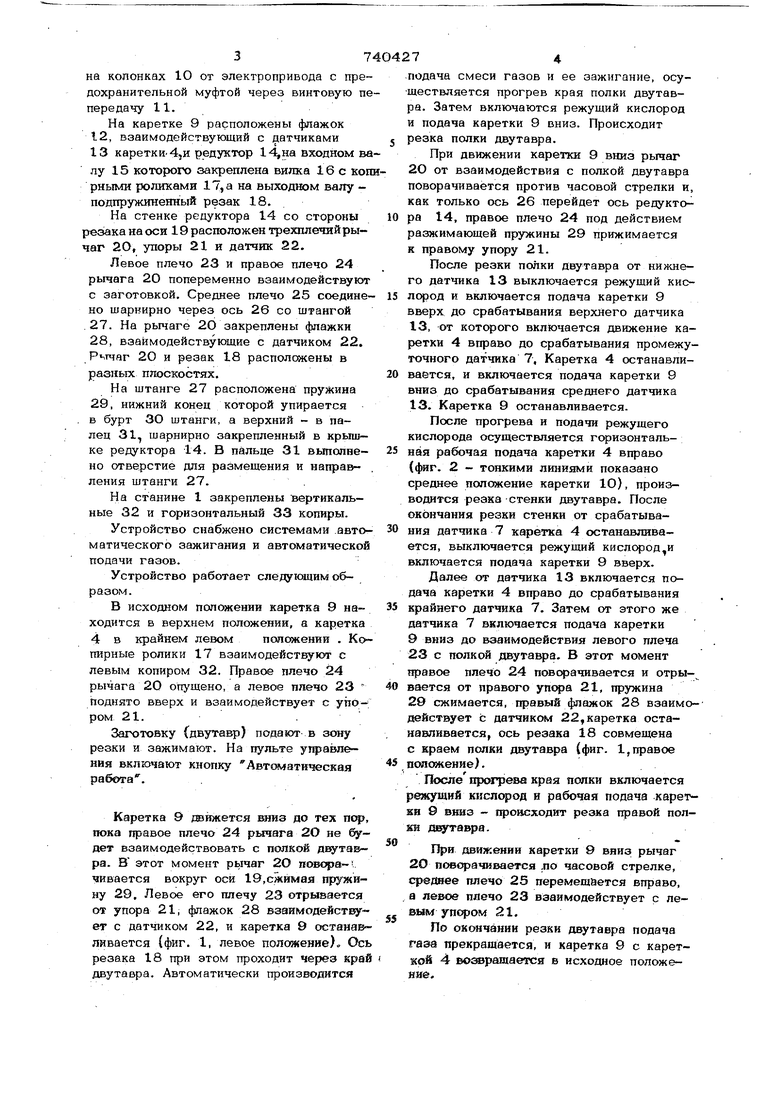
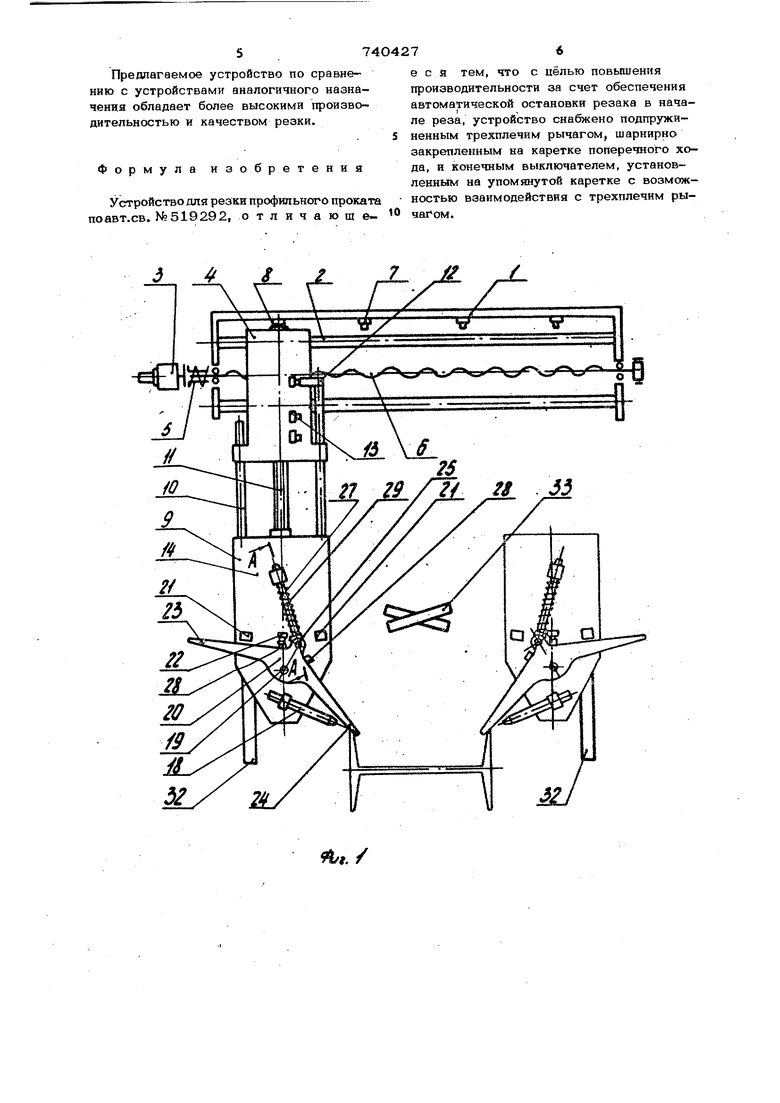
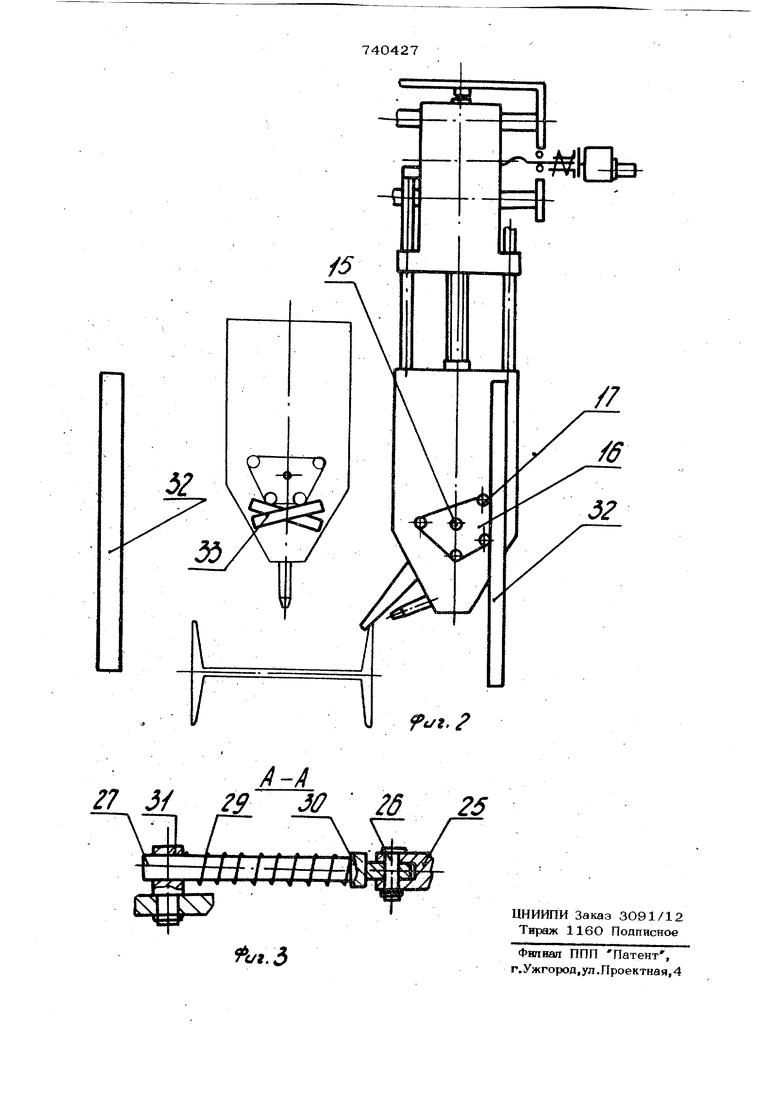
(54) УСТРОЙСТВО ДЛЯ РЕЗКИ ПРОФИЛЬНОГО ПРОКАТА Изобретение относится к газовой резке металлов и предназначено для обрезки торцов балок из профильного проката, например в вагоностроении. По основному авт. св. № 519292 известно устройство для резки профильного проката, содержащее основание с кареткой продольного хода, на которой размещена каретка поперечного хода с резаком, на основании закреплены копиры, а на каретке поперечного хода установлен повышающий редуктор, на входном валу которого смонтирована вилка с четьфьмя копирными роликами, по - парно размещенными на разных расстояниях от оси вала и взаимодействукицими с коттирами, при этом резак закреплен на, выходном валу редуктора. Известное устройство не обеспечивает достаточно высокую производительность в .ду необходимости ручной настройки резака в начале реза. Цель изобретения - повышение производительности за счет обеспечения автоматической остановки резака в начале реза. Это достигается тем, что устройство предлагаемой конструкции снабжено подпружиненным трехплечим рычагом, шарнирно закрепленным на каретке поперечного хода, и конечным выключателем, установленным на упом5шутой каретке с возможностыо взаимодействия с трехплечим рычагом. На фиг. 1 показано описываемое устройство, вид спереди; на фиг. 2 показано устройство, вид сзади; на фиг. 3 разрез А-А на фиг. 1. Устройство содержит основание 1, на котором закреплены колонки 2 и электропривод 3. По колонкам 2 Угеремеша ется каретка 4 от энектропривода 3 через предохранительную муфту 5 и винтовую передачу 6. Вдоль колонок 2 расположены датчики 7, которые взаимодействуют с флажком 8 каретки 