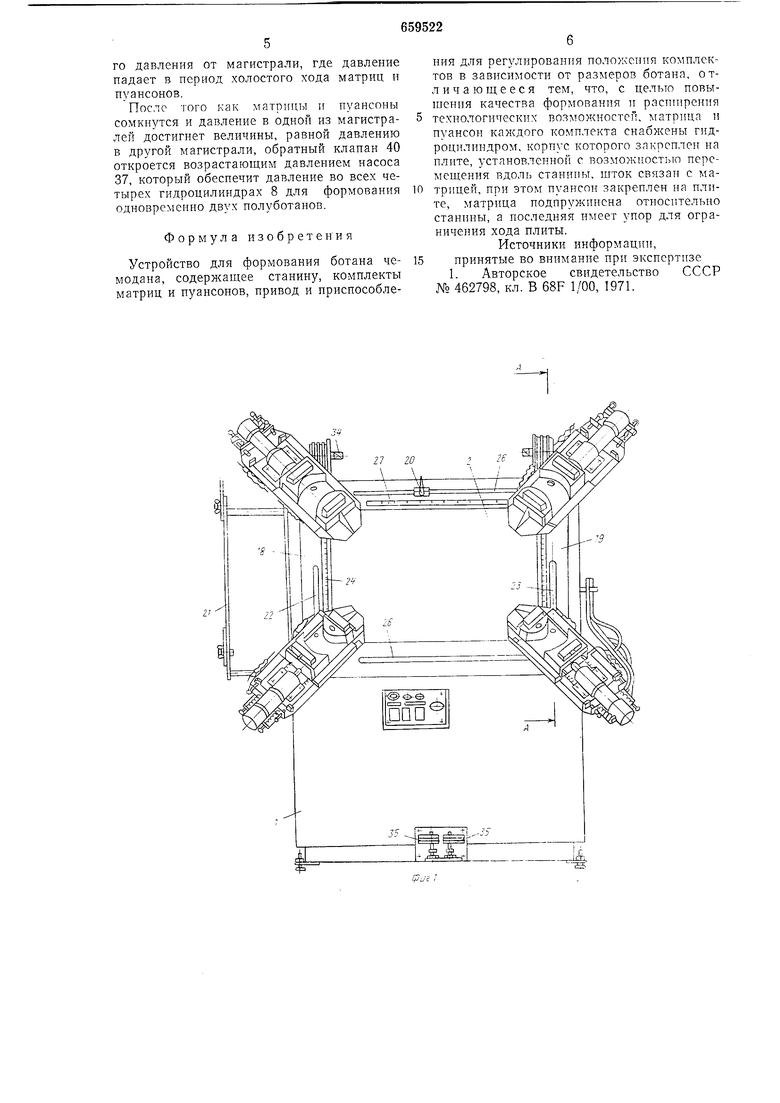
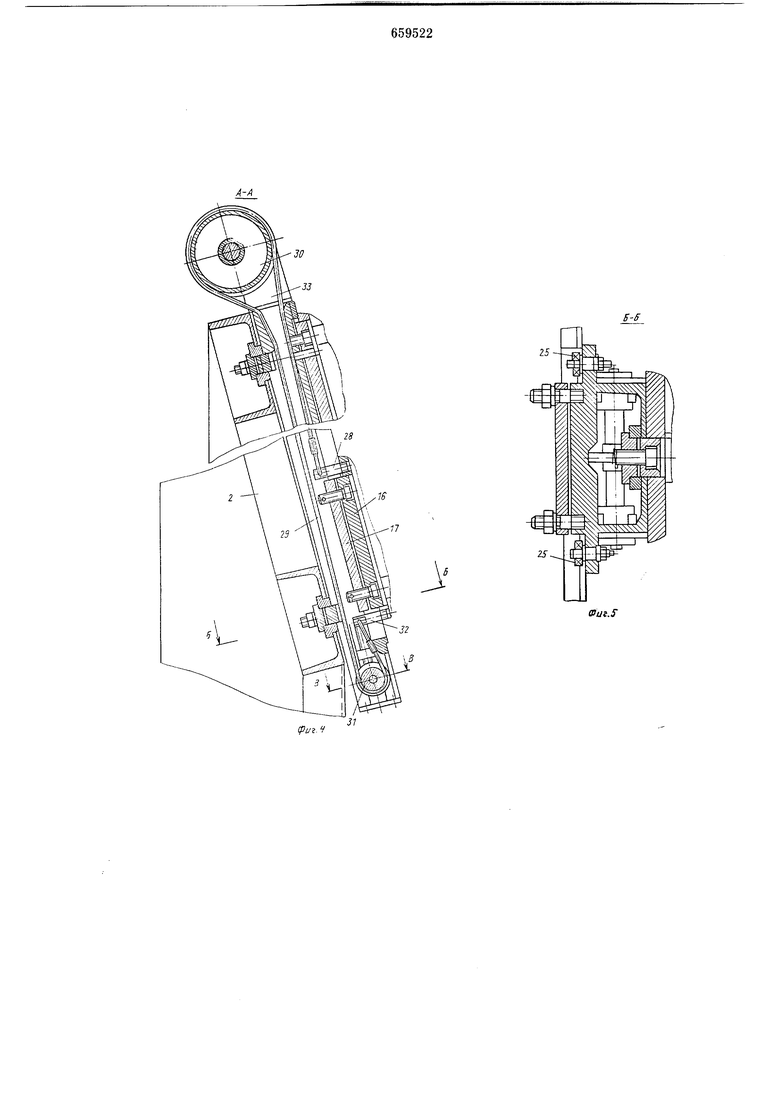
перемещаться на подшипниках 25 по пазам 26 несущего стола 2, который имеет линейки 27. Каждый комплект имеет штифт 28, на котором закреплен конец троса 2У. Другой конец троса 29, проходя через барабан 30 и натяжной ролик 31, крепится ко второму штифту 32. Барабаны 30 на кронштейнах 33 укреплены на траверсах 18 и 19. Барабан 30 имеет квадратный хвостовик 34.
