1
Изобретение относится к машиностроению, в частностп к станкостроению, и может найти применение в транспортирующих и распределительных устройствах металлообрабатывающих станков.
Известно устройство для разделения иотока заготовок.
Это устройство содерл ит наклонт ый канал с окнами в его нижней части. Для разделения потока заготовок окна капала перекрыты заслонками, па одной оси с которыми устанавливаются рычаги. Рычаги уиравляются электромагнитами и имеют поднружиненные планки с защелками, взаимодействующими с рычагами. Для иодачи заготовок к станкам используются отводящие каналы 1.
Наличие в устройстве большого количества механизмов деления с принудительпым приводом усложняет его конструкцию. В связи с этим снижается производительность делепия потока заготовок. Кроме того, устройство не обладает достаточной надежностью и является сложным с точки зрения обслуживания.
Известно устройство для гравитационного перемещения и разделения потока деталей, в котором по длипе питающего наклонпого лотка выполиено окно.
Однако известное устройство не обеспечивает достаточной надежности в раооте, поскольку для обеспечения непрерывпой его работы требуется постоянство положения столба деталей в приемной части лотка 2.
Цель изобретения - упрощение конструкции раеиределительного устройства и обеспечение надежности разделения потока деталей.
Для этого в системе разделеппя окно для прохода деталей в отводящнй лоток по длипе питающего иаклонного лотка ограничивают с одной стороны выступом-трамплином, входящим в питающий наклонный лоток, а с другой стороны - изогнутым козырьком, обращенным выпуклой частью к выступу-трамплину. Кроме того, для увеличения числа раздельных потоков деталей система разделения потоков деталей спабжена дополнительными лотками, расположенными один под другим параллельпо питающему наклоиному лотку. В каждом из дополнительных параллельных лотков выполняются такие же окна, как п в тпающем наклонном лотке, причем окна располагаются по длине лотков с одинаковым шагом.
На фиг. 1 изображена гравитационная система разделения потока деталей; на
фиг. 2 - окно пптающего наклонного лотка, увеличенный вид; на фиг. 3 - сечение лотка; на фиг. 4 - схема распределения потоков деталей по обрабатывающим станкам-автоматам с использованием предлагаемой гравитационной системы разделения потока деталей.
Гравитационная система разделения потока деталей (см. фиг. 1) состоит из питающего наклонного лотка 1, к которому крепится отводящий лоток 2. К лоткам 1 и 2 крепятся дополнительные лотки 3. Лотки системы 1, 2 и 3 выполнены регулируемыми в горизонтальной и вертикальной плоскости. Каждый лоток 1, 2, 3 имеет одно окно 4 для перекатывания деталей из одного лотка в другой, причем окна 4 расположены с одинаковым шагом по длине лотков.
На фиг. 2 изображено в увеличенном виде окно 4, которое ограничивается с одной стороны выступом-трамплином 5, входящим в нитающий наклонный лоток 1, а с другой стороны - изогнутым козырьком 6, обращенным выпуклой частью к выступу-трамплину 5. Окна в других лотках выполняются аналогично.
Лотки выполняются коробчатой формы со скругленными по радиусу внутренними ребрами в сечении, как ноказано на фиг. 3.
На фиг. 4 показана схема распределения потоков деталей но обрабатывающим станкам-автоматам, включающая загружатель 7, к которому консольно кренится гравитационная система разделения потока деталей 8, выполнепная в соответствии с предлагаемым изобретением. К гравитационной системе 8 подсоединены гибкие лотки 9 и подсистема разделения потоков деталей 10, связанные в свою очередь с питаемыми станками-автоматами И.
Гравитационная система разделения потока деталей работает следующим образом. В нитающий наклонный лоток 1 детали подаются с помощью загружателя 7. Далее детали прокатываются по лотку 1, набирают скорость и по инерции нроскакивают через окно 4, отталкиваясь от выступа-трамплина 5 и проходят до гибких лотков 9 загрузочных устройств станков-автоматов 11.
Поскольку загружатель 7 работает с производительностью, превыщающей суммарный «спрос деталей станком-автоматом, то питающий наклонный лоток 1 заполняется только до окна 4. Все последующие детали, поступающие в лоток 1, наталкиваются на последнюю деталь заполненной части (за окном 4) лотка 1 и проваливаются через окно 4. При попадании в окно 4 детали скатываются под действием своего веса по изогнутому козырьку 6 в отводящий лоток 2. Тем самым предотвращается возможность заклинивания деталей в лотке, так как набегающая деталь проталкивает предыдущую в отводящий лоток 2.
Таким образом происходит последовательное заполнение лотков 1, 2 и 3 гравитационной системы разделения потока деталей 8. Уровень наполнения всех лотков деталей ограничивается окнами 4. Для предотвращения заклинивания деталей при распределении размеры окон и лотков выбирают на основе следующих зависимостей: R 0,5Д, где R - радиус кривизны козырька;
/ 1,6Д, где Д - диаметр детали; h 1,6Д5ша, где Л - высота лотка;
0,4Л
, где а - угол наклона лотков; sin% S - шаг окон в лотках.