4. На каретке 4 расположена каретка 9 поперечного хода, которая перемещается 37 на колонках 10 от электропривода с пре дохранительной муфтой через винтовую п передачу 11. На каретке 9 расположены флажок 12, взаимодействующий с /датчиками 13 кареткИ4,и редуктор входном в лу 15 которого закреплена вилка 16с ко рными роликами 17, а на выходном валу подпружиненный резак 18. На стенке редуктора 14 со стороны резака на оси 19 расположен трехплечий рычаг 2О, упоры 21 и датчик 22. Левое плечо 23 и правое плечо 24 рычага 20 попеременно взаимодействуют с заготовкой. Среднее плечо 25 соедине но шарвирно через ось 26 со штангой .27. На рычаге 20 закреплены флажки 28,взаимодействующие с датчиком 22. Р .гчаг 20 и резак 18 расположены в разных плоскостях. На штанге 27 расположена пружина 29,нижний конец которой упирается . в бурт ЗО штанги, а верхний - в палец 31, шарнирно закрепленный в крышке редуктора 14. В пальце 31 выполнено отверстие для размещения и направления штанги 27. На станине 1 закреплены вертикальные 32 и горизонтальный 33 копиры. Устройство снабжено системами .авто матического зажигания и автоматическо подачи газов. Устройство работает следующим образом. В исходном положении каретка 9 находится в верхнем положений, а каретка 4 в крайнем левом положении . Ко пирные ролики 17 взаимодействуют с левым копиром 32. Правое плечо 24 рычага 20 опущено, а левое плечо 23 поднято вверх и взаимодействует с упором 21. Заготовку (двутавр) подают в зону резки и зажимают. На пульте управления включают кнопку Автоматижская работа. Каретка 9 дайжется вниз до тех пор пока правое плечо 24 рычага 2О не бу дет взаимодействовать с полкой двутавра. В этот момент рычаг 2О повора-. чивается вокруг оси 19,сжимая пружину 29, Левое его плечу 