силовой цилиндр, взаимодействующий с направляющими ложементов.
привод выполнен в виде силового цилиндра, шток которого связан с зубчатой рейкой, взаимодействующей с установленной на роторе шестерней-чтолумуфтой, взаимодействующей в свою очередь с подвижной вдоль ротора подпружи ненной полумуфтой одностороннего действия.
На раме смонтирован горизонтальный силовой цилиндр, на штоке которого смон тирована тормозная букса, взаимодейству iomasi с тормозным шкивом, установлвн-« ным на валу.
Круглый стол вьтолнен с дополнительным проемом для патрубка Вытяжной вентиляции, а сборочные оправки закрыты обшивкой.
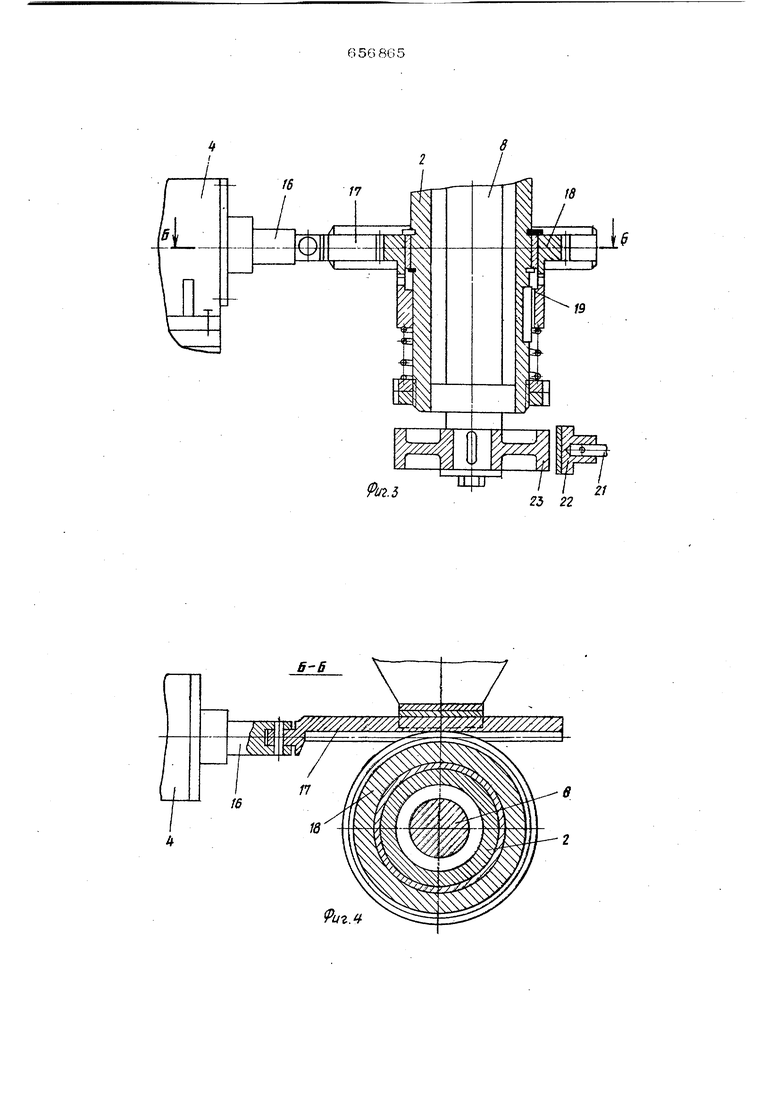
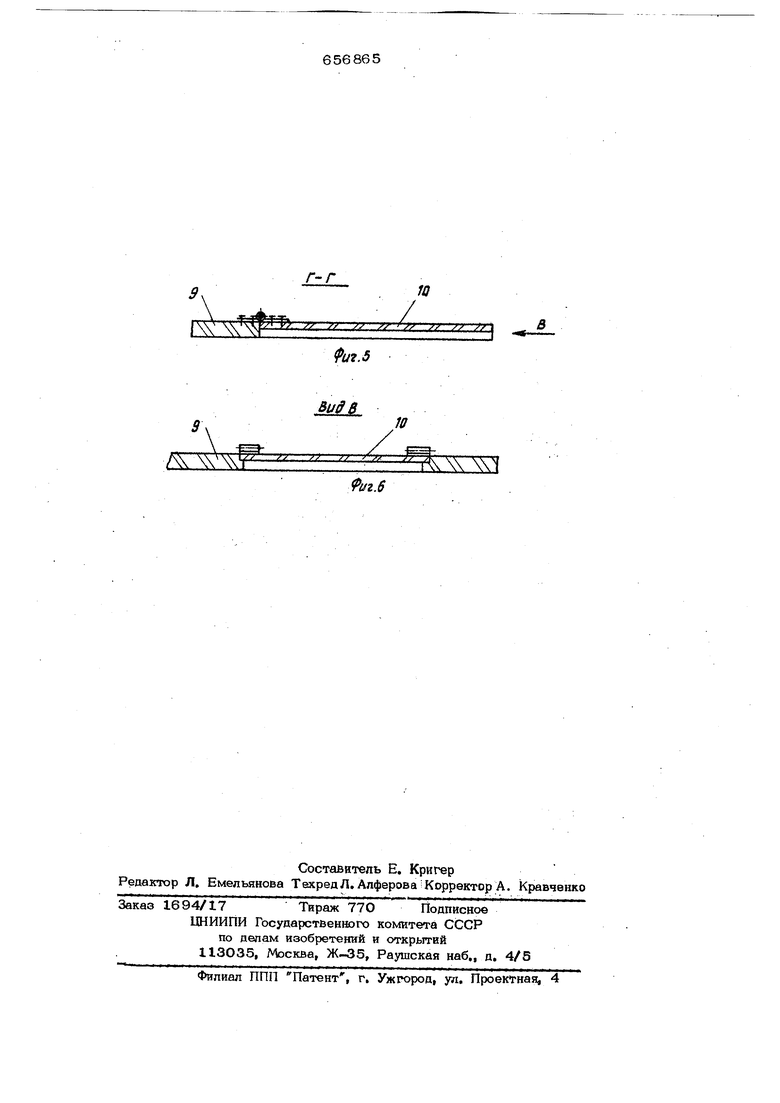
На фкг. I изображено устройство, общий вид; на фи1 2 - вид А на фиг, 1; на фиг, 3 - привод для поворота ротора на фиг, 4 - сечение Б-Б на фиг, 3; на фиг, 5 - сечение Г-Г на фиг, 2; на фиг, 6 - вид по стрелке В на фиг, 5.
