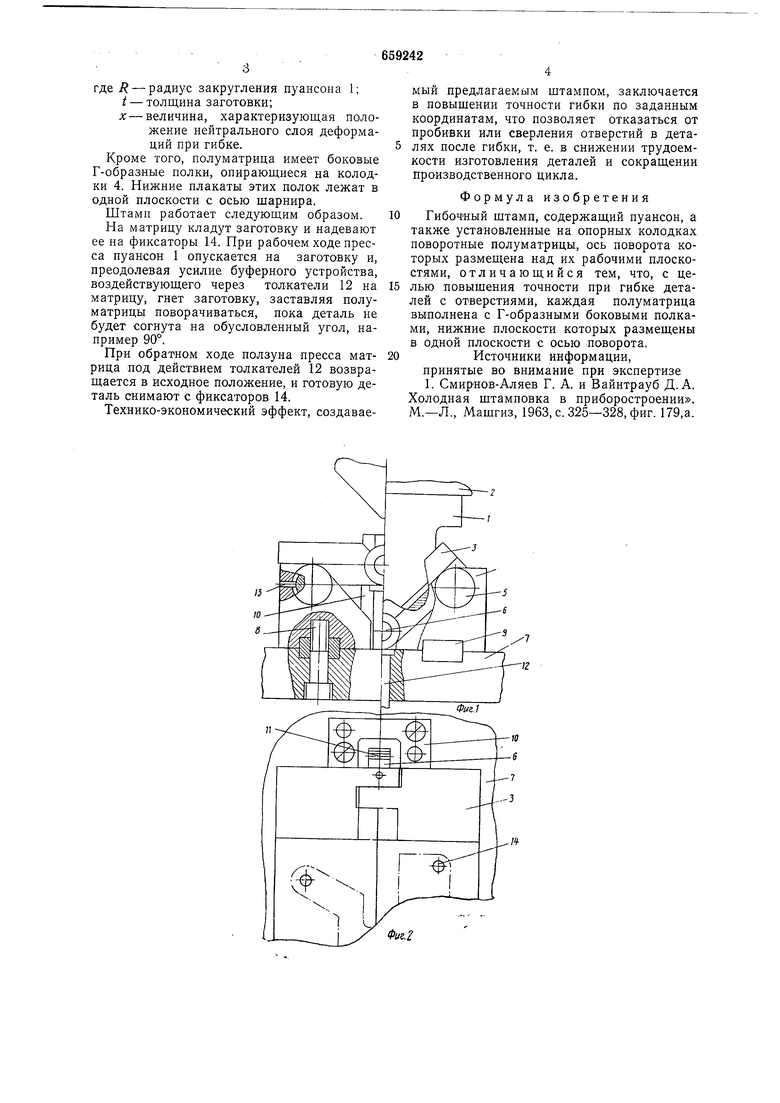
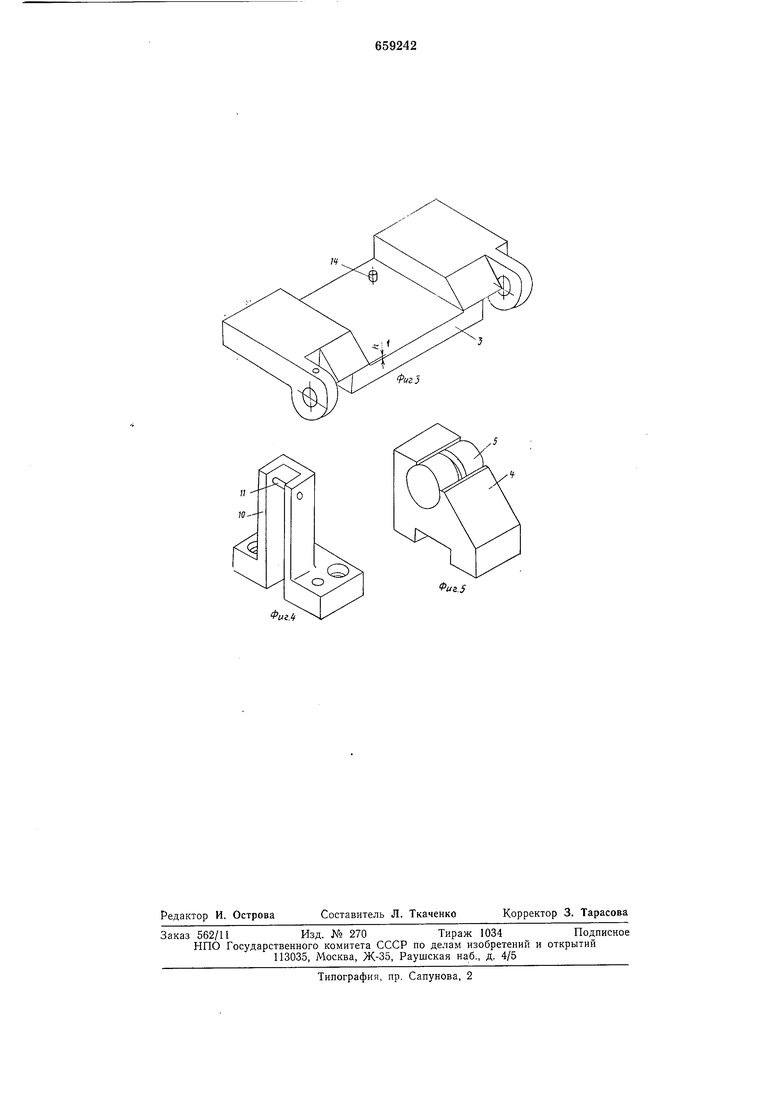
где -радиус закругления пуансона 1; t - толщина заготовки; X - величина, характеризующая положение нейтрального слоя деформаций при гибка. Кроме того, полуматрица имеет боковые Г-образяые полки, опирающиеся на колодки 4. Нижние плакаты этих полок лежат в одной плоскости с осью шарнира. Штамп работает следующим образом. На матрицу кладут заготовку и надевают ее на фиксаторы 14. При рабочем ходе пресса пуансон 1 опускается на заготовку и, преодолевая усилие буферного устройства, воздействующего через толкатели 12 на матрицу, гнет заготовку, заставляя полуматрицы поворачиваться, пока деталь не будет согнута на обусловленный угол, например 90°. При обратном ходе ползуна пресса матрица под действием толкателей 12 возвращается в исходное положение, и готовую деталь снимают с фиксаторов 14. Технико-экономический эффект, создаваемый предлагаемым штампом, заключается в повышении точности гибки по заданным координатам, что позволяет отказаться от пробивки или сверления отверстий в деталях после гибки, т. е. в снижении трудоемкости изготовления деталей и сокращении производственного цикла. Формула изобретения Гибочный штамп, содержащий нуансон, а также установленные на