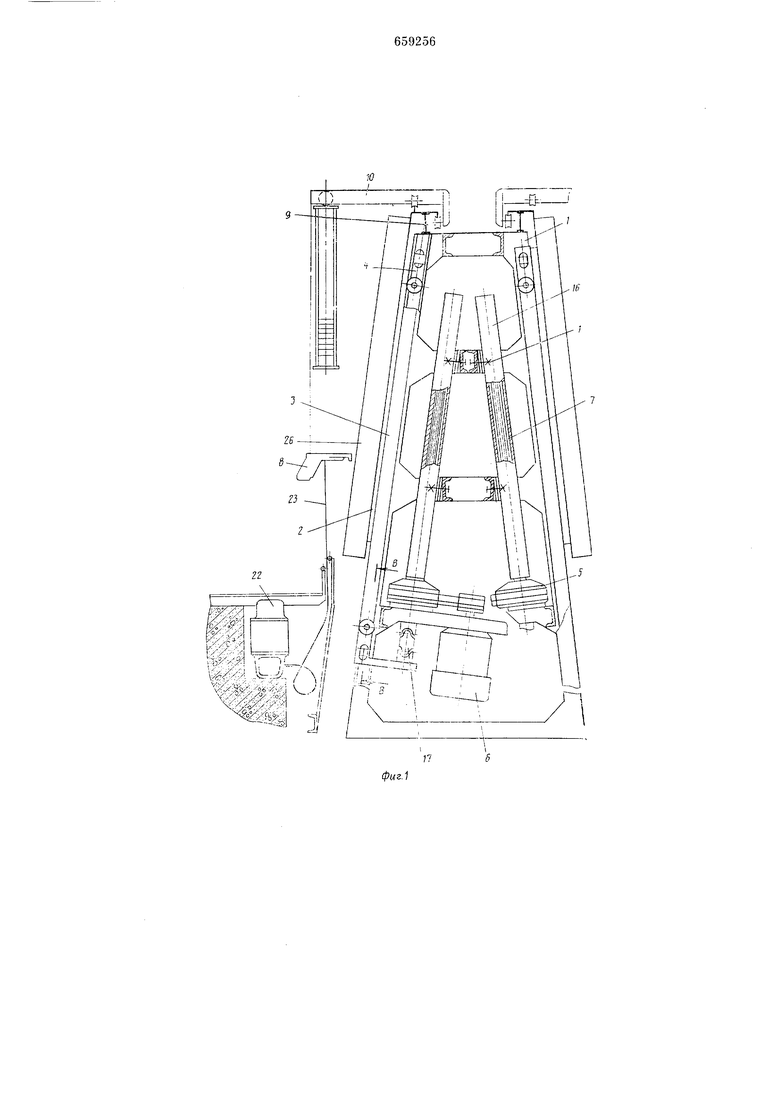
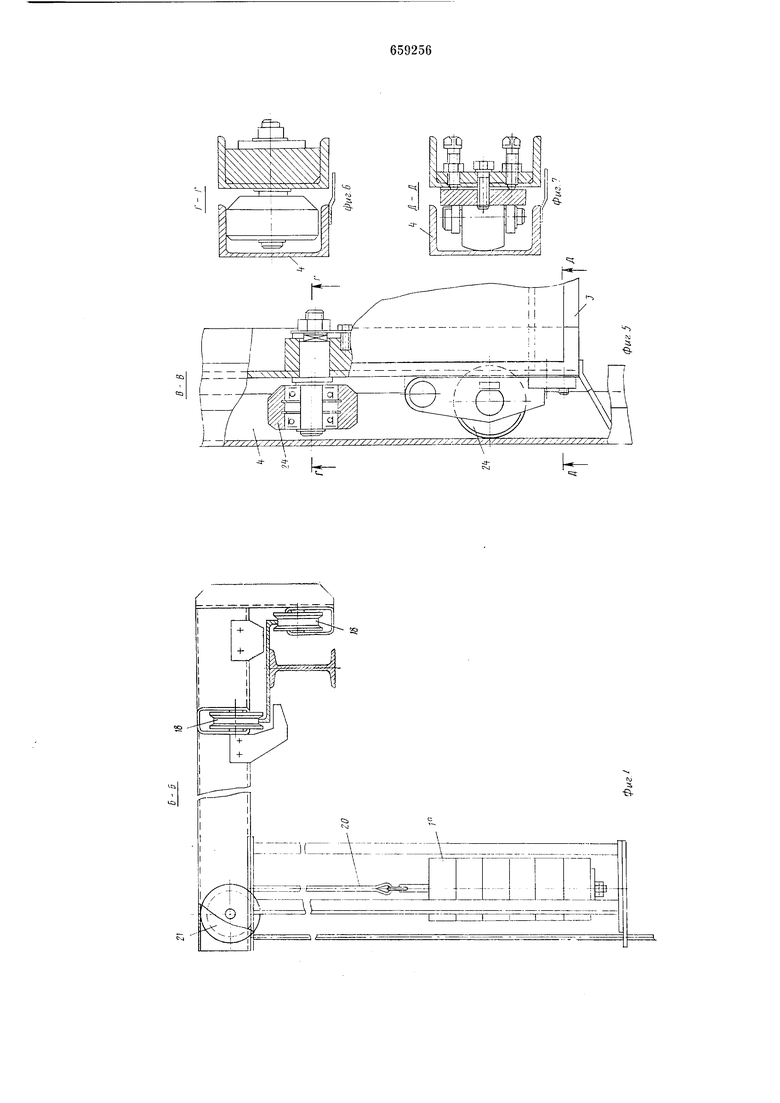
фнг. 5-сеченне В-В на фнг. 1; на фиг. 6 - ссчснпе Г-Г на фиг. 5; на фиг. 7 - сечепис Д-Д на фнг. 5.