Устрайство содержит раму 1, на которой смонтировав поворотный ротор 2, с установленными на нем сборочными оправками 3, шаговый привод 4 для поворота ротора 2 и клеепромазочйое приспособление 5, включающее смонтированную на раме 1 герметичную емкость 6, соединенную гибким шлангом 7 с кистью клеепромазочного приспособления 5,
Поворотный ротор 2 вьтолнен пблым и внутри него смонтирован вал 8, к которому жестко крепится, концентрично ротору 2,- Круглый стол 9 с вьтолненйым на нем проемом а и с щарнирно закрепленной на нем крышкой 1О, закры вающей проем.
Сборочные оправки 3 вьтолнены ь йиде лЬжементов 11 с закрепленными на них направляющими 12, установленными на роторе 2с возможностью перемещения посредсгеом шпонок 13 во втулках 14
На раме I смонтирован силовой цилиндр 15, взаимодействующий с направляющими 12 ложементов 11,
Шаговый привод 4 вращения ротора 2 Вьтолнен в виде силового цили;1дра, шток 16 которого связан с зубчатой рейкой 17 взаимодействующей с установленной на роторе 2 шестерней-полумуфтой 18, взаимодействующей в свою очередь с подвижной вдоль ротора 2 подпружиненной полумуфтой 19 одностороннего действия.
