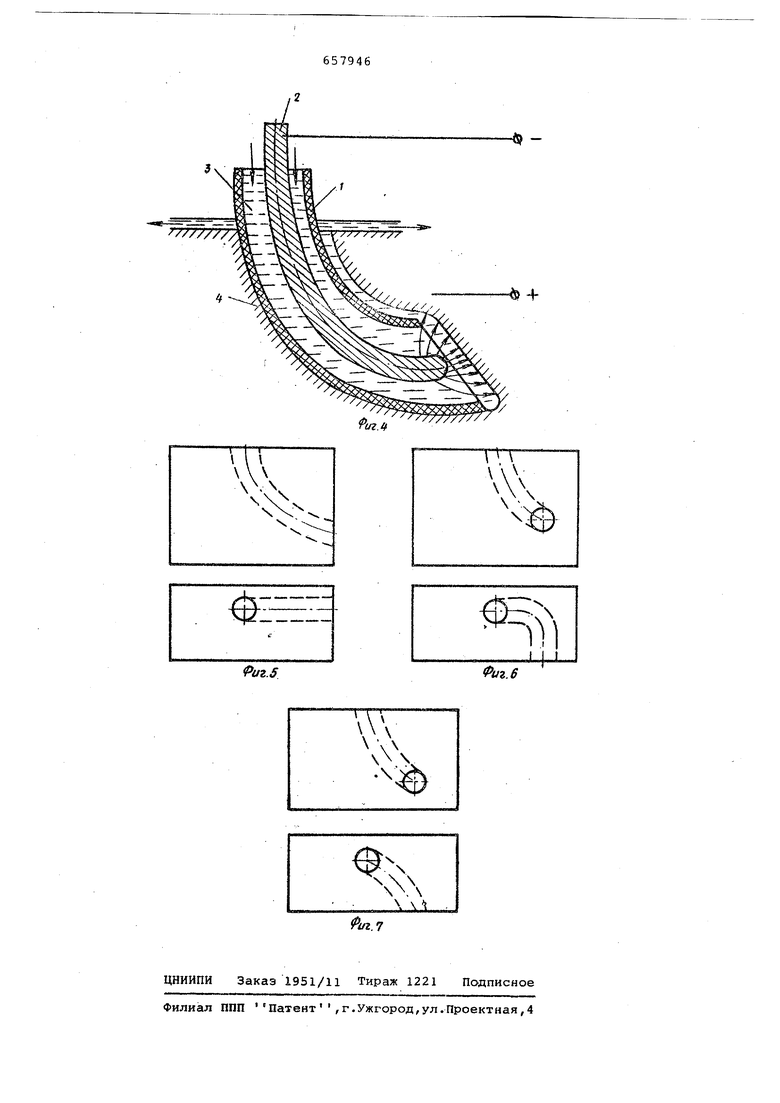
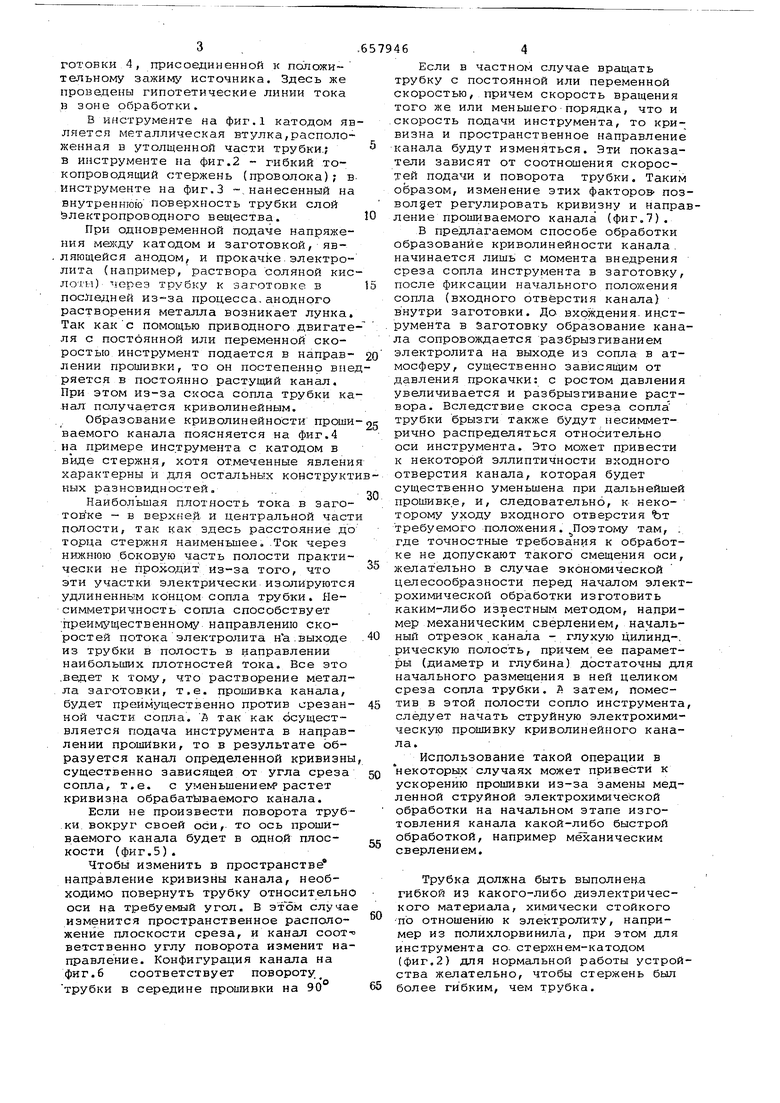
Изобретение относится к области электрохимии, а именно к способам электрохимической обработки деталей, и может быть применено для прошивки и доводки сквозных или глухих каналов различных диаметров, формы и кри визны на изделиях из электропроводных материалов струйным электрохимическим методом с регулированием направления прошиваемого канала в пространстве. Известен способ электрохимической прошивки сквозных или глухих каналов в заготовках из электропроводного материала вусловиях непрерывной про качки электролита через полый электрод-инструмент, представляющий собой жесткую цилиндрическую трубку из диэлектрического материала и размещенны внутри нее катод, при котором указанный инструмент перемещсиот по направгленшо к заготовке 1. Целью изобретения является возмож ность придания пропиваемому каналу криволинейной формы, а также регулирования его наклона и направления в првстранстве. Для этого прошивку ведут электро.дом-инструментом, выполненным в виде гибкой трубки со срезом сопла под углом не более 85 к оси инструмента. При этом после внедрения инструмента в заготовку можно осуществить его поворот относительно своей оси, в частности, на угол, равный требуемому угловому смещению плоскости, в которой расположена ось прошиваемого канала, или вращать трубку с постоянной или переменной скоростью. Перед началом электрохимической обработки на требуемом месте входного отверстия каким-либо известным методом, например механическим сверлением, можно изготовить глухую цилиндрическую полость диаметром и глубиной, достаточными для последующего размещения в ней целиком среза сопла трубки. На фиг.1,2,3 изображеныТконструктивные разновидности инструмента1для реализации предлагаемого способа ; на фиг.4 показан инструмент, внедренный в.заготовку; на фиг,5,6,7 показана плоская прямоугольная заготовка со сквозными криволинейными каналами в двух проекциях. Инст румент состоит из выполненной гибкой трубки 1 из диэлектрического материала; катода 2, углом Л обозначен наклон среза сопла трубки к оси инструмента, электролита 3 и заготовки 4, присоединенной к тельному зажиму источника. Здесь же проведены х ипотетические линии тока в зоне обработки. В инструменте на фиг.1 катодом яв ляется металлическая втулка,расположенная в утолщенной части трубки.; в инструменте на фиг.2 - гибкий токопроводящий стержень (проволока); в инструменте на фиг.З ,нанесенный на внутреннюю поверхность трубки слой Электропроводного вещества. При одновременной подаче напряжения методу катодом и заготовкой, являющейся анодом, и прокачке.