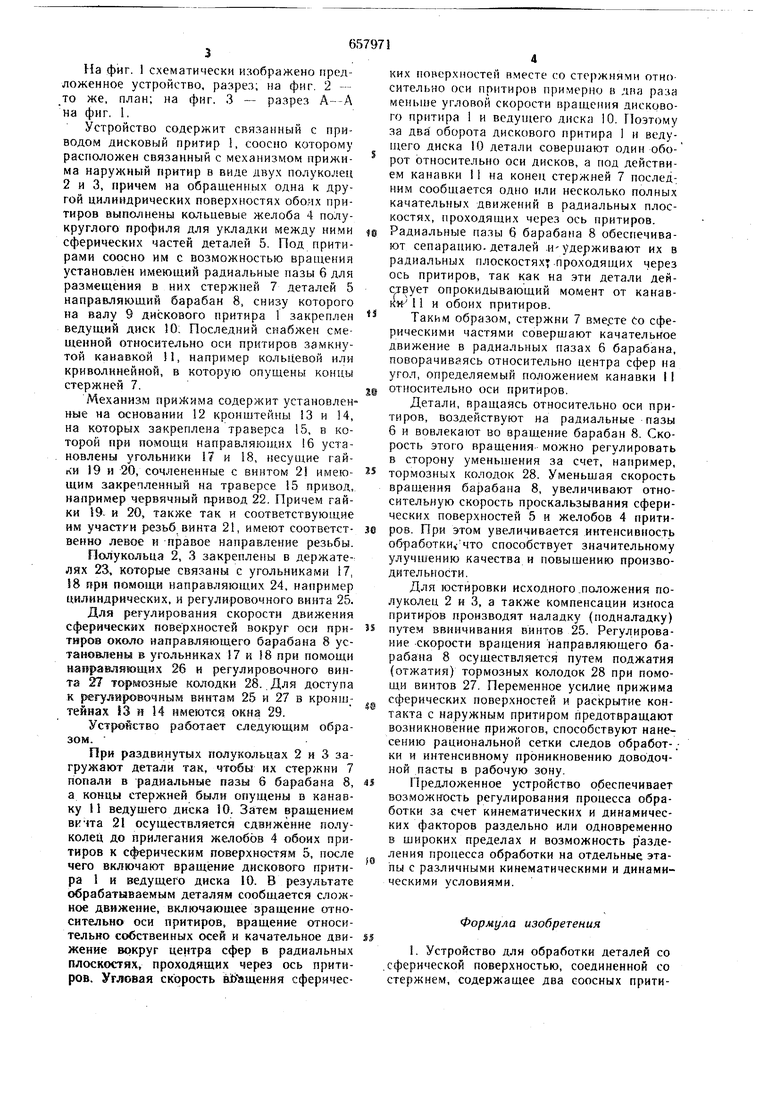
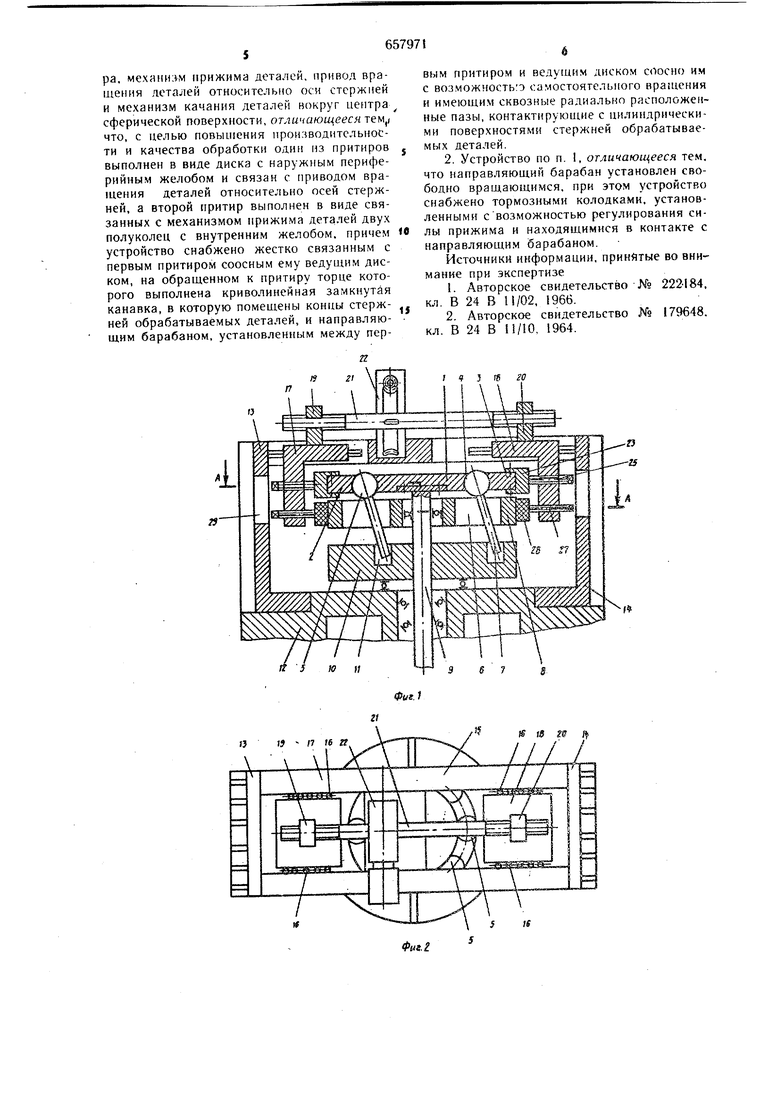
Изобретение относится к области станкостроения и касается обработки сферических поверхностей на стержневых деталях. Известно устройство для обработки деталей со сферической поверхностью, соединенной со стержнем. Оно содержит два дисковых инструмента с периферийными желобами и механизм, обеспечивающий вращение детали относительно оси стержня и качание вокруг оси сферической поверхности 1. Недостатком его является невысокая производительность обработки, так как деталь не перемешается вокруг оси одного из инструментов. Известно также устройство для обработки деталей со сферической поверхностью, соединенной со стержнем, содержащее два соосных притира, механизм прижима деталей и привод вращения деталей относительно центра сферической поверхности (2). Это устройство является наиболее близким к предложенному по технической сущности. Недостатком его является невысокая производительность и качество обработки сферической части деталей, в связи с ограниченной рабочей поверхностью лритиров и отсутствием перемещения деталей относительно этой поверхности. Целью изобретения является повышение производительности и качества обработки деталей. Это достигается тем, что в предложенном устройстве один из притиров выполнен в виде диска с наружным периферийным желобом и связан с приводом вращения деталей относительно осей стержней, а второй притир выполнен в виде связаниых с механизмом прижима деталей двух полуколец с внутренним желобом, причем устройство снабжено жестко связанным с первым притиром соосным ему ведущим диском, на обращенном к притиру торце которого выполнена кривопинейная замкнутая канавка, в которую помещены концы стержней обрабатываемых деталей, и направляющим барабаном, установленным между первым притиром и ведущим диском соосно им с возможностью самостоятельного вращения н имеющим сквозные радиально расположенные пазы, контактирующие с цилиндрическими поверучостями стержней обрабатываемых деталей. На фиг. 1 схематически изображено предложенное устройство, разрез; на фиг. 2 --то же, план; на фиг. 3 - разрез на фиг. 1. Устройство содержит связанный с приводом дисковый притир 1, соосно которому расположен связанный с механизмом прижима наружный притир в виде дву.ч полуколец 2 и 3, причем на обращенных одна к другой цилиндрических поверхностях обоих притиров выполнены кольцевые желоба 4 полукруглого профиля для укладки между ними сферических частей деталей 5. Под притирами соосно им с возможностью вращения установлен имеющий радиальные пазы 6 для размещения в них стержней 7 деталей 5 направляющий барабан 8, снизу которого на валу 9 дискового притира 1 закреплен ведущий диск 50: Последний снабжен смещенной относительно оси притиров замкнутой канавкой П, например кольцевой или криволинейной, в которую опущены концы стержней 7. Механизм прижима содержит установленные на основании 12 кронштейны 13 и 14, на которых закреплена траверса 15, в которой при