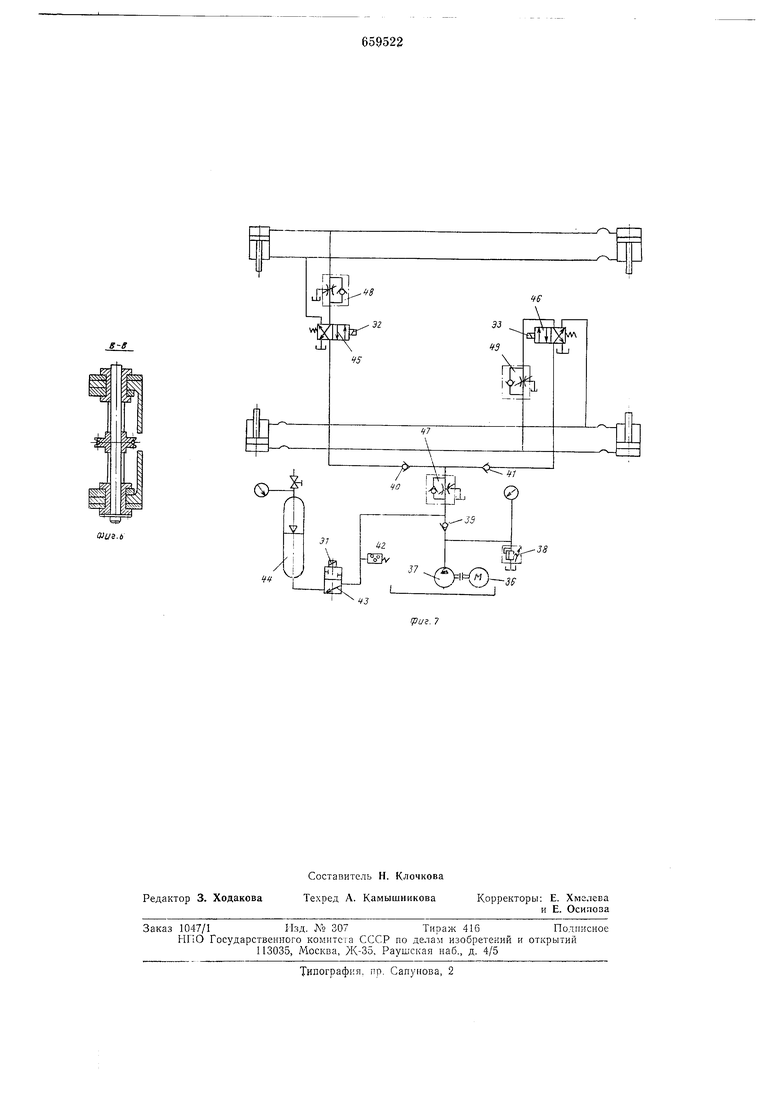
Станина 1 сварной конструкции служит резервуаром для масла. Станина снабжена двумя педалями 35 и элементами гидропривода. Гидропривод содержит электродвигатель 36, насос 37, предохранительный клапан 38, обратные клапаны 39, 40 и 41, реле давления 42, гидравлический кран 43 с электромагнитом Э1, аккумулятор 44, два золотника 45 и 46 с электромагнитами Э2 и ЭЗ и тремя дросселями 47, 48 и 49.