электро лита (например, раствора соляной кис ло.г.ы) -гереэ трубку к заготовке в последней из-за процесса.анодного растворения металла возникает лунка. Так какс помощью приводного двигате ля с постоянной или переменной скоростью инструмент подается в направлении прошивки, то он постепенно вне ряется в постоянно растущий канал. При этом из-за скоса сопла трубки ка .нал получается криволинейным. Образование криволинейности проши ваемого канала поясняется на фиг.4 .на примере инструмента с катодом в виде стержня, хотя отмеченные явлени характерны и для остальных конструкт ных разновидностей о.. Наибольшая плотность тока в заготовке - в верхней, и центральной част полости, так как здесь расстояние до торца стержня наименьшее,.Ток через НИ.ЖНЮЮ боковую часть полости практически не проходит Из-за того, что эти участки электрически изолируются удлиненным концом сопла трубки. Несим1« етричность сопла способствует преим щественному направлению скоростей потока электролита на.выходе из трубки в полость в направлении наибольших плотностей тока. Все это .ведет к тому, что растворение метал. ла заготовки, т.е. прошивка канала, будет преимущественно против срезанной части сопла, А так как Осуществляется подача инструмента в направлении прошивки, то в результате образуется канал определенной кривизны существенно зависящей от угла среза сопла, т.е. с уменьшением растет кривизна обрабатываемого канала. Если не произвести поворота трубки вокруг своей оси, то ось прошиваемого канала будет в одной плоскости (фиг.З). Чтобы изменить в пространстве направление кривизны канала, необходимо повернуть трубку относительно оси на требуемый угол. В этВм случа изменится пространственное расположение плоскости среза, и канал соответственно углу поворота изменит направление. Конфигурация канала на фиг. 6 соответствует повороту. трубки в середине прошивки на 90 Если в частном случае вращать трубку с постоянной или переменной скоростью, причем скорость вращения того же или меньшегопорядка, что и скорость подачи инструмента, то кривизна и пространственное направление канала будут изменяться. Эти показатели зависят от соотношения скоростей подачи и поворота трубки. Таким оЬразом, изменение этих факторов- позволдет регулировать кривизну и направление прошиваемого канала (фиг.7). В предлагаемом способе обработки образование криволинейности канала . начинается лишь с момента внедрения среза сопла инструмента в заготовку, после фиксации начального поло5хения сопла (входного отверстия канала) внутри заготовки. До вхождения, инструмента в Заготовку образование канала сопровождается разбрызгиванием электролита на выходе