помощи направляющих 6 уста. ковлены угольники 17 и 18, несущие гайки 19 и -20, сочлененные с винтом 2 имеющим закрепленный на траверсе 5 привод, например червячный привод 22. Причем гайки 19. и 20, также так и соответствующие им участки резьб винта 21, имеют соответственно левое и правое направление резьбы. Полукольца 2, 3 закреплены в держателях 23, которые связаны с угольниками 17, 8 при помощи направляющих 24, например цилиндрических, и регулировочного винта 25. Для регулирования скорости движения сферических поверхностей вокруг оси притиров около направляющего барабана 8 установлены в угольниках 17 к 18 при помощи направляющих 26 н регулировочного винта 27 тормозные колодки 28., Для доступа к регулир-овочным винтам 25 и 27 в кронш; тейнах 13 и 14 имеются окна 29. Устройство работает следующим образом. При раздвинутых полукольцах 2 и 3 загружают детали так, чтобы их стержни 7 попали в радиальные пазы 6 барабана 8, а концы стержней былн опущены в канавку П ведущего диска iO. Затем вращением вкчта 21 осуществляется сдвижение полуколец до прилегания желобов 4 обоих притиров к сферическим поверхностям 5, после чего включают вращение дискового притира 1 и ведущего диска 10. В результате обрабатываемым деталям сообщается сложное движение, включающее зращение относительно оси притиров, вращение относительно собственных осей и качательное движение вокруг центра сфер в радиальных плоскостях, проходящих через ось притиров. Угловая скорость вЬйщения сферических поверхностей вместе со стержнями относительно оси притиров примерно в лг1а раза меньше угловой скорости вращения дискового притира 1 и ведущего диска 10. Поэтому за два оборота дискового притира 1 и ведущего диска 10 детали совершают один оборот относительно оси дисков, а под действием канавки 11 на конец стержней 7 последним сообщается одно или несколько полных качательных движений в радиальных плоскостях, проходящих через ось притиров. Радиальные пазы 6 барабана 8 обеспечивают сепарацию, деталей .Иудерживают их в радиальных плоскостяхт проходящих через ось притиров, так как на эти детали дейструет опрокидывающий момент от какавк 11 и обоих притиров. Таким образом, стержни 7 вме.сте Со сферическими частями совершают качателькое движение в радиальных пазах 6 барабана, поворачиваясь относительно центра сфер на угол, определяемый положением канавки I I относительно оси притиров. Детали, вращаясь относительно оси притиров, воздействуют на радиальные пазы 6 и вовлекают во вращение барабан 8. Скорость этого вращения можно регулировать в сторону уменьшения за счет, например, тормозных колодок 28. Уменьщая скорость вращения барабана 8, увеличивают относительную скорость проскальзывания сферических поверхностей 5 и желобов 4 притиров. При этом увеличивается интенсивность обработки,-что способствует значительному улучшению качества и повыщению производительности. Для юстировки исходного,положения полуколец 2 и 3, а также компенсации износа притиров производят наладку (поднал-адку) путем ввинчивания винтов 25. Регулирование скорости вращения направляющего барабана 8 осуществляется путем поджатия (отжатия) тормозных колодок 28 при помощи винтов 27. Переменное усилие прижима сферических поверхностей и раскрытие контакта с наружным притиром предотвращают возникновение прижогов, способствуют нанесению рациональной сетки следов обработ-.