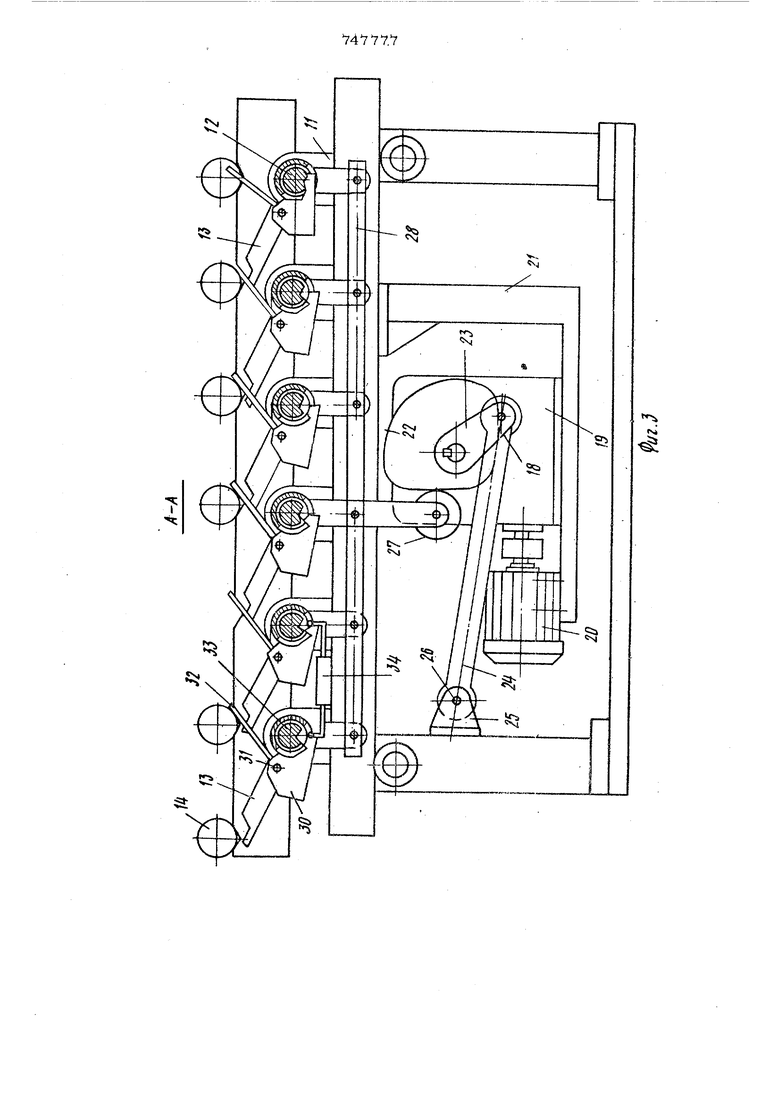
Изобретение относится к конвейерам с. возвратно-поступательным движением и может быть использовано в транспортных устройствах автоматических линий для механической обработки. Известен штанговый транспортер-накот питель, включающий основание и подвижную каретку, снабженную собачками и рычагами, вращающимися на осях стяжек штанг каретки, шарнирные параллелограммы с роликами и серьтами, также несущими ролики, которые взаимодействуют с рычагами подвижной каретки ij, Наиболее близким техническ л решением к изобретению является шаговый конвейер для транспортирования деталей автоматической линии, включающий каркас с позициями для деталей, подвижную каретку и привод 2J. Цель изобретения - упрощение конс-ррукшш и повышение надежности конвейера Это достигается тем, что в предлагаемом устройстве подвижная каретка имеет ряд независимых валиков, снабженных подъемными рычагами и кронштейнами с регулировочными винтами, и устройство для поворота валиков подъемнУх рычагов. При этом устройство для независимого поворота валиков подъемных рычагов выполнено в виде тяги, имеющей ролик и образующей с подвижной кареткой многозвенный шарнирный параллелограмм, верхние шарниры которого 1меют собачки со щупами, а валики - пазы. Кроме тогчэ, привод выполнен в виде кулачкового кри- вошипно-шатунного механизма, при этом кулачок установлен с возможностью взаимодействия с роликом многозвенного шарни{ ного параллелограмма, а шатун жестко связан с каркасом: подвижная каретка снабжена блокирующим устройством, выполненным в виде двухходового силового цилиндра, установленного между смежными валиками подъемных рычагов. На фиг. 1 изображен шагювый конвейер, вид сверху (одна секция); на фиг. 2 разрез А-А фиг. 1; на фиг. 3 - то же 74 (механизм блокировки включен): на фиг. 4 - разрез Б-Б фиг. 2. Шаговый конвейер состоит из ceKimit, каждая из которых включает каркас 1 с позициями 2-8 для деталей, С71ужащ:ими для установки транспортируемых: деталей, и роликами 9, на которых установлена подвижная каретка 1О. Каретка представляет собой жесткую сварную конструкцию и состоит из двух боковин, соединенных между собой планками. На каретке 10 в подшипниках 11 смонтированы валики 12, на которых попарно установлены подьем вые рычаги 13, которые при ,повороте валиков 12 поднимают изделие 14 над позиииями. Для выставления и удержания подъемных рычагов 13 в исходном положе нии на валиках 12 установлены кронштейны 15, опирающиеся на регулировочные винты 16, ввернутые в соединительные планки подвижной каретки. С помощью этих же кронштейнов 15 подъемные рычаги 13 могут быть объеД1шены в секции по заранее определенному количеству штук Для этого верхние концы кронштейнов соединяют гибкой связью 17. Поворот валиков 12, для подъема аегталей над позициями конвейера и перемещение подвижной каретки с цепью транспортирования пошштых деталей на сйедующие позиции осушествляе гея с помощью кулачкового кривошипно-шатунного механизма 18, которым оснащена подвижная каретка. Этот механизм включает в себя червячный редуктор 19 с приводным двиГателем 2 О. Редуктор 19 с помощью кронштейна 21 жестко прикреплён к подвижной каретке. На выходном валу червячного редуктора смонтирован кулачок 22 и кривошип 23с шатуном 24. Второй конец- шатуна 24 посредством кронштейна 25 и пальца 26 связан с каркасом . конвейера, а кулачок 22 взаимодействует с роликом 27 устройства для поворота валиков подъемных рычагов, выполненного в виде тяги 28, образующей с подви-жной кареткой многозвенный шарнирный параллелограмм, нижние концы рычагов 29 которого