23 отрывается от упора 21, флажок 28 взаимодейству ет с датчиком 22, и каретка 9 останав ливается (фиг. 1, левое положение). Ос резака 18 при этом проходит через кра двутавра. Автоматически производится 7 подача смеси газов и ее зажигание, осуществляется прогрев края полки двутавра. Затем включаются режущий кислород и подача каретки 9 вниз. Происходит резка полки двутавра. При движении каретки 9 вниз рычаг 2О от взаимодействия с полкой двутавра поворачивается против часовой стрелки и, как только ось 26 перейдет ось редуктора 14, правое плечо 24 под действием разясимающей пружины 29 прижимается к правому упору 21. После резки полки двутавра от нижнего датчика 13 выключается режущий кислород и включается подача каретки 9 вверх до срабатывания верхнего датчика 13, от которого включается движение каретки 4 вправо до срабатывания промежуточного датчика 7, Каретка 4 останавливается, и включается подача каретки 9 вниз до срабатывания среднего датчика 13. Каретка 9 останавливается. После прогрева и подачи режущего кислорода осуществляется горизонтальная рабочая подача каретки 4 вправо (4иг. 2 - тонкими линиями показано среднее положение каретки 10), производится резка стенки двутавра. После окончания резки стенки от срабатывания датчика 7 каретка 4 останавливается, выключается режущий кислород и включается подача каретки 9 вверх. Далее от датчика 13 включается подача каретки 4 вправо до срабатывания крайнего датчика 7. Затем от этого же датчика 7 включается подача каретки 9 вниз до взаимодействия левого плеча 23 с полкой двутавра. В этот момент правое плечо 24 поворачивается и отрывается от правого упора 21, пружина 29 сжимается, правый флажок 28 взаимодействует с датчиком 22,каретка останавливается, ось резака 18 совмещена