Устройство предназначено для выполнения следующих технологических операций; гибки и формования углов кольцевых ботанов чемоданов, гибки н формования углов нолуботанов чемоданов.
Устройство работает следующим образом.
При включении электродвигателя 36 насоса 37 масло ио нагнетательной магистрали, иоднимая обратный клапан 39, заполняет аккумулятор 44. После достижения в нем определенного давления масла реле давления 42 дает команду на электромагнит Э1 гидравлического крана 43, который отключает аккумулятор от гидравлической системы. Масло от насоса сливается через предохранительный кланан 38 в бак. Поршни гидроцилиндров 8 находятся в исходном положении, поджатые давлепием масла в системе. Исходное иоложение поршней гидроцилиндров соответствует разомкнутому состоянию матриц 3 и пуансонов 4.
При выполнении операции формования углов кольцевых ботанов рабочий включает соответствующий тумблер на пульте управления (на чертеже не показан).
Четыре комплекта матриц 3 и пуансонов 4 устанавливаются на формование кольцевого ботана для заданного размера чемодана.
Для этого правую траверсу 19 с двумя комплектами перемещают на подшипниках 25 по пазам 26 несущего стола 2 в необходимое положение по линейке 27 и фиксируют винтами. Таким образом выставляется размер одной стороны ботана. Для получения размера другой стороны ботана необходимо два комнлекта нижнего ряда переместить вверх соответственно по левой траверсе 18 и правой траверсе 19. Это выиолняется с помощью вращения барабана 30 за хвостовик 34. Комплекты перемещают по вертикальным пазам 22 и 23, по линейкам 24 и фиксируют винтами и ответной шпонкой 17. После установки комнлектов оператор включает нагревательные элементы рабочих органов и надевает кольцевой ботан на четыре пуансона 4, ориентируя стык по визиру 20, и на кимает на педаль 35. Включаются магниты Э2 и ЭЗ гидрозолотников 45 и 46, каждый из которых пропускает масло к двум гидроцилиндрам 8 верхнего и ряда комплектов. Происходит холостое перемещение рабочих органов и падение давления в гидросистеме, реле давления 42 выдает команду на электромагнит Э1 и открывает гидравлический кран 43, в результате масло из аккумулятора 44 устремляется к четырем гидроцилиндрам 8, обеспечивая смыкание матриц 3 и нуансонов 4. Смыкание последних происходит последовательно автоматически. Первоначально раздвигаются пуансоны 4, растягивая свободно надетый кольцевой ботан, разглаживая его в углах. Перемещение пуансонов
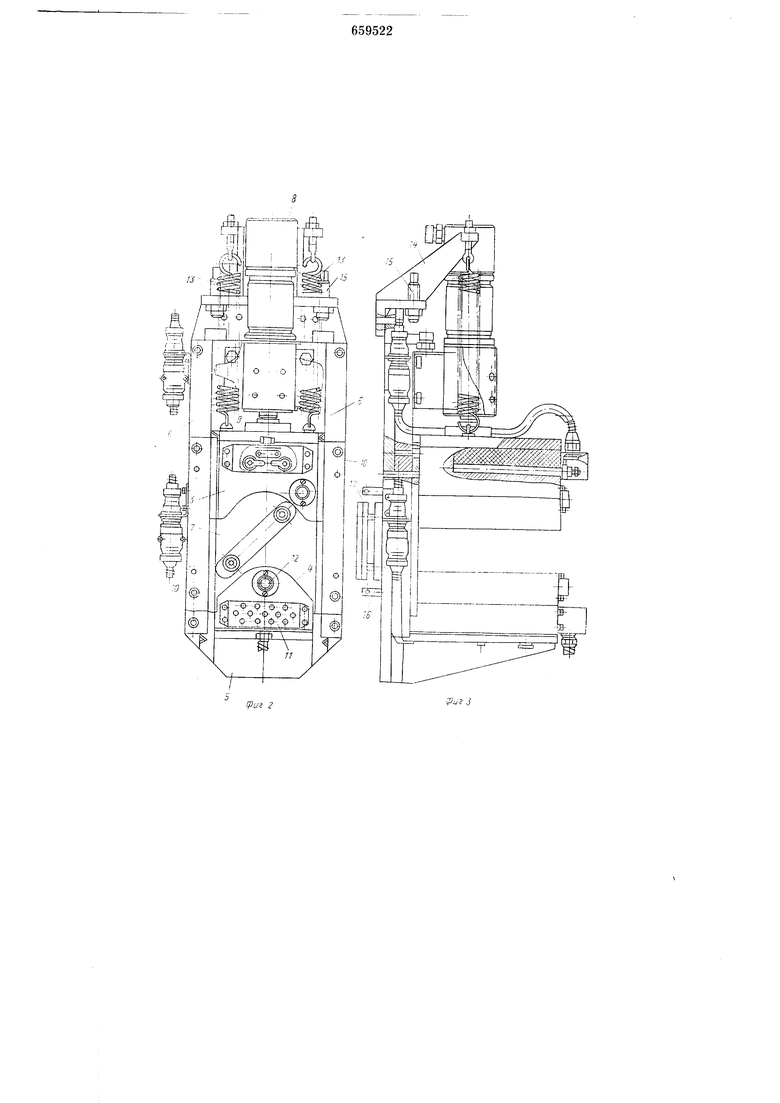
4 происходит до тех пор, пока плита 7 не достигнет упоров 15 и перемещение корпуса гидроцилиндра 8, плиты 7 и пуансона 4 прекратится. Упоры 15 регулируют так, чтобы не разорвать ботан, но в то же время
обеспечить его нормальную растяжку и разглаживание в углах. Первоначальное перемещение пуансонов 4 происходит за счет того, что масло, заполняя поршневую полость гидроцилиндра 8, иеремещает его корпус, плиту 7 и пуансои 4, так как шток 9 гидроцплиндра 8 и матрица 3 удерживаются пружинами 13. После того как пуансон 4 остановится (плита 7 достигнет упоров 15), давление в гидросистеме возрастает,
