1
Изобретение относится к абразивной отрасли промышленности, в частности, оно касается конструкции устройства для зачистки плоскостей абразивных кругов и может найти применение в керамической и строительной про.мьипленностях.
Мри обжиге абразивных кругов последнне устанавливают в печь стопками высотой 200-220 мм. В целях снижения прилипания торповых поверхностей кругов друг к другу, они пересыпаются кварцевым песком или другим материалом. В результате сплавления связующей составляющей материала абразивных кругов зерна песка прилипают к их поверхностям, и вся стопка слипается.
В связи с этим возникает необходимостц отделения абразивных кругов друг от друга и удаления с их торцовых поверхностей Г1рилипаюи1их зерен кварцевого песка.
Известное устройство для зачистки плоскостей деталей содержит станину с приводом и рабочей камерой, в которой расположены нижнее и верхнее зачистные полотна,водило и ма1азин для деталей, 1.
При работе стопка деталей устанавливается в ма1азин. Вырезы в водиле проходят
под магазином, а детали под действием силы тяжести опускаются, каждая в соответствующий вырез, ложатся нижней поверхностью на нижнее зачистное полотно и передвигаются водилом по нижнему зачистному
полотну под верхним зачистным полотном. Недостаток указанного станка состоит в том, что он пригоден только для обработки изделий с гладкой торцовой и периферийной поверхностью. Кроме того, он требует абсолютно гладкой поверхности его питателей,
обеспечивающей легкое соскальзывание изделий в нужное для последующего перемещения положение. В противном случае происходит зависание изделий.
Цель изобретения - повышение производительности труда за счет исключения перекоса и зависания абразивных кругов.
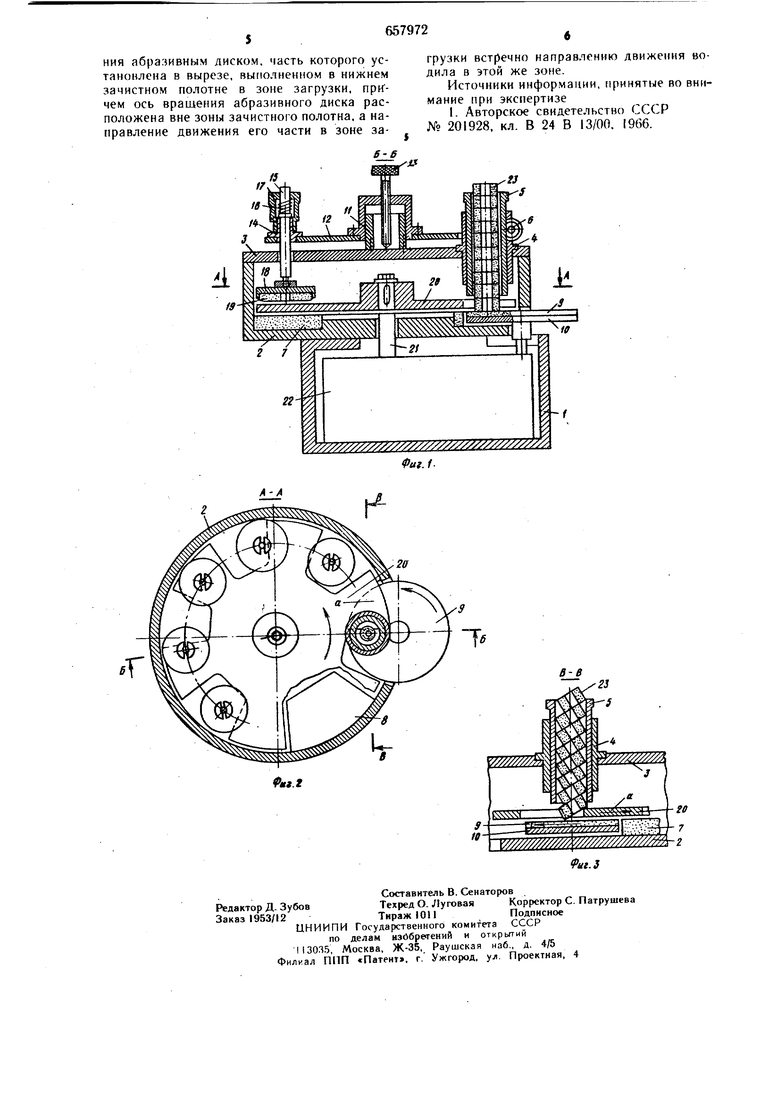
Указанная цель достигается тем, что предлагаемое устройство снабжено установленным с возможностью вращения абразивным диском, часть которого установлена в вырезе, выполненном в нижнем зачистном полотне в зоне загрузки, причем ось вращения абразивного диска расположена вне зоны зачистного полотна, а направление движения его части в зоне загрузки встречно направлению движения водила в этой же зоне. На фиг. 1 показан продольный разрез устройства для зачистки плоскостей абразивных кругов; на фиг. 2 - разрез по А-А; на фиг. 3 - разрез по В-В. Направление движения элементов устройства показано стрелками. Устройство содержит станину 1, на которой установлена рабочая камера состоящая из цилиндрического стакана. 2 с центральным отверстием и крышки 3. На крышке 3 смонтирован магазин для обрабатываемых изделий, включающий направляюш,ий стакан 4, регулируемую но высоте съемную гильзу 5 и фиксатор 6. В дне стакана 2 выполнена проточка, в которой уложено нижнее зачистное полотно 7 с секторным вырезом, под которым в дне стакана расположено окно 8, предназначенное для выхода обработанных кругов из рабочей каMepfci. На боковой поверхности стакана имеется горизонтальная прорезь, а часть зачнстного полотна, расположенная под магазином, выполнена в виде диска 9, напри-, мер, абразивного круга, лежащего на стальной шайбе 10, получающей вращение от привода. Центр диска 9 расположен вне зачистного полотна 1. На крышке 3 соосно с нижним зачистным полотном 7 жестко закреплено кольцо 11, являющееся направляющим элементом для плиты 12, высота расположения которой регулируется при помощи винта 13. На подвижной плите 12 смонтированы по окружности направляющие втулки 14. В каждую втулку 14 установлена скалка 15, подх имаемая пружиной 16. Усилие поджима скалки 15 регулируется гайкой 17. К нижним концам скало 15, находящимся в рабочей камере, шарнирно крепятся обоймы 18 с рабочими дисками 19. Между дисками 19 и нижним зачистным полотном 7 находится водило 20 с радиальными вырезами, которое установлено параллельно и соосно нижнему зачистному полотну 7. Направление движения диска под магазином встречно направлению движения водила. Водило 20 через центральный вал 21 связано с приводом 22. Устройство работает следующим образом. Сменная гильза 5 магазина устанавл;1вается в направляющий стакан 4 и стопбрится фиксатором б таким образом, расстояние по высоте между нижним зачкстным полотном 7 и нижним торцом гильзы было на 2-3 мм больше высоты .