ки и интенсивному проникновению доводочной пасты в рабочую зону. Предложенное устройство обеспечивает возможн ость регулирования процесса обработки за счет кинематических и динамических факторов раздельно или одновременно в широких пределах и возможность разделения процесса обработки на отдельные этапы с различными кинематическими и динамическими УСЛОВИЯМИ. Формула изобретения I. Устройство для обработки деталей со .сферической поверхностью, соединенной со стержнем, содержащее два соосных притнpa, механизм прижима деталей, привод вращения деталей относительно оси стержней и механизм качания деталей вокруг центра сферической поверхности, отличающееся тем что, с целью повьинения производительности и качества обработки одни из притиров выполнен в виде диска с наружным периферийным желобом и связан с приводом вращения деталей относительно осей стержней, а второй притир выполнен в виде связанных с механизмом прижима деталей двух полуколец с внутренним желобом, причем устройство снабжено жестко связанным с первым притиром соосным ему ведущим диском, на обращенном к притиру торце которого выполнена криволинейная замкнутая канавка, в которую помещены концы стержней обрабатываемых деталей, и направляющим барабаном, установленным между пер7ГТ1
« J Ю )
а вым притиром и ведущим диском споено км с возможность: самостоятельного вращения и имеющим сквозные радиально расположенные пазы, контактирующие с цилиндрическими поверхностями стержней обрабатываемых деталей. 2. Устройство по п. 1, отличающееся тем, что направляющий барабан установлен свободно вращающимся, при этом устройство снабжено тормозными колодками, установленными свозможностью регулирования силы прижима и находящимися в контакте с направляющим барабаном. Источники информации, принйтые во внимание при экспертизе 1.Авторское свидетельство N° 222-184, кл. в 24 в 11/02, 1966. 2.Авторское свидетельство № 17%48. кл. В 24 В П/10, 1964.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования торцевых поверхностей деталей | 1981 |
|
SU1116976A3 |
| Притир для доводки цилиндрических отверстий | 1988 |
|
SU1604578A1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| ВСЕСОЮЗНАЯ I | 1973 |
|
SU385681A1 |
| Устройство для обработки шариков | 1983 |
|
SU1093497A1 |
| УСТРОЙСТВО ВТОРИЧНОЙ ОРИЕНТАЦИИ ДЕТАЛЕЙ | 1998 |
|
RU2136474C1 |
| УСТРОЙСТВО ВТОРИЧНОЙ ОРИЕНТАЦИИ ПЛОСКИХ ДЕТАЛЕЙ | 1998 |
|
RU2129945C1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1999 |
|
RU2153979C1 |
| Устройство для штапелирования жгутовых химических волокон | 1981 |
|
SU968115A1 |
| Веломобиль | 1989 |
|
SU1702869A3 |
1 П 16 П
-л
iS ге
L/n
i te
О К п
а If о
г
