(54) ПРЕСС ДЛЯ ФОРМОВАНИЯ ДЕТАЛЕЙ ЧЕМОДАНА
нах 6, снабженных подпр)окиненными упорами 7 для съема деталей с пуансона.
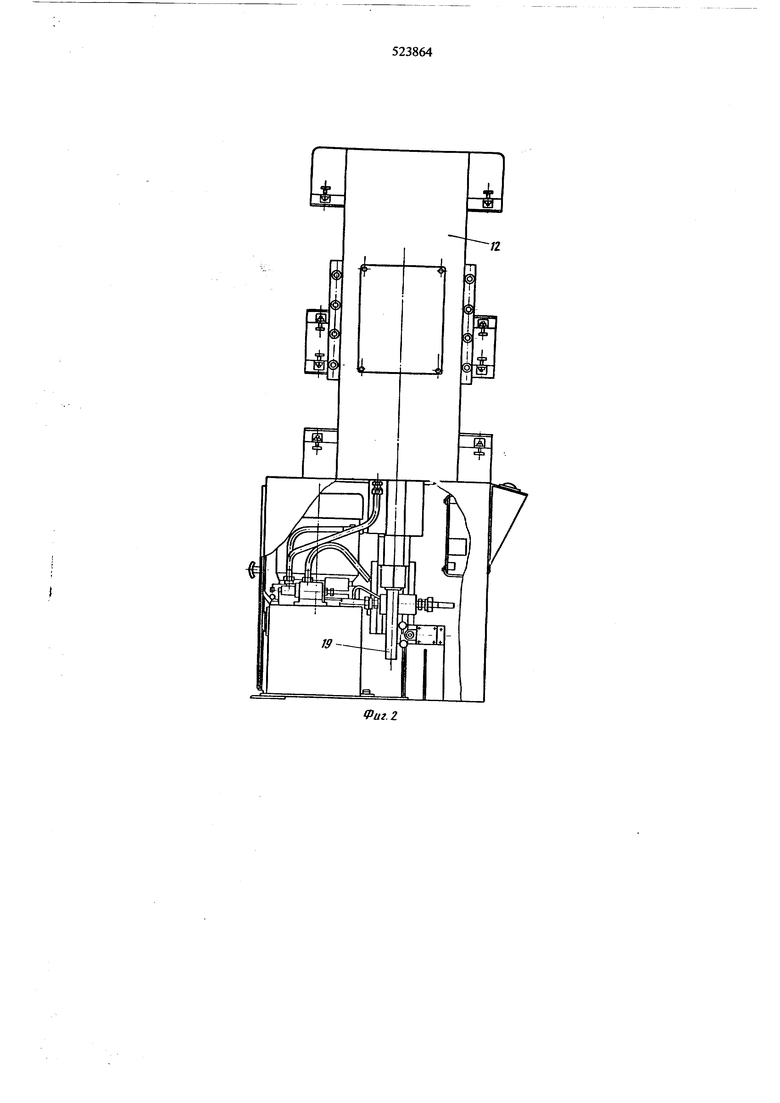
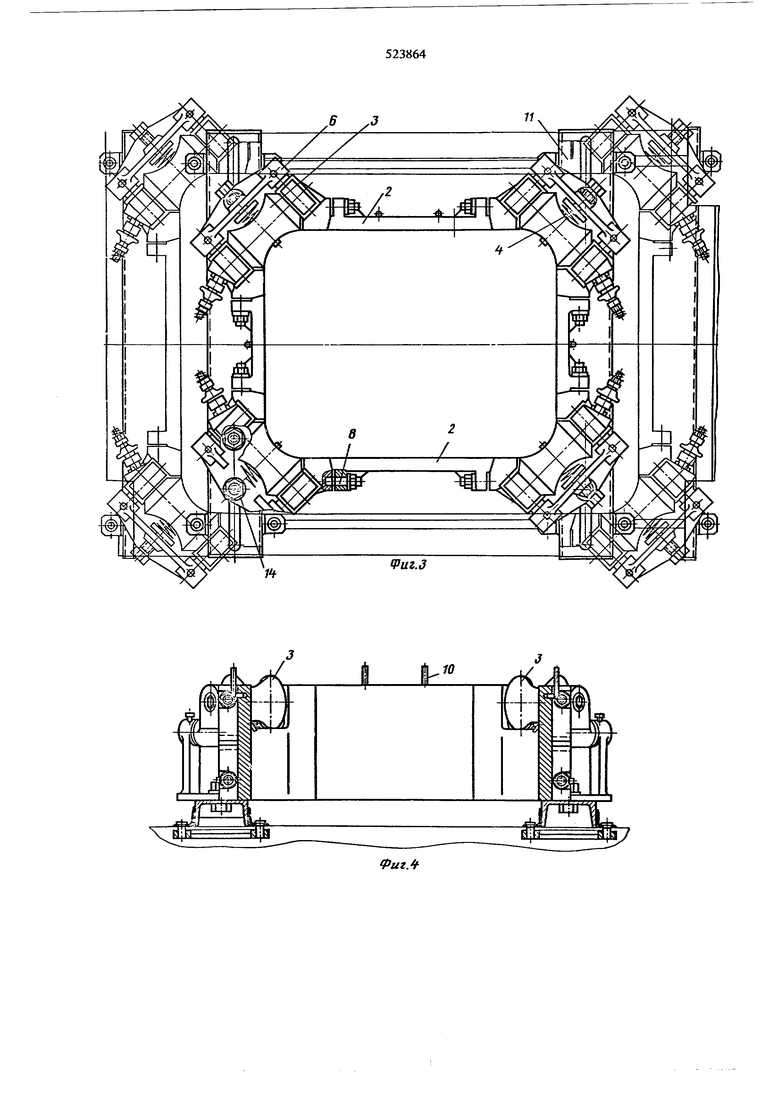
Сменные элементы матрнцы и угловые кронштейны скреплены между собой при помощи винтовых пар 8. Для ориентации роликов служат направляющне (не изображены). Обогрев роликов производится нагревательными элементами 9. Профильная поверхность роликов вьшолнена рифленой. Ось вращения каждого ролика перпендикулярна биссектрисе угла матрицы.
Для ориентации детали относительно матрицы сменные элементы имеют упоры 10.
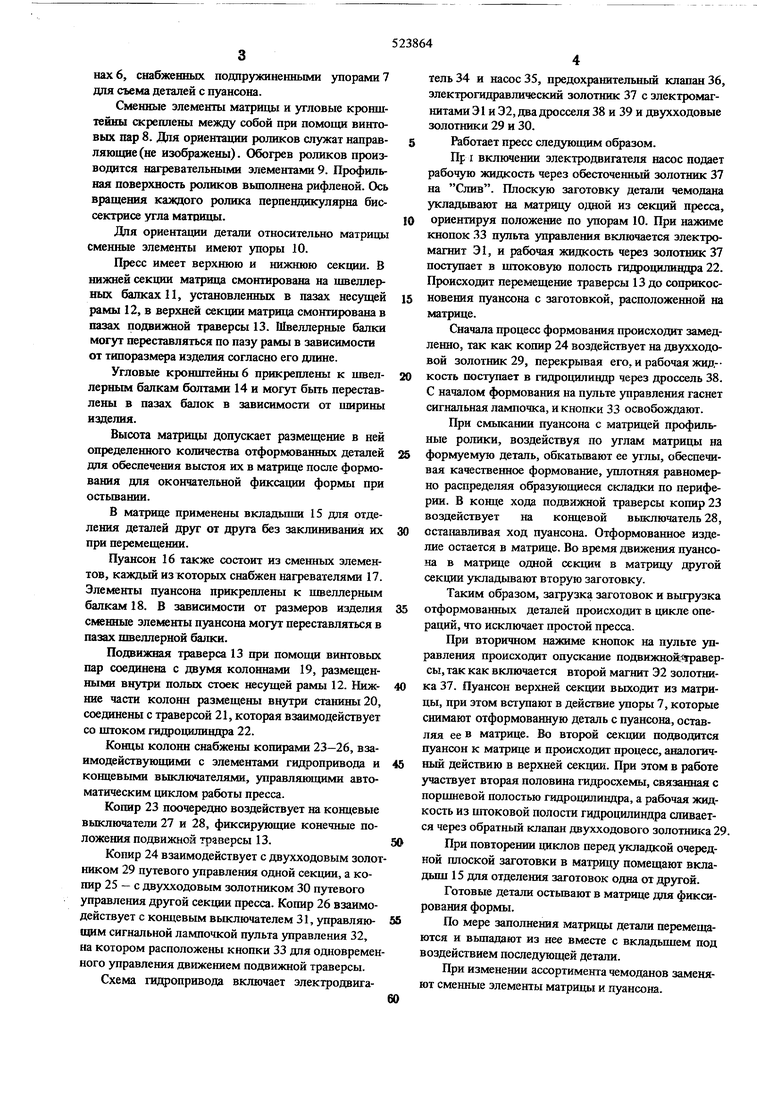
