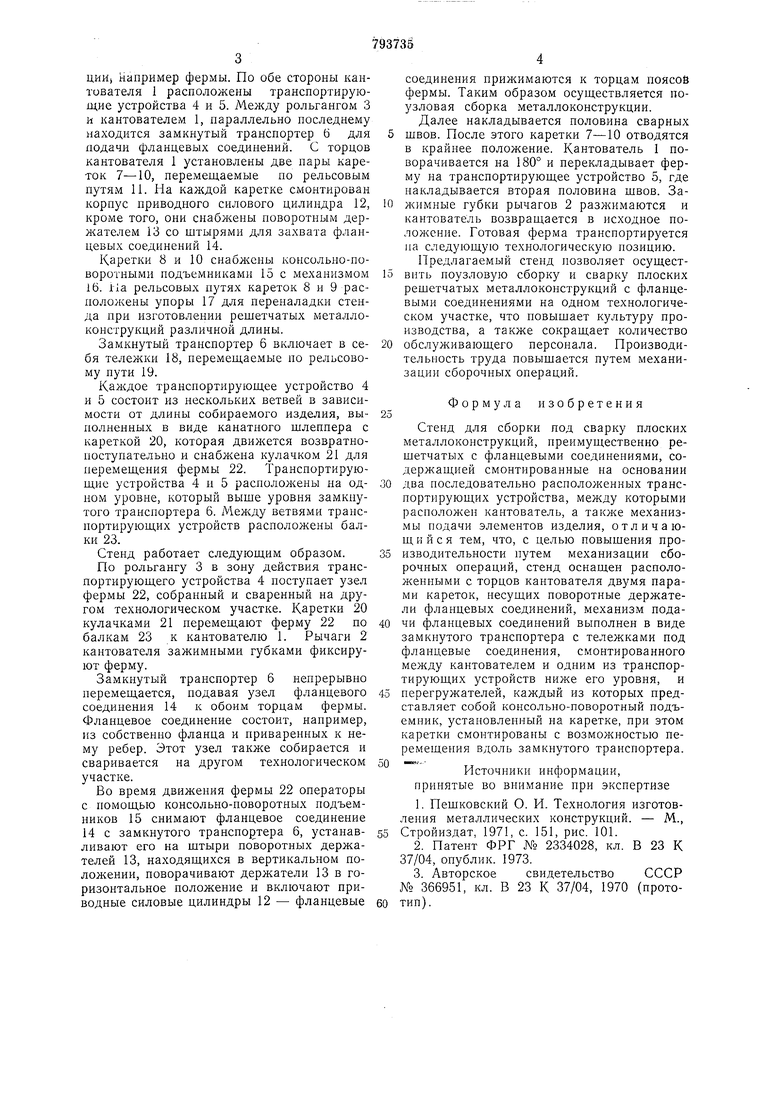
циИ( например фермы. По обе стороны кантователя 1 расположены транспортпрующие устройства 4 и 5. Между рольгангом 3 и кантователем 1, параллельно последнему находится замкнутый транспортер 6 для подачи фланцевых соединений. С торцов кантователя 1 установлены две пары кареток 7-10, перемещаемые по рельсовым путям И. На каждой каретке смонтирован корпус приводного силового цилиндра 12, кроме того, они снабжены поворотным держателем 13 со штырями для захвата фланцевых соединений 14.
Каретки 8 и 10 снабл ены консольно-поворотными подъемниками 15 с механизмом 16. lia рельсовых путях кареток 8 и 9 расположены упоры 17 для переналадки стенда при изготовлепии решетчатых металлоконструкций различной длины.
Замкнутый транспортер 6 включает в себя тележки 18, перемеш,аемые по рельсовому пути 19.
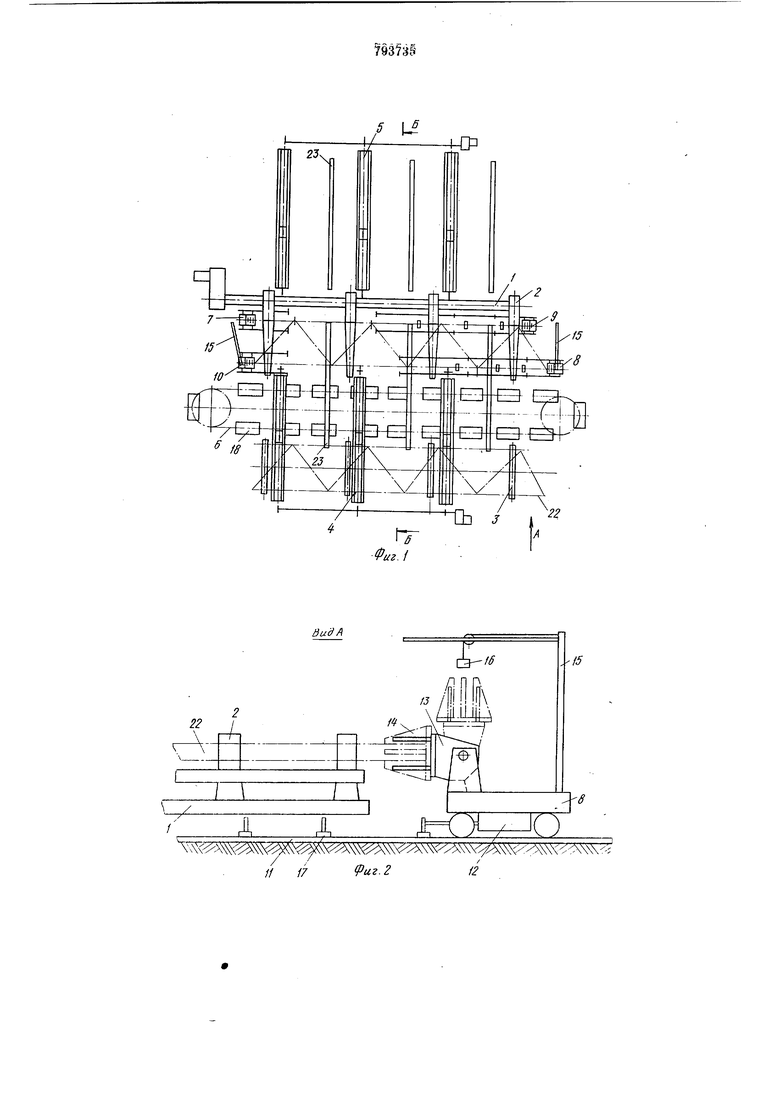
Каждое трансиортирующее устройство 4 и 5 состоит из нескольких ветвей в зависимости от длины собираемого изделия, выполненных в виде канатного шлеппера с кареткой 20, которая возвратнопоступательно и снабжена кулачком 21 для перемещения фермы 22. Транспортирующие устройства 4 и 5 расиолол ены на одном уровне, который выше уровня замкнутого транспортера 6. Меледу ветвями транспортирующих устройств расположены балки 23.
