1
. Изобретение относится к керамической промышленности, в частности к рольганговым печам для обжига керамических изделиЯИз.вестны печи для обжига изделий нг плитах из огнеупорной кладки, смонтированной на раме, в нижней части которой имеются направляющие. Плиты в этих печах перемещаются непрерывно с помощью ,лр водвШ роликов 1.
Наиболее близким по технической сущности и достигаемому результату к описываемому изобретению является транспортирующее устройство для плит в щелевой печи, содержащее неприводной рольганг и щарнирно установленные с возможностью накло-нй участ1 и загрузки и разгрузки 2}.
Недостатком известного устройства является вынужденная остановка поезда плит на время возврата толкателя в исходное .положение, в результатечего уменьшается производительность печи, и снижается качество обожженных изде;жй.
Целью изобретения является (повышение надежности транспортирования.
Это достигается тем, что транспортирую щёе устройство для плит в щелевой печи, содержащее неприводной рбльганг и шарнирно установленные с возможностью наклона участки загрузки и разгрузки, снабжено подъемником и опускателем плит с приводными рольгангами, расположенными вне печи, а участки загрузки и разгрузки выполчены в виде приводных рольгангов.
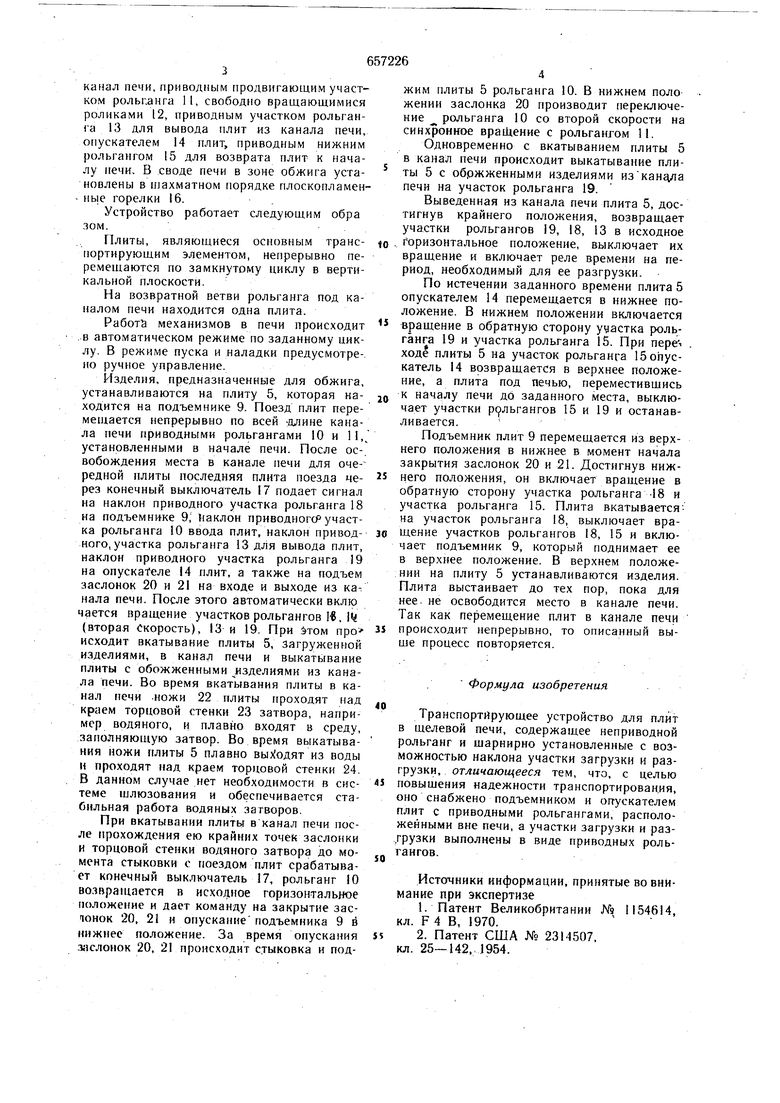
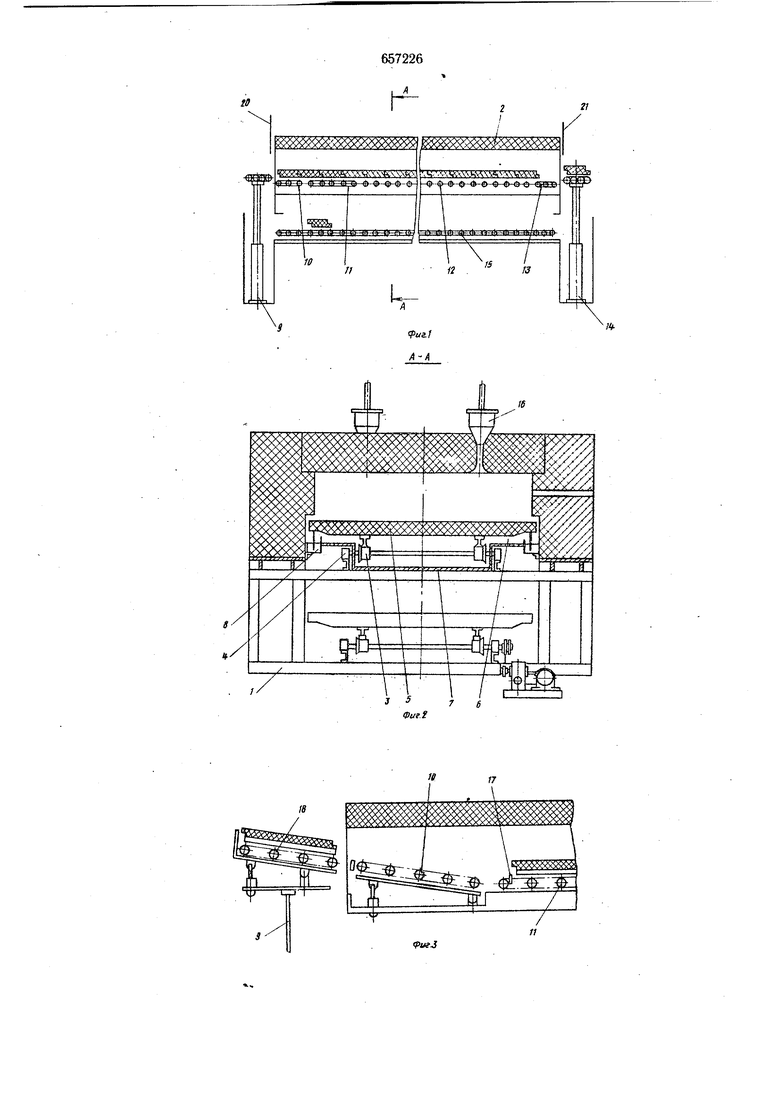
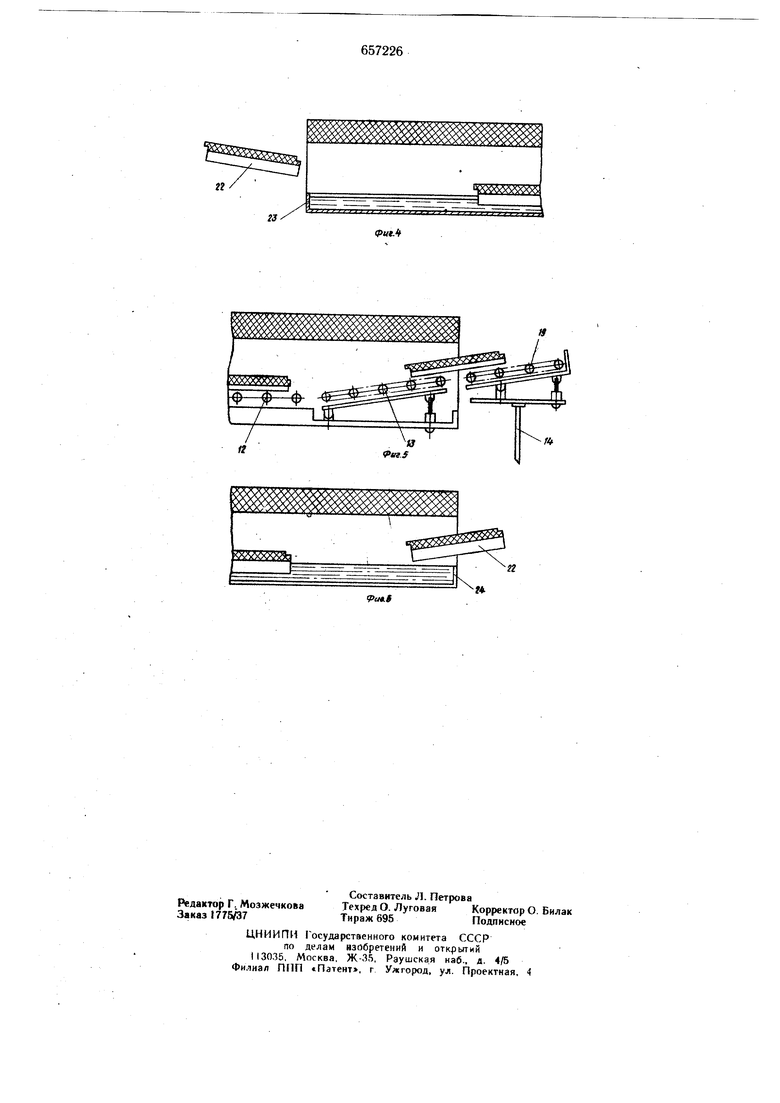
На фиг. I показанапечьс транспорти-, рующим устройством, общий вид; на фиг. 2- разрез А-А на фиг. 1; на фиг. 3 - печь, разрез со/стороны загрузки плнт в канал. neMHj на фиг. 4 - ввод ножей плит в водяные затворы; на фиг. 5 - печь, разрез coj стороны выгрузки плит из канала печи; на фиг. 6 - вывод ножей плит из водяных затворов.