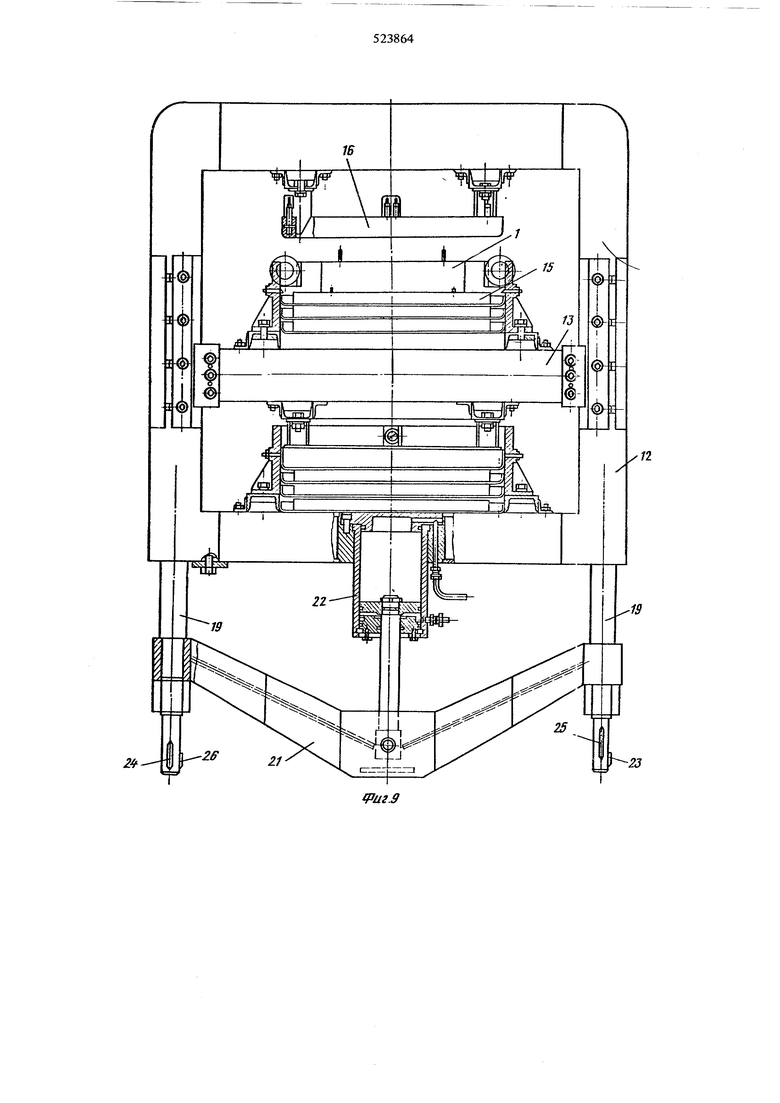
Пресс имеет верхнюю и нижнюю секции. В нижней секции матрица смонтирована на швеллерных балках 11, установленных в пазах несущей рамы 12, в верхней секции матрица смонтн ювана в пазах подвижной траверсы 13. Швеллерные балки могут переставляться по пазу рамы в зависимости от типоразмера изделия согласно его длине.
Угловые кронштейны 6 прикреплены к швеллерньпм балкам болтами 14 и могут быть переставлены в пазах балок в зависимости от ширины изделия.
Высота матрицы допускает размещение в ней определенного количества отформованных деталей для обеспечения выстоя их в матрице после формования для окончательной фиксации формы при остьшании.
В матрице применены вкладьшш 15 для отделения деталей друг от друга без заклинивания их при перемещении.
Пуансон 16 также состоит из сменных элементов, каждый из которых снабжен нагревателями 17. Элементы пуансона прикреплены к швеллерным балкам 18. В зависимости от размеров изделия сменные элементы пуансона могут переставляться в пазах швеллерной балки.
Подвижная граверсл 13 при помощи винтовых пар соединена с двумя колоннами 19, размещенными внутри полых стоек несущей рамы 12. Нижние части колонн размещены внутри станины 20, соединены с траверсой 21, которая взаимодействует со штоком гидроцилиндра 22.