опорных колодках поворотные полуматрицы, ось поворота которых размещена над их рабочими плоскостями, отличающийся тем, что, с целью повышения точности при гибке деталей с отверстиями, каждая полуматрица выполнена с Г-образными боковыми полками, нижние плоскости которых размещены в одной плоскости с осью поворота. Источники информации, принятые во внимание при экспертизе 1. Смирнов-Аляев Г. А. и Вайнтрауб Д. А. Холодная щтамповка в приборостроении. М.-Л., Машгиз, 1963,с. 325-328,фиг. 179,а.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки деталей типа скоб | 1986 |
|
SU1346298A1 |
| Гибочный штамп для изготовления @ -образных изделий с отверстиями в полках | 1985 |
|
SU1292873A1 |
| Штамп для угловой гибки | 1980 |
|
SU978977A1 |
| Гибочный штамп | 1979 |
|
SU837480A1 |
| Гибочный штамп | 1990 |
|
SU1729660A1 |
| Штамп для гибки скоб из штучных заготовок | 1990 |
|
SU1807904A3 |
| Гибочный штамп для изготовления П-образных деталей с отверстиями в полках | 1980 |
|
SU1009566A1 |
| Штамп для изготовления изделий типа угольник с отверстием на одной полке | 1987 |
|
SU1518057A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ | 1991 |
|
RU2013170C1 |
| Штамп для одноугловой гибки штучных заготовок | 1989 |
|
SU1703220A1 |
я
Фиг.2
Фui.l