На раме 1 смонтирован горизонтальный силовой цилиндр 2О, на щтоке 21 Которого закреплена тормозная букса 22, взаимодействующая с тормозным шкивом 23, установленным на валу 8 круглого стола 9,
В центральной части круглый стол 9 вьтолнен с дополнительным проемом б для патрубка 24 вытяжной вентиляции, а сборочные оправки 3 закрыты обшивкой 25, закрепленной к раме I,
Количество ложементов 11 в сборочных оправках 3 равно Числу швов в собираемых на них изделиях 26, а их проФили повторяют контуры и)с швов.
Управление приводом 4 и силовым цилиндром 15 перевода сборочных оправок 3 в рабочую позицию и их подьема в проем астола 9 при откинутой крьпике 10осушозтвляется от воздушного крани 27, расположенного на педали управления 28, а управление цилиндром 20 - от ручного воздушного крана (на фиг, не показан).
Работа устройства осуществляется следующим образом.
При сборке изделий 26 на оправках 3 нажймаюг педаль 28 и сжатый воздух пбстуттает в верхнюю полость сшЛ)Вого
цилиндра 15, перемешая его шток вниз, При этом ложементы 11с направляюшей 12 под действием собсгвенного веса опускаются вниз до борта втулки 14, а привод 4 перемешает шток 16 с зубчатой рейкой 17, поворачивая через шее- терню-чтолумуфту 18 и полумуфту 19 ротор 2 на шаг, переводя в рабочую позицию сборочную оправку 3, Переводом ручного Ирана отводят тор1 юзную буксу 22
от шкива. 23 и вручную поворачивают круглый стол 9 при открытой крышке 10 так, чтобы его проем а был расположен над оправкай 3, находящейся в рабочей повиции, фиксируют в ВТОМ положении
: круглый стол 9 переводом ручного крана управления тормозным цилиндром 20 в другое положение, снимают усилие с педали 28 и воздух от сета через KJpaH 27 поступает в другие полости цилиндров
привода 4 и цилиндра 15, При этом шток 16 перемещается вместе с зубчатой рейкой 17 в исходное положение и шестерня-полумуфта 18 свободно проворачивается на роторе 2, а шток силового
цилиндра 15 .перемещается вверх и поднимает направляющую 12 со сборочной оправкой 3 в проем а круглого стола 9. Заготовки изделий 26 вручную укладывакгг на оправку 3 так, чтобы его швы располагались на ложементах 11, осоежают его luBbi бензином и промазывают посредством кисти клеепроэрачного приспособления 5 клеем. Кратковременным нажатием на педаль 28 опускают сбороч ную оправку 3 вниз и поворачивают ротхэр 2 на шаг, переводя в рабочую позицию следующую оправку 3. Снимают усилие с педали 28 и поднимают очередную оправку 3 в проем стола 9 и таким образом, при периодическом повороте ротора 2 на шаг и подъеме сборочных оправок 3 в проем стола 9 производят уклад ку на них заготовок 26 и промазку их швов клеем. При переводе первой сборочной оправ ки 3 & рабочую позицию с промазанными и просушенными необходимое согласно технологии количество раз клеем шваьш производят наложение герметизирующих пент на их швы, снимают с оправки 3 первое изделие 26, укладывают на его место необработанное изделие и таким образом повторяется цикл работы устрой ства. При проведения работ на круглом сто ле 9 переводом крана управления цилиндром 2О отводят тормозную буксу 22 от шкива 23. нажатием педали 28 опускают шток силового цилиндра 15 вместе со. сборочной оправкой 3 вниз и закрывают проем стола 9 крьпикой 10 и кран подачи сжатого воздуха от сети. Раскладыва ют на столе 9 заготовки, например те же заготовки 26 с наложенными на их поперечные швы герметизирующими лентами для сборки их продольных швов, и при ручном повороте стола 9 производят необходимые согласно технологии операции. В случае одновременного использования сборочных оправок 3 и круглого сто ла 9, открывают откидную крышку 10, раскладывают заготовки на столе 9 и производят необходимые согласно технологии операции по их склейке, как на обычном стационарном столе, перемещаясь по его периметру, а на оправках 3 производят сборку изделий 26, при периодическом повороте ротора 2 и подъеме оправок 3 в проем стола 9. Устройство обладает большими технол гическими возможностями, позволяет осу ществить .