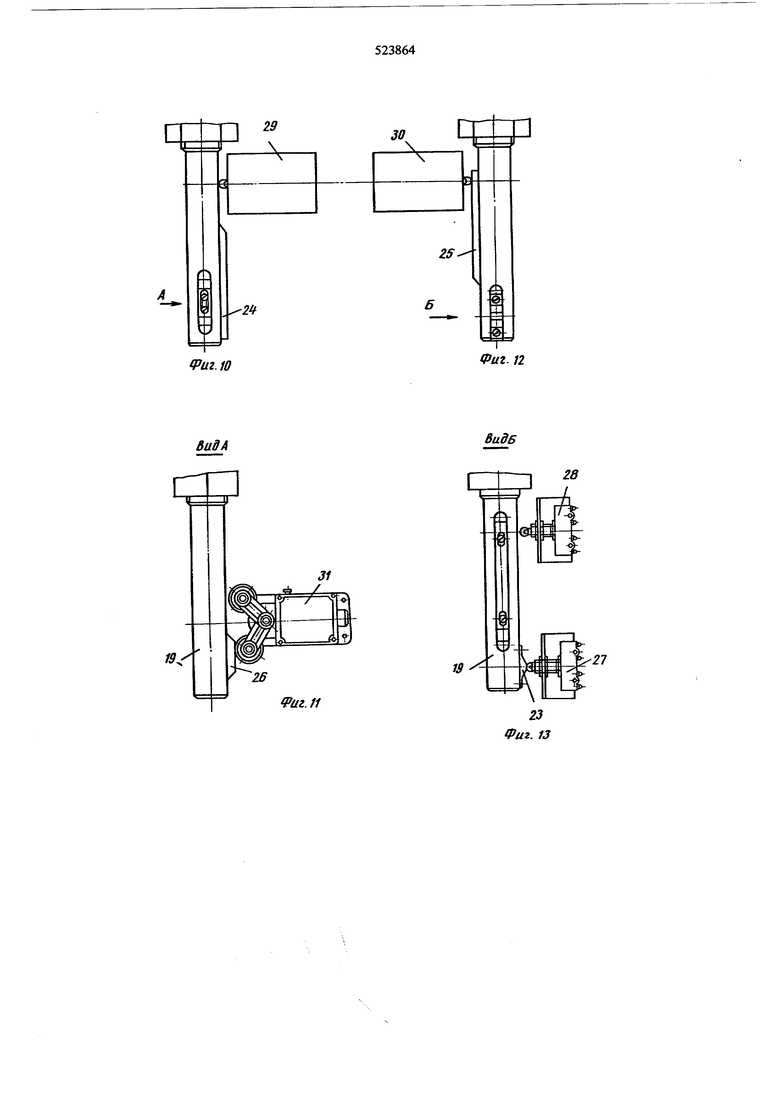
Концы колонн снабжены копирами 23-26, взаимодействующими с элементами гидропривода и концевыми выключателями, управляющими автоматическим циклом работы пресса.
Копир 23 поочередно воздействует на концевые выключатели 27 и 28, фиксир)аощие конечные положения подвижной траверсы 13.
Копир 24 взаимодействует с двухходовым золотником 29 путевого управления одной секции, а конир 25 - с двухходовым золотником 30 путевого управления другой секции пресса. Копир 26 взаимодействует с концевым вьпслючателем 31, управляющим сигнальной лампочкой пульта управления 32, Era котором расположены кнопки 33 для одновременного управления движением подвижной траверсы.
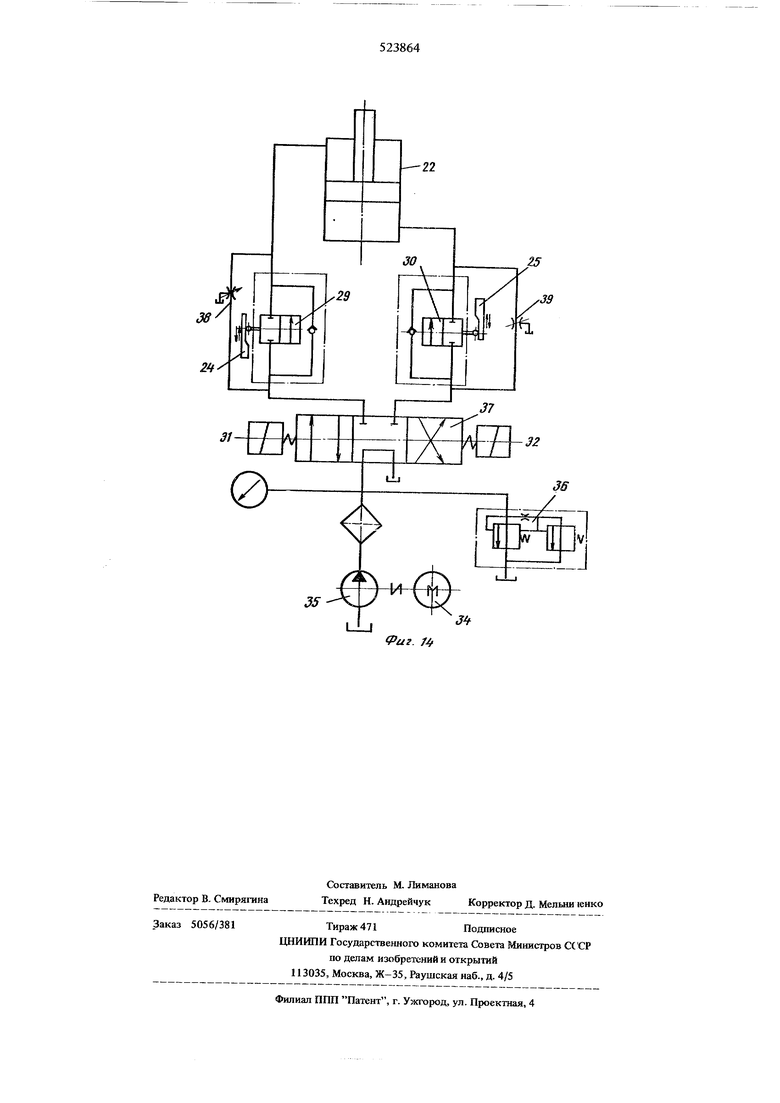
Схема гидропривода включает электродвигатель 34 и насос 35, предохртнительный клапан 36, электрогидравлический золотник 37 с электромагнитами Э1 и Э2, два дросселя 38 и 39 и двухходовые золотники 29 и 30.
Работает пресс следующим образом.
Пр I включении электродвигателя насос подает рабочую жидкость через обесточенный золотник 37 на Слив. Плоскую заготовку детали чемодана укладьшают на матрицу одной из секций пресса, ориентируя положение по упорам 10. При нажиме кнопок 33 пульта управления включается электромагнит Э1, и рабочая жидкость через золотник 37 поступает в штоковую полость гидроцилшцфа 22. Происходит перемещение траверсы 13 до соприкосновения пуансона с заготовкой, расположенной на матрице.
Сначала процесс формованяш происходит замедленно, так как копир 24 воздействует на двухходовой золотник 29, перекрывая его, и рабочая жид.-кость поступает в гидроцилиндр через дроссель 38. С началом формования на пульте управления гаснет сигнальная лампочка, и кнопки 33 освобождают.
При смыкании пуансона с матрицей профильные ролики, воздействуя по углам матрицы на формуемую деталь, обкатьшают ее углы, обеспечивая качественное формование, уплотняя равномерно распределяя образующиеся складки по периферии. В конце хода подвижной траверсы копир 23 воздействует на концевой выключатель 28, останавливая ход пуансона. Отформованное изделие остается в матрице. Во время движения пуансона в матрице одной секции в матрицу другой секции укладывают вторую заготовку.