шарнирно связаны с тягой, а верхние - с валиками, причем их верхние шарниры имеют собачки ЗО, которые закреплены на них с помощью осей 31. В свою очередь собачки ЗО снабжены щупами 32, которые контролируют наличие деталей на позициях конвейера, и при наличии последних собачки выводятся из зацепления с валиками 12. Для зацепления собачек с валиками на последних выполнены пазы 33, в которые под действием собственно74го веса входят зубьп собачек, а когда дет тапь на щуп, собачка поворачивается вокруг своей оси и ее зуб выходит из паза 33. При использовании шагового конвейера в автоматической линии, в которой несколько станкор выполняют опну и ту же операцию и возникает необходимость задержки детали на позиции загрузки одного из этих станков, его подвижная каретка 1О имеет механизм блокировки собачек двух смежных валиков подъемных рычагов, который выполнен в виде гидравлического или пневматического )шпиндра 34 двойноро действия, штоки которого взаимодействуют с собачками, выводя кх из зацепления с валиками 12 по команде станка автоматической пинии., Работает шаговый конвейер следующим образом. Когда на позициях конвейера нет детаей, все собачки 30 под действием собстенного веса находятся в зацеплении с валиками 12. При включении двигателя 2О начинает вращаться кулачок 22 с кривошипом 23. При этом кулачок 22 начинает взаимодействовать с рюликом 27. Так как подшипники кулачка 22 закреплены неподвижно относительно подвижной карети ки, то ролик 27 начршает перемешаться влево и через тягу 28, рычаги 29 и собачки 30 он передает это движение валиliBM 12, которые начинают поворачиваться по часовой стрелке. С ними вместе начинают поворачиваться и подъемные рычаги 13. Поскольку на одном валу с кулачком закреплен и кр1гоошип 23, то он также начинает поворачиваться, а так как он связан с шатуном 24, который шарнирно прикреплен к каркасу 1 конвейера и перемеаться не может, то начинает перемещатья влево подвижная каретка совместно с поднимающимися подъемными рычагами 13. Как только ролик 2 7 проходит по кривой кулачка, соответствующей величине подъеа, подъемные рычаги своими призмами проходят точно по центрам призм позиций конвейера, а кривошип с шатуном проходят точ.ку максимального перемещения влево я начинают перемещать подвижную каретку вправо до тех пор, пока кривошип не повернется на 180) что соответствует крайнему правоу положению подвижной каретки или шагу онвейера, В это время призмы подъемных ычагов проходят точно по центру призм озиций конвейера, и,, если бы в это время ни несли детали, то положили бы их точ о на призмы позиции. При дальнейшем повороте купачка и кривошипа подъемные рычаги занимают свое нижнее положение, а подвижная каретка возврашается в исходное положение и начинается второй цикл. Конвейер работает непрерьшно в те чение всего времени работы автоматической линии. Таким образом происходит холостой ход конвейера. Рассмотрим работу конвейера в процессе транспортировки деталей. Если на позицию 2 конвейера поступа деталь, то при следующем цикле подъемны рычаги поднимают деталь над позицией, а при перемещении каретки она переносит ся на следующую позицию, и так до пос ледней. Детали на конвейер поступают не прерывно, поэтому как только деталь с позиции 2 перемешается на позицию 3, т на позицию 2 снова поступает новая д&таль. Деталь, находящаяся на позиции 3, нажимает на щуп 32 и выводит из зацепления собачку 30 на позияии 2. Так как кронштейны валиков 12 второй и третьей позиции соединены гибкой связью, а на позиции 4 детали еще нет, то собачка рычагов 13 третьей позиции зацеплена