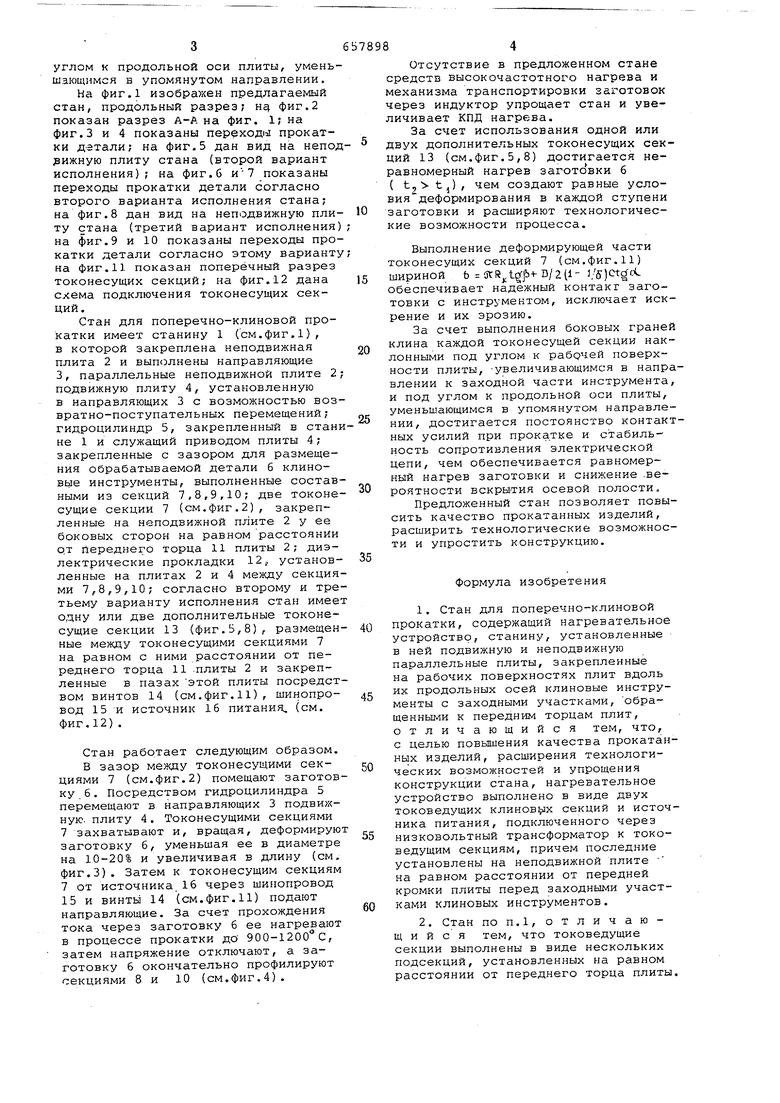
Изобретение относится к обработке металлов давлением и может быть использовано при производстве изделий типа ступенчатых валов. Известен стан для пОперечно-клино вой прокатки, содержащий нагревательное устройство, станину, установленные в ней подвижную и неподвижную параллельные ллиты, закрепленные на рабочих поверхностях плит вдоль их продольных осей клиновые инструменты с заходными участками, обращенными к передним торцам Недостаток известного стана заключается.в сложности нагревательного устройства, невысоком качестве прокатанных изделий вследствие их по стуживания при прокатке и увеличения вероятности вскрытия осевой полости, а также ограниченных технологических возможностях за счет того, что при прокатке несимметричных деталей не удаётся создать равные условия деформирования в каждой ступени заго товки., Для повышения качества прокатанны изделий, расширения технологических возможностей и упрощения конструкции в стане для поперечно-клиновой прокатки, нагревательное устройство вы полнено в виде двух токоподводяцих клиновых секций и источника питания, подключенного через низковольтный трансформатор к токоведущим секциям, причем последние установлены на неподвижной плите,на равном расстоянии от передней кромки плиты перед заходными участками клиновых инструментов. Кроме того, токоведущие секиии могут быть выполнены в виде нескольких подсекций, установленных на равном расстоянии от переднего торна плиты; токоведущие секции могут быть выполнены шириной, определяемой зависимостью:)+ 0/2(1-1/5) Ctga, где b - ширина секции; радиус качения; jl - угол заострения клинового инструмента; dL - угол наклона боковой грани; D - диаметр искодной заготовки; б - степень обжатия; Клин каждой токоведущей секции образован боковыми гранями, наклоненными под углом к рабочей поверхности плиты, увеличивающемся в направлении к эаходной части инструмента, и под. углом к продольной оси плиты, умень шающимся в упомянутом направлении. На фиг.1 изображен предлагаемый стан, продольный разрез; н фиг.2 показан разрез А-А на фиг. 1;на фиг.З и 4 показаны переходи прокатки детали; на фиг.З дан вид на непо рижную плиту стана (второй вариант исполнения); на фиг.6 показаны переходы прокатки детали согласно второго варианта исполнения стана; на фиг.8 дан вид на неподвижную пли ту стана (третий вариант исполнения на фиг.9 и 10 показаны переходы про катки детали согласно этому вариант на фиг.11 показан поперечный разрез токонесущих секций; на фиг.12 дана схема подключения токонесущих секций. Стан для поперечно-клиновой прокатки имеет станину 1 (см.фиг.1), в которой закреплена неподвижная плита 2 и выполнены направляющие 3, параллельные неподвижной плите 2 подвижную плиту 4, установленную в направляющих 3 с возможностью воз вратно-поступательных перемещений; гидроцилиндр 5, закрепленный в стан не 1 и служащий приводом плиты 4; закрепленные с зазором для размещения обрабатываемой детали 6 клиновые инструменты, выполненные состав ными из секций 7,8,9,10; две токоне сущие секции 7 (см.фиг.2), закрепленные на неподвижной плите 2 у ее боковых сторон на равном расстоянии от переднего торца 11 плиты 2; диэлектрические прокладки 12, установленные на плитах 2 и 4 между секция ми 7,8,9,10; согласно второму и тре тьему варианту исполнения стан имее одну или две дополнительные токонесущие секции 13 (фиг.5,8), размещен ные между токонесущими секциями 7 на равном с ними расстоянии от переднего торца 11 -ПЛИТЫ 2 и закрепленные в пазах этой плиты посредст вом винтов 14 (см.фиг.11), шинопровод 15 и источник 16 питания, (см. фиг.12). Стан работает следующим образом. В зазор между токонесущими секциями 7 (см.фиг.2) помещают заготов ку б . Посредством гидроцилиндра 5 перемещают в направляющих 3 подвижную, плиту 4. Токонесущими секциями 7 захватывают и, вращая, деформирую заготовку 6, уменьшая ее в диаметре на 10-20% и увеличивая в длину (см, фиг.З). Затем к токонесущим секциям 7 от источника.16 через шинопровод 15 и БИНТЫ 14 (см.