Предлагаемое изобретение относится к области станкостроения и является дополнительным к изобретению по авт. св. № 563273.
В устройстве по авт. св. № 563273 переход с быстрой подачи полвода детали к инструменту на медленную рабочую подачу врезания производится при одном и том же положении коромысла подачи (при крайнем левом положении поршня силового цилиндра), а устройство налаживается таким образом, чтобы переход с быстрой подачи подвода на рабочую происходил раньше, чем обрабатываемая деталь коснется режущего инструмента. При этом при разных припусках на обработку деталей рабочая подача начинается раньше, чем начинается процесс шлифования. Это приводит к потере производительности 111. .
Известны устройства для переключения с быстрой подачи на рабочую на шлифовальных станках (2).
Эти устройства пригодны преимущественно для стйнков, производящих обработку деталей П1лифовальными кругами с размерной (жесткой) подачей. В ленточно-шлифо вальных станках с упругой подачей под
действием веса деталей механизма подачи) использование известны.х устройств невозможно.
Цель изобретения - повышение производите.льности обработки путем точного перехода с быстрого подвода детали на рабочую подачу - в момент касания обрабатываемой детали с абразивной лентой.
В предлагаемом устройстве поставленная цель достигается тем, что оно снабжено дополнительным рычагом, несущим механизм размерной подачи, шарнирно прикрепленным и поджатым силовым элементом к рычагу подвижного упора, при этом введенный в устройство привод быстрого подвода соединен с упомянутым дополнительным рычагом.
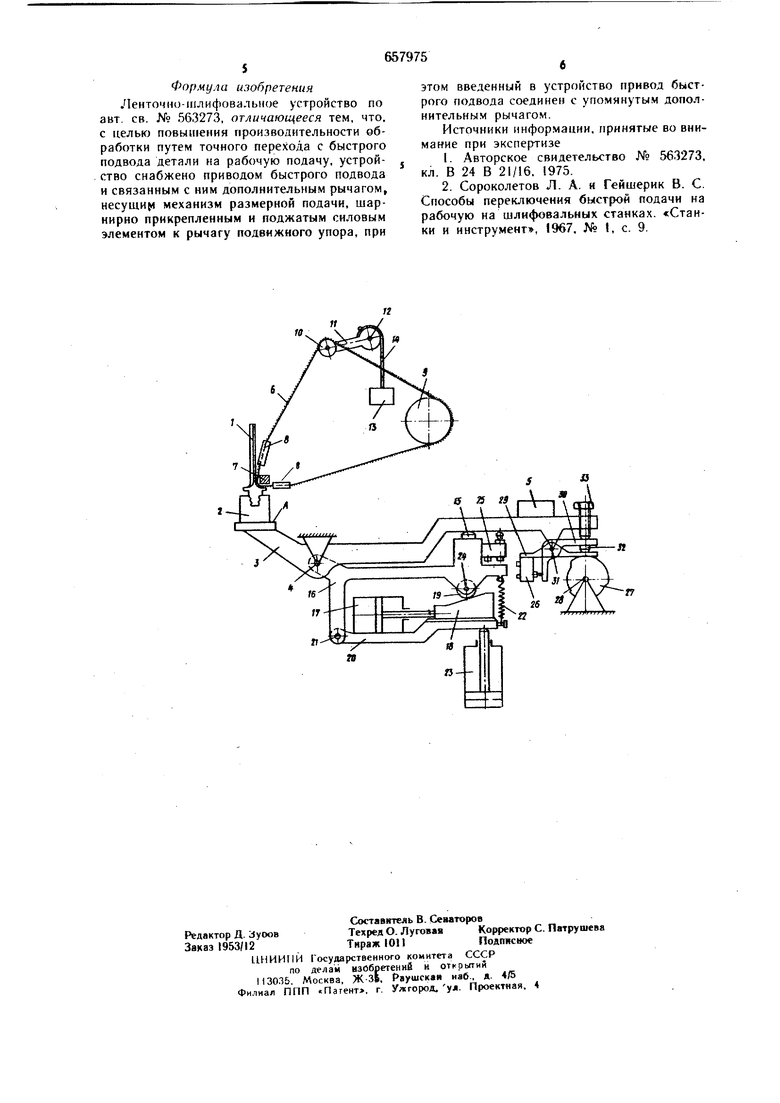
На чертеже изображено описываемое устройство в плоскости вращения абразивной ленты.
Как и в основном устройстве, обрабатываемая деталь 1 с помощью крег1ежного приспособления 2 установлена на базовой площадке А коромысла упругой подачи 3, имеющего возможность поворачиваться вокру оси 4. На правом конце коромысла установлен груз 5, величиной которого задают усилие поджима обрабатываемой детали I к
абразивной ленте б, огибающей контактный элемент 7, направляющие желобки 8, ведуи1ий шкив 9 и натяжной ролик 10, установленный на рычаге 11, имеющем возможность поворачиваться вокруг оси 12 под действием груза 13, закрепленного на рычаге с помощью троса 14.
Подвижный упор 15 рычага 16 подвижного упора, выполненного в виде коромысла имеющего возможность поворачиваться под действием своего веса вокруг оси 4, взаимодействует с коромыслом упругой подачи 3.
Отличительной особенностью описываемого устройства является то, что механизм размерной подачи, выполненный, например, в виде перемещаемого силовым цилиндром 17 кулачка 18, взаимодействующего с р чагом 16 подвижного упора через свободно вращающийся ролик 19, с помощью коромысла 20 и оси 21 шарнирно уста.новлея на рычаге 16 подвижного упора, причем коромысло 20 и рычаг 16 подвижного упора имеют между собой силовое замыкание, например, с помодцью стягивающей их пружины 22, а UITOK силового цилиндра 23, осуществляющего быстрый подвод, соединен с коромыслом 20.