из сопла в атмосферу, существенно зависящим от давления прокачки: с ростом давления увеличивается и разбрызгивание раствора. Вследствие скоса среза сопла трубки брызги также будут несимметрично распределяться относительно оси инструмента. Это привести к некоторой эллиптичности входного отверстия канала, которая будет существенно уменьшена при дальнейшей прошивке, и, следовательно, к некоторому уходу входного отверстия Ьт требуемого положения. Поэтому там, . где точностные требования к обработке не допускают такого смещения оси, желатально в случае экономической целесообразности перед началом электрохимической обработки изготовить каким-либо известным методом, на.пример механическим сверлением, начальный отрез.ок канала - глухую цилинд-. рическую полость, причем ее параметры (диаметр и глубина) достаточны дл.я начального размещения в ней целиком среза сопла трубки. А затем, поместив в этой полости сопло инструмента, следует начать струйную электрохимическую прошивку криволинейного канала. Использование такой операции в некоторых случаях может привести к ускорению прошивки из-за замены медленной струйной электрохимической обработки на начальном этапе изготовления канала какой-либо быстрой обработкой, например механическим сверлением. Трубка должна быть выполнена гибкой из какого-либо диэлектрического материала, химически стойкого по отношению к электролиту, например из полихлорвинила, при этом для инструмента со. стержнем-катодом (фиг,2) для нормальной работы устройства желательно, чтобы стержень был более гибким, чем трубка. Применение предлагаемого способа даёт возможность проишвать криволинейные кансшы, например, для струйной автоматики, смазки, охлаждения, в заготовках из электропроводных материалов. Это улучшит технико-экономические показатели обрабатываемых деталей, если наличие криволинейных каналов у них технически оправдано, а также существенно упростит технологию их изготовления. Использование этого способа позволяет регулировать .кривизну и направление прошиваемого канала. Формула изобретения 1. Способ электрохимической прошавку. сквозных или глухих каналов в заготовках из электропроводного ма териала в условиях непрерывной прокачки электролита через полый электрод-инструмент, представляющий собой трубку из диэлектрического материала и размещенный внутри нее катод, при котором указанный инстру мент перемещают по направлению к заготовке, от ли ч а ю щ и и с я тем, что, с целью придания прсшиваем му каналу сложной криволинейной фор мы, процесс ведут электродом-инструivjeHTQM, выполненным в виде гибкой трубки со срезом сопла под углом не более 85 к оси инструмента.