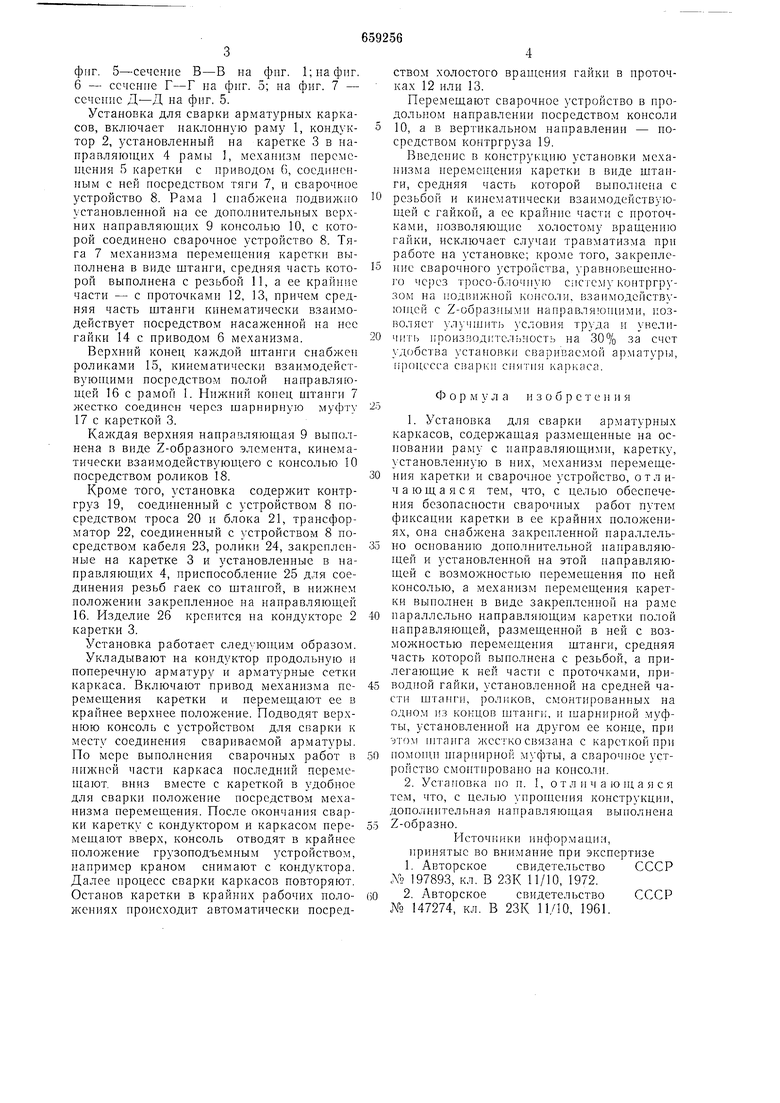
Установка для сваркн арматурных каркасов, включает наклонную раму 1, кондуктор 2, установленный на каретке 3 в нанравляю1цнх 4 рамы 1, механизм персмеН1,ения 5 каретки с приводом (5, соединенным с ней посредством тяги 7, и сварочное устройство 8. Рама 1 снабжена подвижно установленной на ее дополнительных верхних нанравляюш,их 9 консолью 10, с которой соединено сварочное устройство 8. Тяга 7 механнзма неремен1ения кареткн выполнена в виде штанги, средняя часть которой выполнена с резьбой 11, а ее крайние части - с нроточкамн 12, 13, причем средняя часть штанги кинематически взаимодействует посредством насаженной на нее гайки 14 с приводом 6 механизма.