В качестве механизма быстрого подвода могут быть использованы и другие устройства.
Ролик 19 вращается на оси 24, установленной на рычаге 16 подвижного упора. Микропереключатель (датчик) 25 устаповлен на рычаге 16 подвижного упора и взаимодействует с опорной площадкой коромысла 3 синхронно с подвижным упором 15. Конец обработки детали определяется по срабатыванию микропереключателя 26i расположенного в цепи компенсатора износа ленты, содержащего кулак 27, который по мере износа ленты проворачивают вокруг оси 28, коромысла 29 и 30, установленные на одной оси 31, расположенной на коромысле подачи 3, и упоры 32 и 33, один из которых установлен на коромысле 30, а BTO рой - на коромысле 3.
Прн установке детали 1 в приспособление 2 поршень силового цилиндра 17 находится в крайнем левом положении, а пор шень цилиндра 23 поднят .до отказа вверх. Коромысло 3 упругой подачи при этом повернуто до отказа против часовой стрелки, т. е. приспособление 2 отведено от зоны об: работки (от абразивной ленты).
При пуске устройства вращается щлифовальная лента и подается давление в верхнюю полость силового цилиндра 23, поршень которого быстро nepeweiiiaeTCH вниз, давая возможность коромыслу 3 и рычагу 16 подвижного упора поворачиваться вокруг оси 4 по часовой стрелке под действием их веса и груза 5. В момент касания ленты с обрабатываемой деталью прекращается поворот коромысла 3, а рычаг 16 подвижного упора поворачивается дальше в
том же направлении под действием своего веса. При этом упор 15 отходит от коромысла 3, в результате чего срабатывает микропереключатель 25, который подает сигнал на прекращение быстрой подачи, т.е. на остановку щтока поршня цилиндра 23 и, его фиксацию в этом положении (устройство фиксации на чертеже не изображено). Одновременно подается сигнал .на включение механизд1а размерной подачи, т.е. начинает подаваться давление в левую полость силового цилиндра 17. Поршень этого цилиндра, смещаясь с заданной скоростью размерной подачи вправо, перемещает кулак 18, который дает возможность опускаться рычагу 16 подвижного упора, а следовательно, и, коромыслу 3 упругой подачи, производящему подачу обрабатываемой детали к абразивной ленте с контактным элементом.
Система упругой и размерной подачи работает также, как и в основном устройстве, т.е. если коромысло 3 поворачивается вокруг оси 4 медленнее, чем рычаг 16 подвижного упора, то упор 15 отходит от коромысла 3, а вместе с упором 15 отходит и конец подвижного подпружиненного контакта микропереключателя 25. Этот микропереключатель подает сигнал на остановку механизма размерной подачи, т. е. в данном случае на остановку порщня силового цилиндра 17. Одновременно подается сигнал на доступ давления в правую полость силового ци-. линдра 17, порщень которого смещаясь, приподнимает рычаг 16 подвижного упора с упором 15 до соприкосновения с коромыслом 3,
Таким образом, рычаг 16 подвижного упора с микропереключателем 25, коромыслам 3 и механизмом размерной подачи, как и в известном устройстве, образуют следящую систему с обратной связью, которая позволяет осуществлять жесткую (размерную) подачу в направлении врезания при ее упругом характере в обратном направлении.
В конце обработки правые концы коромысел 29 и 30 через упор 32 замыкаются под действием упора 33 коромысла упругой подачи 3 и кулачка 27. Одновременно замыкаются левые концы указанных крромысел, в результате чего срабатывает, микропереключатель 26, подающий сигнал на силовые цилиндры 17 и 23, поршни которыхотходят в исходное положение. При этом происходит быстрый отвод обрабатываемой детали 1 от абразивной ленты. Устройство автоматически возвращается в исходное состояние для смены обрабатываемой детали.
. Повышение производительности за снет использования описываемого устройства приблизительно равно соотношению припуска на обработку и допуска на этот припуск, т.е. практически для большинства случаев производительность повышается на 30-50%Формула изобретения Ленточно-иыифовальное устройство по авт. св. № 563273, отличающееся тем, что, с целью повышения производительности обработки путем точного перехода с быстрого подвода детали на рабочую подачу, устройство снабжено приводом быстрого подвода и связанным с ним дополнительным рычагом, несущи{1« механизм размерной подачи, шарнирно прикрепленным и поджатым силовым элементом к рычагу подвижного упора, при
этом введенный в устройство привод быстрого подвода соединен с упомянутым дополнительным рычагом.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство № 563273, кл. В 24 В 21/16, 1975.
2.Сороколетов Л. А. я Гейшерик В. С. Способы переключения быстрой подачи на рабочую на шлифовальных станках. «Станки и инструмент, 1967. № , с. 9.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок | 1977 |
|
SU704765A2 |
| Ленточно-шлифовальное устройство | 1975 |
|
SU563273A1 |
| Устройство для ленточного шлифования | 1976 |
|
SU598737A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU611763A1 |
| Ленточно-шлифовальный станок | 1978 |
|
SU751591A2 |
| Ленточно-шлифовальное устройство | 1976 |
|
SU609613A1 |
| Ленточно-шлифовальный станок | 1975 |
|
SU553095A1 |
| Устройство для автоматического управления работой ленточношлифовального станка | 1975 |
|
SU562417A1 |
| Устройство для ленточного шлифования | 1977 |
|
SU709341A2 |
| Ленточно-шлифовальный станок | 1981 |
|
SU959985A1 |
гв
N