fuz.l
У
/
Раг.З
.2 2. Способ по П.1, отличаю щ и и с я тем, что, с целью изменения направления прошиваемого канала в пространстве. после внедрения инструмента в заготовку осуществляют поворот инструмента относительно своей оси на угол, равный требуемому угловому смещению плоскости, в которой расположена ось прошиваемого канала. 3.Способ по П.1, отличающийся тем, что с целью регулирования кривизны прошиваемого канала инструмент -вращают вокруг своей оси с постоянной или переменной скоростью. . 4.Способ по П.1, отличающий с я тем, что,с целью повышения точности входного отверстия канала, перед началом электрохимической обработки на требуемом мест входного отверстия каким-либо известным методом, например механическим сверлением, изготавливают Глухую цилиндрическую полость диаметром и глубиной, достаточными для последующего размещения в ней целиком среза сопла трубки. Источники информации, принятые во .внимание при экспертизе 1. Патент Англии 1363846, кл. С 7 В,1974.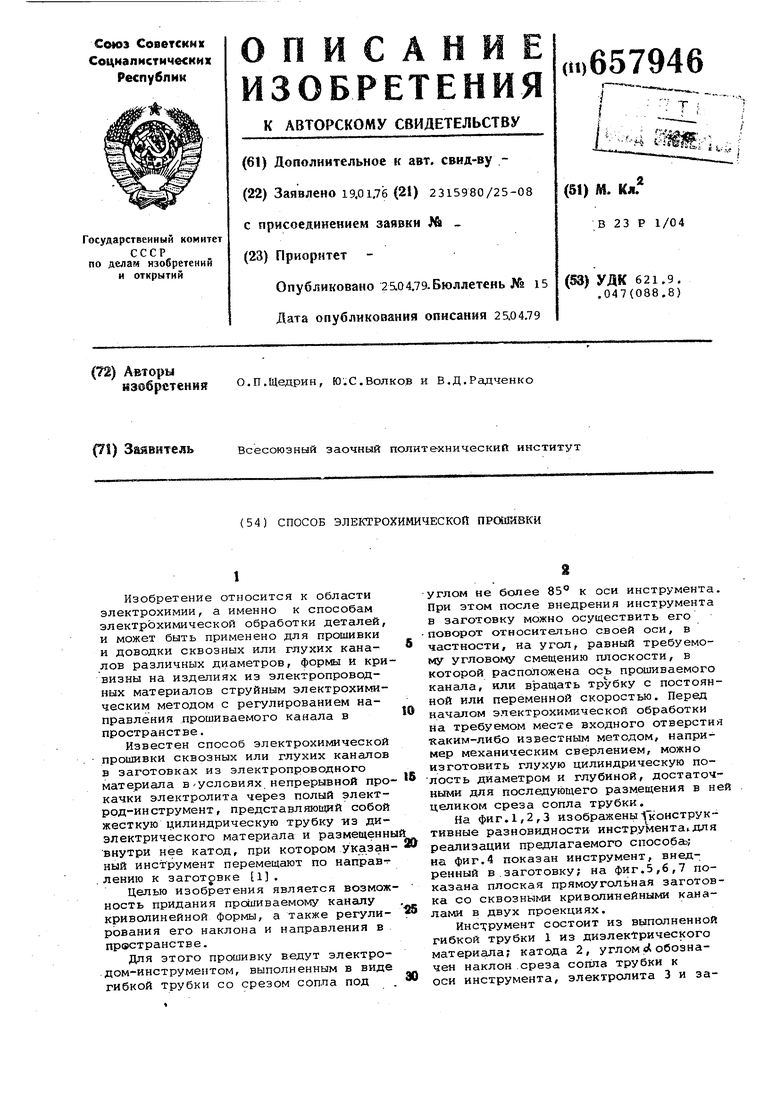
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ОТВЕРСТИЙ | 2009 |
|
RU2430816C2 |
| СПОСОБ ПРОШИВКИ СОПЛОВЫХ ОТВЕРСТИЙ | 2020 |
|
RU2723855C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРФОРАЦИОННЫХ ОТВЕРСТИЙ В ПОЛОЙ ЛОПАТКЕ ТУРБИНЫ ИЗ ЖАРОПРОЧНОГО СПЛАВА | 2019 |
|
RU2697751C1 |
| Способ электрохимической струйной обработки | 1987 |
|
SU1473917A1 |
| Устройство для электрохимической прошивки глубоких отверстий | 1989 |
|
SU1720817A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069126C1 |
| СПОСОБ ЭЛЕКТРОТЕРМИЧЕСКОГО ПОЛУЧЕНИЯ И ОБРАБОТКИ ИЗДЕЛИЙ И ПОКРЫТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2402630C2 |
| Установка для электрохимической прошивки криволинейных каналов | 1983 |
|
SU1174198A1 |
| Способ электрохимической струйной обработки | 1991 |
|
SU1815045A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЯ В ТРУБЕ ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 1998 |
|
RU2148481C1 |