Формула изобретения
1.Гравитационная система разделения потока деталей типа тел качения, содержащая питающий наклонный лоток с окном в его нижней части для прохода деталей в отводящий лоток, отличающаяся тем, что, с целью повышения надежности разделения, окно по длине питающего наклонного лотка ограничено с одной стороны выступом-трамплином, а с другой стороны - изогнутым козырьком, выпуклой частью обращенным к выступу-трамплину.
2. Гравитационная система разделения потока деталей, отличающаяся тем, что, с целью увеличения числа раздельных потоков деталей, она снабжена дополнительными лотками, расположенными один
под другим параллельно питающему наклонному лотку, а окна по длине лотков расположены с одинаковым шагом.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 335077, кл. В 23Q 7/08, 1970.
2.Рабинович А. Н. Автоматизация технических процессов в машиностроении, Киев, 1959, с. 36-37, с. 20-а.
9иг.1
иг.2
Фиг-3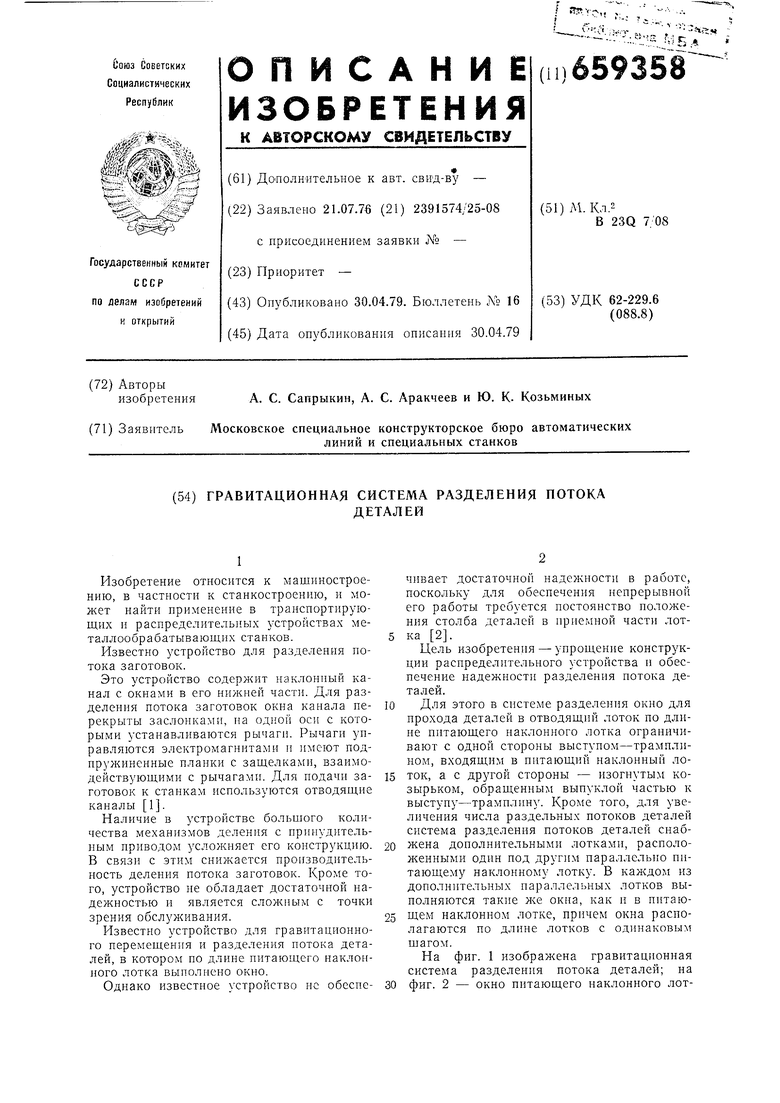
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сортировки и кассетирования миниатюрных деталей | 1980 |
|
SU912308A1 |
| Автоматическая линия для механической обработки деталей типа валов | 1990 |
|
SU1791099A1 |
| Автоматическая линия для обработки деталей типа дисков | 1973 |
|
SU459324A1 |
| ТРАНСПОРТНАЯ СИСТЕМА ДЛЯ ЗАГРУЗКИ, ТРАНСПОРТИРОВАНИЯ И ВЫГРУЗКИ ДЕТАЛЕЙ | 1968 |
|
SU217908A1 |
| Автомат для обработки деталей типа втулок | 1977 |
|
SU749624A1 |
| АВТООПЕРАТОР ДЛЯ ЗАГРУЗКИ И РАЗГРУЗКИ ДЕТАЛЕЙ12 | 1969 |
|
SU258003A1 |
| Гравитационная транспортная система автоматической линии | 1985 |
|
SU1242334A1 |
| Автоматическая станочная линия | 1956 |
|
SU107719A1 |
| Автомат для нарезания резьбы в соединительных пластинах для электроаппаратуры | 1959 |
|
SU133326A1 |
| Автоматизированный технологический комплекс | 1987 |
|
SU1509225A1 |
Г