Стенд работает следующим образом. По рольгангу 3 в зону действия транспортирующего устройства 4 поступает узел фермы 22, собранный и сваренный на другом технологическом участке. Каретки 20 кулачками 21 перемещают ферму 22 по балкам 23 к кантователю 1. Рычаги 2 кантователя зал имными губками фиксируют ферму.
Замкнутый транспортер 6 непрерывпо перемещается, подавая узел фланцевого соединения 14 к обоим торцам фермы. Фланцевое соединение состоит, например, из собственно фланца и приваренных к нему ребер. Этот узел также собирается и сваривается на другом технологическом участке.
Во время движения фермы 22 операторы с помощью консольно-поворотных подъемников 15 снимают фланцевое соединение 14 с замкнутого транспортера 6, устанавливают его на штыри поворотных держателей 13, находящихся в вертикальном положении, поворачивают держатели 13 в горизонтальное положение и включают приводные силовые цилиндры 12 - фланцевые
соединения прижимаются к торцам поясов фермы. Таким образом осуществляется поузловая сборка металлоконструкции.
Далее накладывается половина сварных швов. После этого каретки 7-10 отводятся в крайнее положение. Кантователь 1 поворачивается на 180° и перекладывает ферму на транспортирующее устройство 5, где накладывается вторая половина швов. Зала1мные губки рычагов 2 разл имаются и кантователь возвращается в исходное положение. Готовая ферма транспортируется па следующую технологическую позицию. Предлагаемый стенд позволяет осуществить поузловую сборку и сварку плоских решетчатых металлоконструкций с фланцевыми соединениями на одном технологическом участке, что повышает культуру производства, а также сокращает количество
обслул ивающего персонала. Производительность труда повыщается путем механизации сборочных операций.
Формула изобретения
Стенд для сборки под сварку плоских металлоконструкций, иреимуществеино решетчатых с фланцевыми соединениями, содерл ащией смонтированные на основании
два последовательно расположенных транспортирующих устройства, между которыми распололчеп кантователь, а таюке механизмы подачи элементов изделия, отличающийся тем, что, с целью повышения производительности путем механизации сборочных операций, стенд оснащен расположенными с торцов кантователя двумя парами кареток, несущих поворотные держатели фланцевых соединений, механизм подачи фланцевых соединений выполнен в виде замкнутого транспортера с тележками под фланцевые соединения, смонтированного кантователем и одним из транспортирующих устройств ниже его уровня, и
перегружателей, каждый из которых представляет собой консольно-поворотный подъемник, установленный на каретке, при этом каретки смонтированы с возмол ностью перемещения вдоль замкнутого транспортера.
Источники информации, принятые во внимание при экспертизе
1.Пещковский О. И. Технология изготовления металлических конструкций. - М.,
Стройиздат, 1971, с. 151, рис. 101.
2.Патент ФРГ № 2334028, кл. В 23 К 37/04, опублик. 1973.
3.Авторское свидетельство СССР № 366951, кл. В 23 К 37/04, 1970 (прототип).
23
n
/ l
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки металлоконструкций | 1979 |
|
SU863275A1 |
| Поточная линия для сборки и сварки плоскостных ферм | 1977 |
|
SU749606A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Двухстоечный кантователь | 1973 |
|
SU438508A1 |
| Технологическая линия для производства ограждающихКОНСТРуКций | 1973 |
|
SU472549A1 |
| Установка для сборки и монтажа оболочек покрытия конвейерным методом | 1984 |
|
SU1325156A1 |
| Поточная линия для изготовления длинномерных металлоконструкций из фасонных профилей | 1979 |
|
SU856722A1 |
| Поточная линия сварки металлоконструкций | 1976 |
|
SU707736A1 |
| Конвейерное устройство | 1982 |
|
SU1039827A1 |
// //
иг.2
12
В fi поёернуто