фиг.11) подают направляющие. За счет прохождения тока через заготовку 6 ее нагревают в процессе прокатки до 900-1200 С, затем напряжение отключают, а заготовку 6 окончательно профилируют секциями 8 и 10 (см.фиг.4). Отсутствие в предложенном стане средств высокочастотного нагрева и механизма транспортировки заготовок через индуктор упрощает стан и увеличивает КПД нагрева. За счет использования одной или двух дополнительных токонесущих секций 13 (см.фиг.5,8) достигается неравномерный нагрев заготовки 6 ( t, tj) , чем создают равные условиядеформирования в каждой ступени заготовки и расширяют технологические возможности процесса. Выполнение деформирующей части токонесущих секций 7 (см,фиг.11) шириной fa C)tl tgJb+-D/2(l- 3/5)Ctgf обеспечивает надежный контакт заготовки с инструментом, исключает искрение и их эрозию. За счет выполнения боковых граней клина каждой токонесущей секции наклонными под углом к рабочей поверхности плиты, увеличивающимся в направлении к заходной части инструмента, и под углом к продольной оси плиты, уменьшающимся в упомянутом направлении, достигается постоянство контактных усилий при прокатке и стабильность сопротивления электрической цепи, чем обеспечивается равномерный нагрев заготовки и снижение .вероятности вскры.тия осевой полости. Предложенный стан позволяет повысить качество прокатанных изделий, расширить технологические возможности и упростить конструкцию. Формула изобретения 1,Стан для поперечно-клиновой прокатки, содержащий нагревательное устройство, станину, установленные в ней подвижную и неподвижную параллельные плиты, закрепленные на рабочих поверхностях плит вдоль их продольных осей клиновые инструменты с заходными участками, обращенными к передним торцам плит, отличающийся тем, что, с целью повышения качества прокатанньах изделий, расширения технологических возможностей и упрощения конструкции стана, нагревательное устройство выполнено в виде двух токоведущих клиновух секций и источника питания, подключенного через низковольтный трансформатор к токоведущим секциям, причем последние установлены на неподвижной плите на равном расстоянии от передней кромки плиты перед заходньлми участками клиновых инструментов. 2.Стан по п.1, отличающий с я тем, что токоведущие секции выполнены в виде нескольких подсекций, установленных на равном расстоянии от переднего торца плиты.
3. Стан по П.1, отличающийся тем, что токоведущие секции выполнены шириной, определяемой зависимостью:
b ffCi3 t -t-D/2(i- VS)
где b - ширина секции,
R - радиус качения;
Iji - угол заострения клинового инструмента;
оС - угол наклона боковой грани;
D - диаметр исходной заготовки; б - степень обжатия.
4. Стан по ПП.1-3, о т Ли чающийся тем, что клин каждой токоведущей секции образован боковыми гранями, наклоненными под углом к рабочей поверхности плиты, увеличивающемся в направлении к заходной части инструмента и под углом к продольной оси плиты, уменьшающимся в упомянутом направлении.
Источники информации, принятые во внимание при экспертизе
1. Андреев Г.В , и др. Поперечноклиновая прокатка. Минск, Наука и техника , 1974, с.128.,

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ ИЗДЕЛИЙ ПЕРЕМЕННОГО СЕЧЕНИЯ | 1999 |
|
RU2179904C2 |
| Стан для поперечно-клиновой прокатки | 1977 |
|
SU715192A1 |
| Стан для поперечно-клиновой прокатки | 1982 |
|
SU1031604A1 |
| Инструмент для поперечно-клиновой прокатки | 1989 |
|
SU1699693A1 |
| Автоматическая линия для поперечно-клиновой прокатки заготовок квадратного сечения | 1982 |
|
SU1202674A1 |
| Инструмент для поперечно-клиновой прокатки заготовок многогранного профиля | 1990 |
|
SU1803241A1 |
| Плоскопрокатное устройство | 1990 |
|
SU1770015A1 |
| Стан для поперечно-клиновой прокатки | 1985 |
|
SU1328040A1 |
| Инструмент для поперечно-клиновой прокатки (варианты) | 2016 |
|
RU2630127C1 |
| Устройство для поперечно-клиновой прокатки | 1974 |
|
SU504601A1 |

.
S фиг- Z
фиг.}
(риг. б
Фиг. 7
It
фиг. 1
фиг. П