На раме 1 печи смонтированы футеров ,ка 2 в виде щели, короткие ролики 3, не проходящие через всю ширину печи, нодшинники 4, находящиеся в холодной зоне за футерованной плитой 5, камерой 6 и экраном 1. Печь оборудована водяными затворами 8, подъемником 9 п.чнт. приводным участком рольганга 10 для ввода плит в канал печи, приводным продвигающим участком рольганга 11, свободно вращающимися роликами 12, приводным участком рольганга 13 для вывода плит из канала печи, опускателем 14 плит, приводным нижним рольгангом 15 для возврата плит к началу печи. В своде печи в зоне обжига установлены в шахматном порядке плоскопламенiibie горелки 16.. Устройство работает следующим обра зом. Плиты, являющиеся основным трансИортируюшим элементом, непрерывно перемещаются по замкнутому циклу в вертикальной плоскости. На возвратной ветви рольганга под каналом печи находится одна плита. Работй механизмов в печи происходит в автоматическом режиме по заданному циклу. В режиме пуска и наладки предусмотре-, но ручное управление. Изделия, предназначенные для обжига, устанавливаются на плиту 5, которая находится на подъемнике 9. Поезд плит перемещается непрерывно по всей -длине канала печи приводными рольгангами 10 и 11,, установленными в начале печи. После ос-, вобождения места в канале печи для очередной плиты последняя плита поезда через конечный выключатель 17 подает сигнал на наклон приводного участка рольганга 18 на подъемнике 9, Наклон приводногсЯучастка рольганга 10 ввода плит, наклон приводного,участка рольганга 13 для вывода плит, наклон приводного участка рольганга 19 на опускаТеле 14 плит, а также на подъем заслонок 20 и 21 на входе и выходе из канала печи. После этого автоматически вклю чается вращение участков рольгангов . Ч (вторая Скорость), 13 и 19. При том про исходит вкатывание плиты 5, загруженной изделиями, в канал печи и выкатЬгвание плиты с обожженными зделиями из канала печи. Во время вкатывания плиты в канал печи -ножи 22 плиты проходят над краем торцовой стенки 23 затвора, например водяного, и плавно входят в среду, заполняющую затвор. Во время выкатывания ножи плиты 5 плавно выХодят из воды и проходят над краем торцовой стенки 24. В данном случае нет необходимости в сиетеме щлюзования и обеспечивается стабильная работа водяных затворов. При вкатывании плиты в канал печи после прохождения ею крайних точек заслонки И торцовой стенки водяного затвора до момента стыковки с поездом плит срабатывает конечный выключатель 17, рольганг 10 во.звращается в исходное горизонтальное положение и дает команду на закрытие зас1ОНОК 20, 21 и опускание подъемника 9 в нижнее положение. За время опускания згюлонок 20, 21 происходит стыковка и поджим плиты 5 рольганга 10. В нижнем поло жении заслонка 20 производит переключение рольганга 10 со второй скорости на синхронкое вращение с рольгангом 11. Одновременно с вкатыванием плиты 5 в канал печи происходит выкатывание плиты 5 с обржженными изделиями изкандла печи на участок рольганга 19. Выведенная из канала печи плита 5, достигнув крайнего положения, возвращает участки рольгангов 19, 18, 13 в исходное горизонтальное положение, выключает их вращение и включает реле времени на период, необходимый для ее разгрузки. По истечении заданного времени плита 5 опускателем 14 перемещается в нижнее положение. В нижнем положении включается вращение в обратную сторону участка рольганга 19 и участка рольганга 15. При пере . ходе плиты 5 на участок рольганга 15опускатель 14 возвращается в верхнее положение, а плита под печью, переместивщись к началу печи до заданного места, выключает участки р(|)льгангов 15 и 19 и останавливается. Подъемник плит 9 перемещается из верхнего положения в нижнее в момент начала закрытия заслонок 20 и 21. Достигнув нижнего положения, он включает вращение в обратную сторону участка рольганга -18 и участка рольганга 15. Плита вкатываетсяна участок рольганга 18, выключает враЩение участков рольганговое, 15 и включает подъемник 9, который поднимает ее в верхнее положение. В верхнем положении на плиту 5 устанавливаются изделия. Плита выстаивает до тех пор, пока для нее. не освободится место в канале печи. Так как перемещение плит в канале печи происходит непрерывно, то описанный выще процесс повторяется. Формула изобретения Транспортирующее устройство для плит в щелевой печи, содержащее неприводной рольганг и шарнирно установленные с возможностью наклона участки загрузки и разгрузки, отличающееся тем, что, с целью повыщения надежности транспортирования. оно снабжено подъемником и оп-ускателем плит с приводными рольгангами, расположенными вне печи, а участки загрузки и разгрузки выполнены в виде приводных рольгангов. Источники информации, принятые во внимание при экспертизе 1.Патент Великобритании № 1154614, кл. F4 В, 1970. 2.Патент США № 2314507, кл. 25-142, J954.
