(54) ШАГОВЫЙ КОНВЕЙЕР
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборочная линия | 1985 |
|
SU1255352A1 |
| УСТРОЙСТВО ДЛЯ ШАГОВОГО ПЕРЕМЕЩЕНИЯ ДЕТАЛЕЙ | 1992 |
|
RU2042490C1 |
| Шаговый конвейер | 1980 |
|
SU899411A1 |
| Шаговый конвейер | 1977 |
|
SU747777A1 |
| Транспортирующее устройство | 1980 |
|
SU967904A1 |
| Цепной привод шаговой подачи заготовок в рабочую зону обрабатывающей машины | 1985 |
|
SU1268255A1 |
| Шаговый конвейер | 1978 |
|
SU781136A1 |
| Шаговый конвейер-накопитель | 1978 |
|
SU747778A1 |
| Установка для контроля герметичности полых изделий | 1986 |
|
SU1401308A1 |
| Устройство для подачи листа в зону обработки пресса | 1988 |
|
SU1648608A1 |
Изобретение относится к средст1вам для механизации и автоматизации производственного процесса, в частности к транспортирукядим устройствам для шаговой подачи изделий под обработку(Например сварку.
Известен шаговый конвейер, снабженный движущейся возвратно-поступательно приводной штангой с толкающими кулачками и холостой штангой, смонтированной параллельно приводу 1.
Наиболее близким решением из известных -нвлнется шаговый конвейер, включающий корпус, направляющие, штангу с подпружинеными к упорам собачками и привод 2.
Недостаток вышеуказанных конвейеров заключается в том, что они не обеспечивают подачу изделий на любую серию шагов от минимального до максимального.
Целью настояшего изобретения является распгирение диапазонов шагов и обеспечение подачи изделий на любую серию шагов от минимального до максимального, а также уменьшение холостнх хчхпор 11танги.
Указанная цель достигается тем, что корпус оснащен тягами с дополнительными упорами, привод выполнен из п силовых цилиндров с рычагами управления, число которых определяется по формуле
4В
max
н
где п - число силовых цилиндров;
„ - минимальный шаг перемещения изделия, мм;
так максимальный шаг перемещения изделия, мм;
дР - пробег штанги для выхода собачки, мм,
а ходы силовых цилиндров определяются геометрической прогрессией с
0 показателем 2 и минимальным ходом, равным минимальному шагу перемещения изделия, при этом каждая собачка подпружинена с двух сторон на расстоянии от упора необходимым
5 для взаимодействия с соответствующим рычагом силового цилиндра через тягу и дополнительный упор.
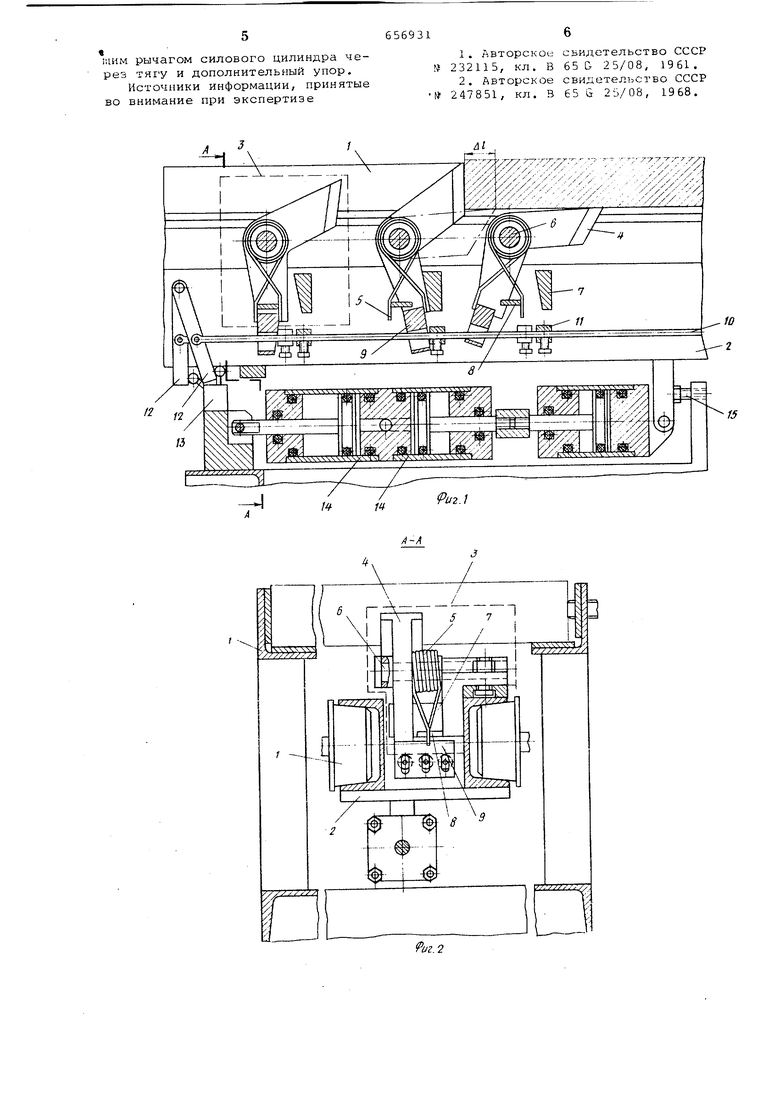
На фиг. J-продольный разрез конвеПера; на фиг. 2 - разрез А-А фиг. 1. Транспортирующее устройство имее направляющие 1, служащие для направ ления перемещения изделия и штанги, штангу 2, блоки собачки 3, которые устанавливаются на штангу с возможностью закрепления в любом месте по длине штанги, и каждый из которых содержит собачку 4, пружину 5, ось 6, упор 7, выступ-8, прилив собачки 9, тяги 10, упоры 11, которые мо но закрепить на тяге в любом месте по длине тяги; рычаги 12, устройст ва для переключения цилиндров 13, которые при воздействии на них рычага 12 переключают цилиндры привода штанги на обратный ход; цилиндры привода штанги 14, установле ные последовательно так, что ход штанги получается сложением ходов цилиндров; упор 15 для точной остановки штанги в конце рабочего хода. Количество блоков собачек равно мак симальному потребному количеству ша гов изделия. Положение блоков собач ки 3, которые будут участвовать в перемещении изделия, в каждом конкретном случае устанавливается таким чтобы при соприкосновении штанги 2 в конце рабочего хода с упором 15 и собачки доводили изделие до требуемых положений. Блоки собачки, не