остановку ложементов в заданном положении и улучшить санитарногигиенические условия труда. Формула и 3 о о p e т e и и я 1.Устройство для сборки резинотехнических изделий, содержащее c юйтнpoванные на раме поворотный ротор с установленными на нем сборочными оправками, шаговой привод для поворота ротора и клеепромазочное приспособление, отличающееся тем, что, с целью расширения технологических возможностей устройства, поворотный ротор вьтолнен полым, а устройство снабжено смонтированным концентрично полому ротору и внутри него валом со смонтированным на нем круглым столом с выполненным на нем проемом и с закрепленной на нем крьтшкой, закрывающей проем, 2.Устройство по п. I, о т л и ч аю щ е е с я тем, что сбс очньте оправки выполнены в виде ложементов, с закрепленными на направляющими, уста|ювленшыми на роторе с возможностью перемещения посредством щпо1юк во втулках. 3.Устройство по п. 1, о т л и ч а- ю щ е ее я тем, что на раме смонтирован силовой цилиндр, взаимодействующий с направляющими ложементов. 4.Устройство по п. 1, о т л и ч аю щ е е с я тем, , с целью возможности остановки ложементов в заданном положении, шаговый привод вьтолнея в виде силового цилиндра, шток которого связан с зубчатой рейкой, взаимодействующей с установленной на роторе шестерней-полумуфтой, взаимодействующей в свою очередь с ПОДВИЖЕЮЙ вдоль, ротора подпружиненной полумуфтой одностороннего действия. 5.Устройство по п. 1, отличающееся тем, что на раме смонтирован горизонтальный силовой цилиндр, на штоке которого смонтирована тормозная букса,. взаимодействующая с тормозным шкивом, установленным на валу. 6.Устройство по п. 1, отличащееся тем, что, с целью улучшения санитарно-гигиенических условий труа, круглый стол выполнен с дополнительым проемом для патрубка вытяжной вениляции, а сборочные оправки закрыты бшивкой. Источники И1-1формации, принятые во нимание при экспертизе 1.Авторское свидетельство СССР 5О3728, М., кл. В 29 Н 7/04, 1973. 2.Авторское свидетельство СССР 472807, М., кл В 29 Н 7/12, 1972. «I ff

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для запрессовки тонкостенной металлической детали в корпусную деталь | 1983 |
|
SU1136925A1 |
| Устройство для сборки резинотехнических изделий | 1990 |
|
SU1735038A1 |
| Автомат для сборки деталей запрессовкой | 1981 |
|
SU1092031A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ (ВАРИАНТЫ), УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ И ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ (ВАРИАНТЫ) | 2013 |
|
RU2549401C2 |
| Устройство для съема труб с оправок | 1968 |
|
SU268631A1 |
| Устройство для отделения листовых заготовок от стопы | 1990 |
|
SU1761359A1 |
| Устройство для наложения герметизирующих лент на швы клееных изделий | 1976 |
|
SU653125A1 |
| Устройство для изготовления замкнутых строповочных петель из мерного отрезка заготовки | 1990 |
|
SU1787618A1 |
| Установка для обработки полуфаб-рикатов проходных керамических изо-ляторов | 1973 |
|
SU508399A1 |
| Стенд для монтажа оправок с дисковыми ножами | 1981 |
|
SU1009649A1 |

8udA
9иг.2
ID
9игл 2Ъ 22
Г-Г
- , 10
иУ.5
Виде
оW
-Г
УУ .fj У: /уг ilXx А
S
-I
.(f