с валиком 12, и в процессе следующего цикла подъемные рычаги начинают подниматься и через гибкую связь 17 поднимают и рычаги второй позиции, т. е. одновременно две детали перемещаются на один шаг. Таким образом, те подъемные рычаги, которые соединены такой связью в секции, перемещают все детали, которые находятся на позициях этой секции, на один шаг. Следовательно, если со второй и восьмой позиций автооператоры забирают дета ли j. то при последующavi цикле деталь с позиции 2 перемещается на позицию 3, а детали с позиций 4-7 перемещаются на один шаг. Ьслн на всех позициях находятся детали, то все собачки выведены из зацепления, поскольку детали нажимают на щупы 32 и валики 12 не проворачиваются, хотя кулачок 22 взаимодействует с роликом 27. В этом случае подвижная каретка совершает возвраткйо-поступательное перемещение, но переноса детали не осуществляет. Бели на всех позициях, кроме восьмой находятся детали, то с позиций 4-7 они перемещаются на один шаг, а на позициях 2 и 3 остаются на месте, поскольку позиции 3 и 4 не объединены гибкой связью При следующем цикле, когда освобождается позиция 4, детали с позиций 2 и 3 также перемешаются на один шаг. 7 77 Если с позиций 8 н 3 детали загружаются на станке и в течение следующего цикла с позиции 3 должна произойти загрузка «а станок, то станок дает команду на включение механизма блокировки, включается цилиндр 34 и его штоки выводят из зацепления собачки рычагов позиций 2 и 3 данные детали при следующем цикле не перемешаются, в то время как остальные детали на конвейере могут перемещаться. После оагрузки станка цилиндр блокировки выключается и данные позиции продолжают нормально функционировать. Формула изобретения 1.Шаговый конвейер для транспортирования деталей автоматической линии, включающий каркас с позициями, подвижт ную каретку и привод, отличающийся тем, что, с целью упрющения конструкции и повышения надежности, подвижная каретка имеет рдц независимых валиков, снабженных подъемньп и рычагами и кронштейнами с регулировочными винтами, и устройство для поворота валиков подъемных рычагов. 2.Конвейер по п. 1, отличаюш и и с я тем, что устройство для независимого поворота валиков подъемных рычагов выполнено в виде тяги, имеющей ролик и образующей с подвижной Кареткой многозвенный шарнирный параллелограмм, верхние шарниры которого имеют собачки со щупами, а валики - пазы. 3.Конвейер по пп,1 и 2, отличающийся тем, что привод выполнен в виде кулачкового кривошипно-шатунного механизма, при этом кулачок уста влен с возможностью взаимодействия с роликом многозвенного шарнирного параллелограмма, а шатун жестко связан с ка| касом. 4i Конвейер по пп. 1 и 2, отлиающийся тем, что подвижная каетка снабжена блокирующим устройством, ыполненным в виде двухходового силового цилиндра, установленного между смежныи валиками подъемных рычагов. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 410915, кл. В 65 G 25/ОО, 1971. 2.Авторское свидетельство СССР 9 518429, кл. В 65 q 25/04, 1973.
t
Л
Z
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаговый конвейер | 1982 |
|
SU1063735A1 |
| Шаговый конвейер | 1982 |
|
SU1025612A1 |
| Шаговый конвейер | 1978 |
|
SU749757A1 |
| Шаговый конвейер | 1990 |
|
SU1787881A1 |
| Шаговый конвейер-накопитель | 1985 |
|
SU1313774A1 |
| Шаговый конвейер | 1973 |
|
SU518429A1 |
| Шаговый конвейер-накопитель | 1978 |
|
SU781135A1 |
| Шаговый конвейер автоматической линии | 1984 |
|
SU1234311A1 |
| Шаговый конвейер | 1980 |
|
SU908690A1 |
| Шаговый конвейер-накопитель | 1980 |
|
SU960098A1 |



i
,.
ISi
€
ifi
Ш
i
I
Г
О.
у
-етб-В
