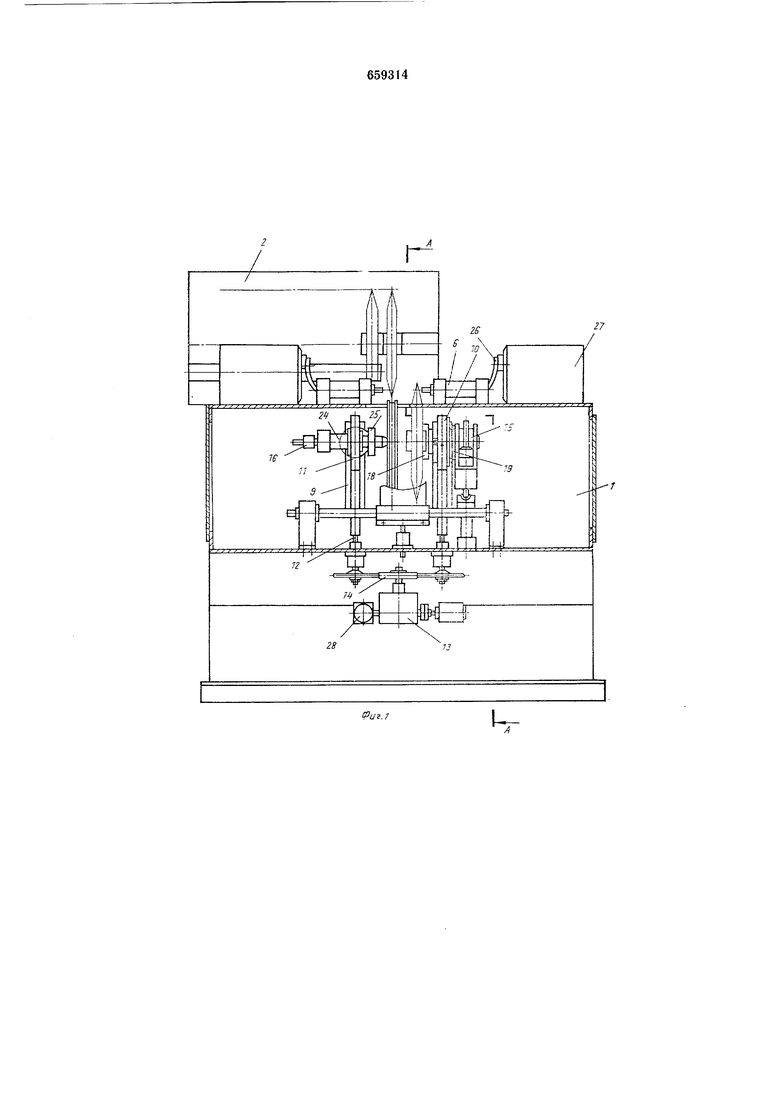
На ползуне 10 установлен механизм 15 прерывистого вращения изделия, а на ползуне // - механизм 16 зажима изделия.
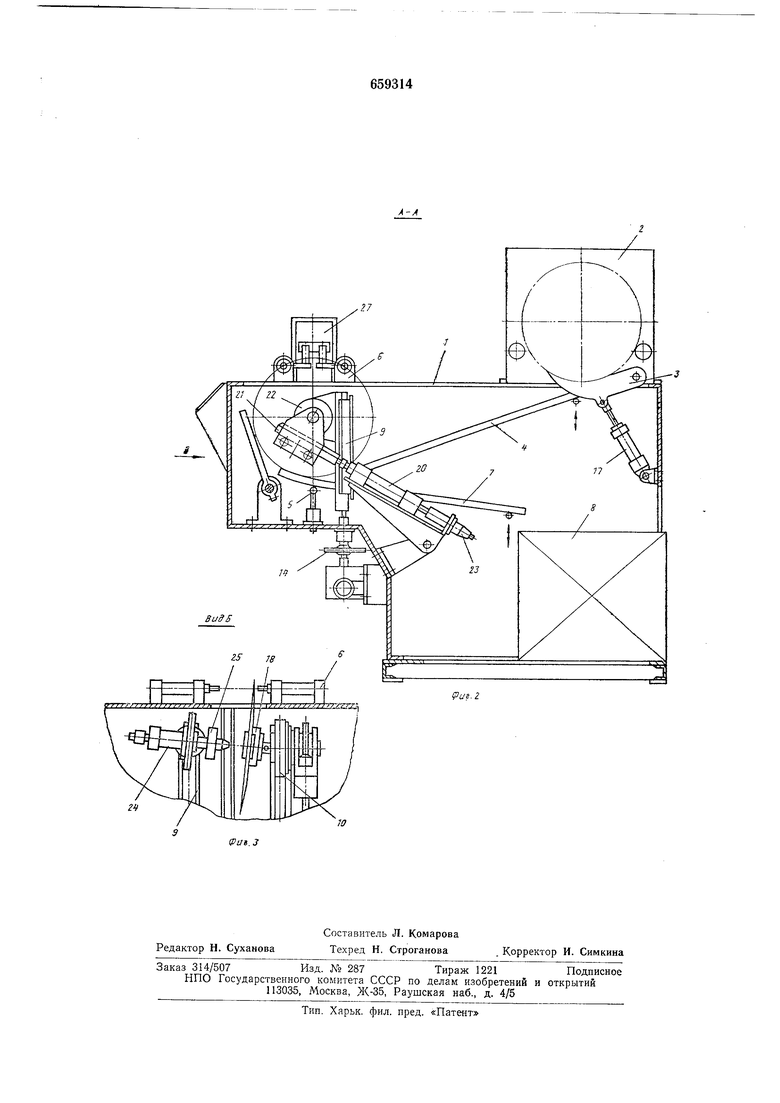
Бункер 2 служит для подачи свариваемых (Изделий на отсекатель 3.