с краем полки двутавра (фиг. 1,правое пояо5кение). После прогрева края полки включается режущий кислород и рабочая подача каретки 9 вниз - происходит резка правой полки литавра. При движении каретки 9 вниз рычаг 2О поворачивается ,по часовой стрелке, среднее плечо 25 перемещается вправо, а левое плечо 23 взаимодействует с левым упеком 21. По окончании резки двутавра подача газа прекращается, и каретка 9 с кареткой 4 БО Щращается в исходное положение. 574О42 Предлагаемое устройство по сравнению с устройствами аналогичного назначения обладает более высокими гфоизводительностью и качеством резки. Формула изобретения Устройство для резки профильного проката поавт.св. №519292, отличающе50 7 еся тем, что с целью повышения производительности за счет обеспечения автоматической остановки резака в начале реза, устройство снабжено подпружиненным трехплечим рычагом, шарнирно закрепленным на каретке поперечного хода, и конечным выключателем, установленным на упомянутой каретке с возможкостью взаимодействия с трехплечим рычагом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки профильного проката | 1978 |
|
SU774842A2 |
| Устройство для резки профильного проката | 1980 |
|
SU944834A2 |
| Устройство для резки профильного проката | 1978 |
|
SU766779A2 |
| Устройство для резки профильного проката | 1980 |
|
SU941049A1 |
| Устройство для резки профильного проката | 1984 |
|
SU1194619A1 |
| Устройство для резки профильного проката | 1981 |
|
SU967708A1 |
| Устройство для резки профильного проката | 1974 |
|
SU519292A1 |
| Устройство для резки профильного проката | 1985 |
|
SU1299724A1 |
| Устройство для резки профильного проката | 1989 |
|
SU1710244A1 |
| Устройство для резки профильного проката | 1977 |
|
SU691260A1 |
J
,./