Верхний конец каждой штанги снабжен роликами 15, кинематически взаимодействуюпшми посредством полой направляющей 16 с рамой 1. Нижний конец штанги 7 жестко соединен через шарнирную муфту 17 с кареткой 3.
Каждая верхняя направляющая 9 выполнена в внде Z-образного элемента, кинематически взаимодействуюн1,его с консолью 10 посредством роликов 18.
Кроме того, установка содержит контргруз 19, соединенный с устройством 8 носредством троса 20 и блока 21, трансформатор 22, соединенный с устройством 8 посредством кабеля 23, ролики 24, закрепленные на каретке 3 и установленные в нанравляющих 4, приспособлепие 25 для соединения резьб гаек со штангой, в нижнем положении закрепленное на направляющей 16. Изделие 26 крепится на кондукторе 2 каретки 3.
Установка работает следующим образом.
Укладывают на кондуктор продольную и поперечную арматуру н арматурные сетки каркаса. Включают привод механизма перемещения каретки и перемещают ее в крайнее верхнее положение. Подводят верхнюю консоль с устройством для сварки к месту соединения свариваемой арматуры. По мере выиолнения сварочных работ в нижней части каркаса последний перемещают. вниз вместе с кареткой в удобное для сварки положение посредством механизма перемещения. После окончания сваркн каретку с кондуктором и каркасом неремещают вверх, консоль отводят в крайнее ноложение грузоподъемным устройством, например краном снимают с кондуктора. Далее нроцесс сварки каркасов повторяют. Останов каретки в крайних рабочих положениях происходит автоматически посредством холостого вращения гайки в проточках 12 или 13.
Перемещают сварочное устройство в нродольном направлении посредством консоли
10, а в вертикальном направлении - посредством контргруза 19.
Введение в конструкцию установки механизма иеремен1,ения кареткн в виде штанги, средняя часть которой вынолиена с
резьбой и кинематнчески взаимодействующей с гайкой, а ее крайние части с проточками, позволяющие холостому вращению гайки, исключает случаи травматизма при работе на установке; кроме того, закрепление сварочного устройства, уравновешенного через тросо-блочпую систему контргрузом на под1 ижной консоли, взанмодейству:он1,ей с Z-образиыми направляюи1ими, позволяет улуч1иит)э условия труда и увелнчить производительность на 30% за ечет удобства установки сваривае.мой арматуры, процесса сварк снятия каркаса.
Фор м у л а н 3 о б р е т е н и я
1.Установка для сварки арматурных каркасов, содержащая размепгенные на основании раму с направляющими, каретку, уетановленную в ннх, механизм иеремещення каретки и еварочное устройство, отличающаяся тем, что, с целью обеснечения безопасности сварочных работ путем фиксации кареткн в ее крайних положениях, она снабжена закрепленной параллельно основанию дополнительной нанравляющен и установленной на этой направляющей с возможностью перемещения по ней консолью, а механизм перемещения каретки вынолнеи в виде закрепленной на раме
параллельно нанравляющим каретки полой направляющей, размещенной в ней с возможностью перемещения штанги, ередняя часть которой вынолнена с резьбой, а нрнлегающие к ней части с проточками, нриводной гайки, установленной на средней части штанги, роликов, смонтированных на одном из концов штанп;, и шарнирной муфты, установленной на другом ее конце, нрн JTOM игганга жестко связана с кареткой нри
noMOHUi шарнирной муфты, а сварочное устройство смонтировано на консоли.
2.Ус1аповка по и. I, от л и ч а io и; а я с я тем, что, с целью упрои1ения конструкции, донолнительная направляющая вынолнена
Z-образно.
И сточ и и к и и н ф о р м а ц и и, принятые во внимание при экспертизе 1. Авторское свидетельство СССР Л 197893, кл. В 23К П/Ю, 1972. 2. у вторское свидетельство СССР № 147274, кл. В 23К 11/10, 1961.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для контактной точечной сварки пространственных арматурных каркасов | 1976 |
|
SU617135A1 |
| Устройство для сборки пространственных арматурных каркасов | 1981 |
|
SU973765A1 |
| Машина для контактной точечной сварки | 1976 |
|
SU612762A1 |
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХКАРКАСОВ | 1970 |
|
SU259344A1 |
| Устройство для контактной сварки пространственных арматурныхКАРКАСОВ | 1970 |
|
SU437337A1 |
| Установка для изготовления пространственных арматурных каркасов | 1990 |
|
SU1773639A1 |
| Устройство для сборки объемных арматурных каркасов | 1976 |
|
SU586260A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2011 |
|
RU2486040C2 |
| Устройство для контактной точечной сварки арматурных каркасов | 1976 |
|
SU590054A1 |
Ш
I
CQ