иреодолевая усилие пружин 13, и начинают перемещаться матрицы 3, которые смыкаются с пуансонами 4, зажимая между собой угловые части ботана, формуя его нри определенных давлении и температуре. После
истечения времени формования происходит сначала возврат матрицы 3 в исходное положение с помощью пружины 13, а затем возвращаются пуансоны 4.
Готовый ботан снимается с рабочих органов. Аккумулятор заряжается вновь и гидросистема готова к новому цпклу.
Работа устройства при выполнении оиераций формования полуботанов аналогична описанной выше. Однако для получения
одинаковых по размеру отогнутых концов полуботана последний укладывают в комплекты по упору 21. После начала формования одного полуботана в первой паре комплектов, которое начинается нажатием
на одну из педалей 35, оператор укладывает другой полуботан во вторую пару комплектов по упору 21 и нажимает на другую педаль 35. Для того чтобы сохранить усилие при
форлювании на первой паре формующих приспособлений при холостых перемещениях рабочих органов второй пары комплектов, в каждой гидромагистрали установлено по одному обратному клапану 40 и 41,
которые отсекают свою магистраль высокого давления от магистрали, где давление падает в период холостого хода матриц и пуансонов.
Поело того как лтатрнцы и пуансоны сомкнутся и давление в одной из магистралей достигнет величины, равной давлению в другой магистрали, обратный клапан 40 откроется возрастающим давлением насоса 37, который обеспечит давление во всех четырех гидроцилиндрах 8 для формования одновременно двух полуботанов.
Формула изобретения
Устройство для формования ботана чемодана, содержащее станицу, комплекты матриц и пуансонов, привод и приспособления для регулировання положения комплектов в зависимости от размеров ботана, отличающееся тем, что, с целью повышения качества формования и расншрения технологических возможностей, матрица и пуансон каждого комплекта снабжены гидроцилиндром, корпус которого закреплен на плите, установленной с возможностью перемещения вдоль станины, шток связан с матрицей, при этом пуансон закреплен на плите, матрица подпружинена относительно станины, а последняя имеет упор для ограничения хода плиты.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 462798, кл. В 68F 1/00, 1971.

| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для прессования силикатного кирпича | 1982 |
|
SU1084134A1 |
| Пресс для формования деталей чемодана | 1972 |
|
SU523864A1 |
| Гидравлический пресс | 1984 |
|
SU1220806A1 |
| Литьевая машина | 1986 |
|
SU1361006A1 |
| Винтовой пресс | 1987 |
|
SU1489997A1 |
| йи;ЕСОЮЗНАЯ | 1973 |
|
SU374071A1 |
| Штамп для формования поперечных гофров на обечайках | 1982 |
|
SU1038002A1 |
| Устройство для формирования щелевых камней | 1988 |
|
SU1595643A1 |
| Устройство для формования ботана кожгалантерейного изделия | 1979 |
|
SU971783A1 |
| Станок для гибки витка шнека | 2022 |
|
RU2784716C1 |
25
30
Сриг-Ч
B-S
15
Pui.f
WUi.b