участвующие в данном конкретном слу чае в перемещении изделия , должны ьыть установлены между работающими так, чтобы их собачки при обратном ходе штанги выходили из-под изделия раньше работающих собачек или должны быть сняты СО штанги. Количество тяг 10, рычагов 12, устройств для переключения цилиндров 13 по отдельности равно количеству цилиндров 14, причем, каждый цилиндр переключается только своим устройством для переключения цилиндров 13 и только от своих тяг 10 и рычагов 12. Количество упоров 11 на каждой тяге равно общему количеству блоков собачки 3. Выбор цилиндров, переключаемых на обратный ход в конце рабочего хода, определяется из условия, чтобы обратный ход штанги, равный сумме .обратных ходов этих цилиндров, был достаточным только для выхода одной работающей собачки, при этом лишние, т.е. не работающие при данном конкретном наборе шагов, собачки не учитываются. Задается порядок включения цилиндров установкой упоров 11, которые устанавливаются на тягах так, чтобы при рабочем ходе штанги, непосредственно предшествую щем холостому, собачка 4, толкающая изделие, при повороте до упора 7 через упоры 11, установленные на соответствующих тягах 10, повернула соответствующие рычаги 12 настолько, чтобы они при. соприкосновен штанги с упором 15 переключили чере соответствующие устройства 13 выбранные цилиндры 14. Остальные упоры 11не должны касатьс.я собачек. Устройство работает следуквдим образом. Переключают все цилиндры 14 на выталкивание штоков. Штанга 2 идет вправо, собачка 4, упираясь в изделие и преодолевая сопротивление пружины 5, поворачивается вокруг оси 6 до соприкосновения с упором 7 и при этом нажимает на отрегулированные соответствующим образом упоры 11, которые через тягу 10 поворачивают рычаги 12.В конце хода вправо при достижении штангой 2 упора 15 рычаги 12переключают через устройства 13 соответствующие цилиндры на втягивание штоков и штанга идет влево до полного-втягивания штоков тех цилиндров, которые были переключены, при этом следующая рабочая собачка выходит из-под изделия и под действием пружины 5 занимает среднее положение, показанное на фиг. 1 для левой собачки. Использование данного транспортирующего устройства позволяет рас шиpить диапазон шагов подачи изделий и создать вместо отдельных специальных транспортирующих устройств для подачи под обработку однотипных изделий, переналаживаег 1ых, с ишроким диапазоном чисел и величин шагов. Формула изобретения Шаговый конвейер, включающий корпус, направляющие, штангу с подпружиненными к упорам собачками и привод, отличающийс я тем, что, с целью расширения диапазонов шагов и обеспечения подачи изделий на любую серию шагов от минимального до максимального, а также уменьшения холостых ходов штанги, корпус оснащен тягами с дополнительными упорами, привод выполнен из п силовых цилиндров с рычагами управления, число которых определяется по формуле Ш П - число силовых цилиндров; где тах максимальный шаг перемещения изделия, мм; min минимальный шаг перемещения изделия, мм; дЕ - пробег штанги для выхода собачки, мм, а ходы силовых цилиндров определяются геометрической прогрессией с показателем 2 и минимальным ходом, равным минимальному шагу перемещения изделия, при этом каждая собачка подпружинена с двух сторон на расстоянии от упора необходимым для взаимодействия с соответствуюiUHM рычагом силового цилиндра через тягу и дополнительный упор.
Источники информации, принятые во внимание при экспертизе .