зачищаемых кругов 23. В магазин загружаются стопкой изделия 23. Предположим, что при этом выступ «а водила 20 находится под магазином, тогда стопка изделий будет опираться на этот выступ. При включении привода 22 вал 21 вместе с водилом 20 и шайба 10 с абразивным кругом 9 начнут вран1аться в направлениях, указанных на фиг. 2. По мере выхода выступа «а из-под магазина нижнее изделие наклоняется в сторону соответствующего радиального выреза в водиле 20 (фиг. 3) и касается абразивного круга 9. Благодаря тому, что направление движения абразивного круга 9 под магазином встречно движению выступа «а -родила 20, изделие легко ложится своей нижней плоскостью на круг 9 и выводится из-под магазина в зону зачистки следующим выступом водила 20. В случае слипания изделий происходит их разделение. Когда нижнее изделие выводится из-под магазина, стопка оставшихся изделий 23 опирается на тот выступ «а водила, который сдвигает это изделие... Если же перед включением устройства нижнее изделие в стопке попало в радиальный вырез водила 20 и легло нижней плоскостью на круг 9, то при включении устройства водило 20 выведет это изделие из-под магазина и направит его в зону зачистки. Зачистка изделий осуществляется путем проталкивания их водилом 20 между нижним зачистным полотном 7 и подпружиненными рабочими дисками 19. Расстояние по высоте между нижним зачистным полотном 7 и рабочими дисками 19 устанавливается на 0,5-1 мм меньше минимальной допустимой высотыизделий 23 для каждого типоразмера и регулируется вертикальным перемещением плиты 12 при помощи винта 13. По достижении обрабатываемым изделием секторного выреза в нижнем зачистном полотне 7 и окна 8 в дне стакана 2 оно выпадает из рабочей камеры. Таким образом, каждое изделие проходит (Обработку по пути движения от магазина до разгрузочного окна 8. Пыль, образующаяся при работе устройства, отводится из рабочей камеры в цеховую вентиляцию. Предлагаемое устройство позволяет автоматизировать операции разделения и зачистки плоскостей абразивных кругов и повысить производительность труда в 2-3 раза. Кроме этого нецрерывность действия предлагаемого устройства обеспечивает возможность его работы в автоматической линии. Формула изобретения Устройство для зачистки плоскостей деталей, содержащее станину с приводрм и рабочей камерой, в которой расположены нижнее и верхнее зачистные полотИа; водило и магазин для деталей, отличающееся тем, что, с целью повышения производительности труда за счет исключения перекоса и зависания абразивных кругов, устройство снабжено установленным с возможностью враще
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зачистки | 1983 |
|
SU1142265A1 |
| Способ зачистки осевых каналов роторов турбин и устройство для его осуществления | 1990 |
|
SU1784448A1 |
| Устройство для обработки керамических деталей | 1989 |
|
SU1733246A1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1997 |
|
RU2187425C2 |
| Устройство для дробеударного формообразования и зачистки крупногабаритных деталей | 2020 |
|
RU2739054C1 |
| Устройство для абразивной обработки | 1977 |
|
SU659365A1 |
| СТАНОК ДЛЯ ИГЛОФРЕЗЕРОВАНИЯ | 1995 |
|
RU2080965C1 |
| Устройство для зачистки кромок обечаек | 1990 |
|
SU1738611A1 |
| Термическая проходная печь | 1980 |
|
SU998831A1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