to
21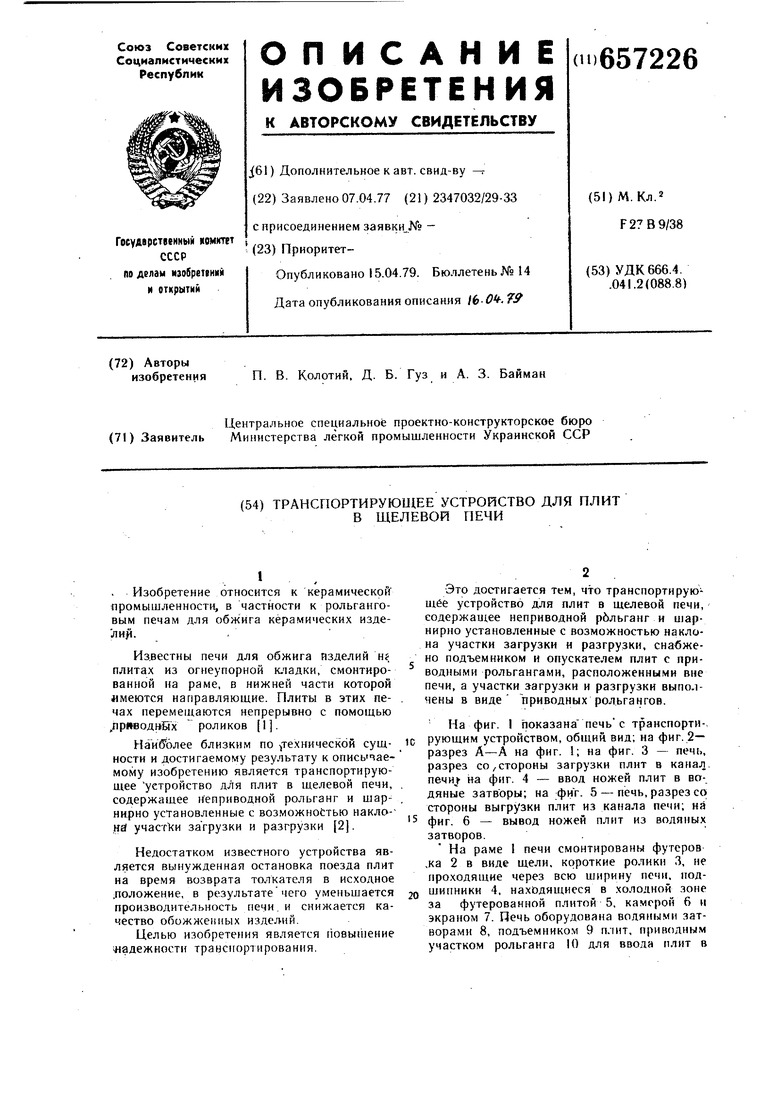
| название | год | авторы | номер документа |
|---|---|---|---|
| Щелевая печь | 1984 |
|
SU1237885A1 |
| Туннельная печь для термической обработки изделий | 1990 |
|
SU1765655A1 |
| ЭЛЕКТРИЧЕСКАЯ ЭЛЕВАТОРНАЯ ПЕЧЬ | 1993 |
|
RU2042900C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ, ОБЖИГОВАЯ МНОГОЩЕЛЕВАЯ ШАХТНАЯ ПЕЧЬ ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И СУШИЛЬНАЯ КАМЕРА ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2046708C1 |
| ЛИНИЯ ДЛЯ ТЕПЛОВОЙ РЕЗКИ ЛИСТОВ | 1991 |
|
RU2093327C1 |
| ЧЕЛНОЧНАЯ ПЕЧЬ | 2012 |
|
RU2502029C1 |
| Технологическая линия для изготовления строительных изделий | 1978 |
|
SU903112A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
| Литейная линия | 1983 |
|
SU1235654A1 |
IB
.f AA
7 6
Фиг-l
PufJ
а
а
lit