Таким образом, загрузка заготовок и выгрузка отформованных деталей происходит в цикле операций, что исключает простой пресса.
При вторичном нажиме кнопок на пульте управления происходит опускание подвижной траверсы, так как включается второй магнит Э2 золотника 37. Пуансон верхней секции выходит из матрицы, при этом вступают в действие упоры 7, которые снимают отформованную деталь с пуансона, оставляя ее в матрице. Во второй секции подводится пуансон к матрице и происходит процесс, аналогичный действию в верхней секции. При этом в работе З частвует вторая половина гидросхемы, с норшневой полостью гидроцилиндра, а рабочая жидкость из штоковой полости гидроцилиндра сливается через обратный клапан двухходового золотника 2
При повторении циклов перед укладкой очередной плоской заготовки в матрицу помещают вкладыш 15 для отделения заготовок одна от другой.
Готовые детали остьюают в матрице для фиксирования формы.
По мере заполнения матрицы детали перемещаются и вьшадают из нее вместе с вкладьнпем под воздействием последующей детали.
При изменении ассортимента чемоданов заменяют сменные элементы матрицы и пуансона.
Формула изобретения
1. Пресс для формования деталей чемодана, содержащий матрицу, обогреваемый нуансон, подвижную траверсу и гидропривод, отличающийся .тем, что, с целью повышения производительности и качества формования, матрица имеет установленные по ее углам подпружиненные, обогреваемые профильные ролики, ось вращения каждого из
которых перпендикулярна биссектрисе угла матрицы, при этом стороны матрицы и пуансона состоят из сменных элементов.
2.Пресс по п. 1,отличающийся тем, что матрица имеет подпружиненный упор для съема деталей с пуансона.
3.Пресс поп. 1,отлич ающийся тем, что профильная поверхность каждого ролика выполнена рифленой.


23J
2
30
2f-4
19
Vuz. 11
3f
(Риг. /