Отсекатель 3, предназначенный для поштучной выдачи свариваемых изделий в зону сварки, выполнен в виде фигурного рычага и снабжен поршневым нриводом 17, шарнирно закрепленным на станине /.
Механизм 15 прерывистого вращения состоит из установленной с возможностью вращения вокруг гор,изонтальной оси и шарнирно закрепленной на ползуне 10 планщайбы 18, соединенного с ней храпового механизма 19 и шарпирно закрепленного на станйне / поршневого привода 20, взаимодействующ,его через рейку 21 н шестерню 22 с храповым механизмом 19. Поршневой привод 20 имеет регулировку хода при помощи винтового упора 23.
Механизм 16 зажима, установленный с возможностью поворота вокруг горизонтальной оси, содержит закрепленный на ползуне 11 поршневой привод 24 с прижимом 25, установленным с возможностью вращения относительно штока поршневого привода.
Сварочные пистолеты 6 соединены токоподводамп 26 со сварочными трансформаторами 27.
Привод вращения 13 снабжен программатором 28.
Работа з стаповки осуществляется следующим образом.
Предварительно в бункер 2 загружаются свариваемые изделия. Затем упоры 5 и ползуны 10 и 11 с механизмами 15 и 16 выставляются но градуированной шкале относительно сварочных пистолетов 6 для обеспечения сварки заданных типоразмеров свариваемого изделия. Впптовым упором 23 устанавливается ход поршневого привода 20, т. е. шаг между свариваемыми точками.
После этого установка включается на автоматический режим работы. При включении установки отсекатель 5 выдает свариваемое -изделие на скдиз 4, по которому оно нереме1ща ется в зону сварми. После этого включается поршневой привод 24 и прижимом 25 перемещает и - прижимает свариваемое изделие к планшайбе 18. Затем срабатывает поршневой привод 20 и храповым механизмом 19 поворачивает планшайбу 18 со свариваемым изделием на заданный шаг между свариваемыми точками. После этого включаются сварочные
пистолеты 6 и производят сварку первых точек. Затем вновь включается поршневой привод 20 и перемещает планшайбу 18 со св ариваемым изделием на заданный шаг, включаются сварочные пистолеты и сваривааот следующие сварные точки и т. д. По окончании сварки носледни-х точек nopniневой привод 24 н прижим 25 освобождают свариваемое изделие и оно по направляющей 7 перемен ;ается в накопитель 8. Затем ПИ1КЛ повторяется.
Для сварки изделий другого типоразмера включением привода 13 через шестерню 14, винты 12 (один из них с левой резьбой) перемещают ползуны 10 w. 11 ъ задан ном положении. Контроль положения ползунов производится по градуированной шкале.
При сварке изделий с расположением точек по некруговому контуру включается программатор 28, который включает привоа вращения 13, обеспечивает автоматическое перемещение ползунов W и 11 с механизмами 16 и 15 в заданное положение.
В качестве программатора могут быть нспользованы известные механизмы, например кулачковый нереключатель.
Использование установки для автоматической точечной сварки по контуру обеспечивает возможность автоматизании процесса, расширяет номенклатуру свариваемых изделий и повышает производительност; на 40%.
Формула изобретения
Установка для контактной точечной сварки, содержащая смонтированные на станине механизм зажима изделия, механизм его прерывистого вращения и сварочные электроды, отличающаяся тем, что, с целью новышения нроизводительностн и расширения номенклатуры свариваемых изделий, она снабжена закрепленными на станине перпендикулярно к оси сварочных электродов направляющими, в которых устаиовлены механизмы зажима изделия и его прерывистого вращения известного типа, оснащенные приводом их синхронного перемещения вдоль направляющих и приводом их углового смещения.
Источник информации, принятый во внимание при экспертизе:
I. Заявка Японии № 50-22974, кл. В 23 1 11/00, 1975.
1ригл

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной сварки плоских сеток | 1976 |
|
SU647082A1 |
| Машина для контактной точечной сварки | 1977 |
|
SU740438A1 |
| Автоматическая роторная линия для сборки и сварки металлоконструкций | 1978 |
|
SU766801A1 |
| Устройство для шаговой подачи | 1979 |
|
SU897436A1 |
| Установка для сборки и сварки | 1976 |
|
SU597525A1 |
| Машина для контактной точечной сварки | 1982 |
|
SU1044450A1 |
| Устройство для сборки и дуговой сварки | 1978 |
|
SU740461A1 |
| Машина для многоточечной контактной сварки | 1974 |
|
SU507422A1 |
| Автоматическая установка для контактной точечной сварки сеток | 1981 |
|
SU1026987A1 |
| Устройство для контактной точечной сварки | 1984 |
|
SU1211011A1 |