Изобретение относится к швейной промышленности, в частности к устройствам для скрепления слоев подплечиков.
Известно устройство для скрепления слоев подплечиков, содержашее средство для подачи подплечиков с перфорированным основанием, приспособление для иглопробивания, пмеюш,ее игольную плиту с иглами и прижимную перфорированную плиту, приспособление осноровки и пневмопривод 1.
Однако для обработки подплечпка в последовательном режиме требуется большее число проколов по сравнению с обработкой подплечика одновременно по всей площади. Вследствие этого производительпость устройства невысокая, а кроме того, не обеспечивается качествеппая обработка подплечиков.
Целью изобретения является повышение качества обработки подплечпков.
Поставленная цель достигается тем, что устройство снабжено средством для фиксации подплечиков, выполненным в виде вакуум-системы с вакуум-камерой, жестко смонтированной па основании средства для подачи подплечиков, п вакуум-отсосом, соединенным гибким шлангом с вакуум-камерой, при этом прижимная перфорированная плита приспособления для иглопробивания
имеет углубление, соответствующее форме обрабатываемого подплечика, и выступ, расположенный со стороны приспособления осноровкп.
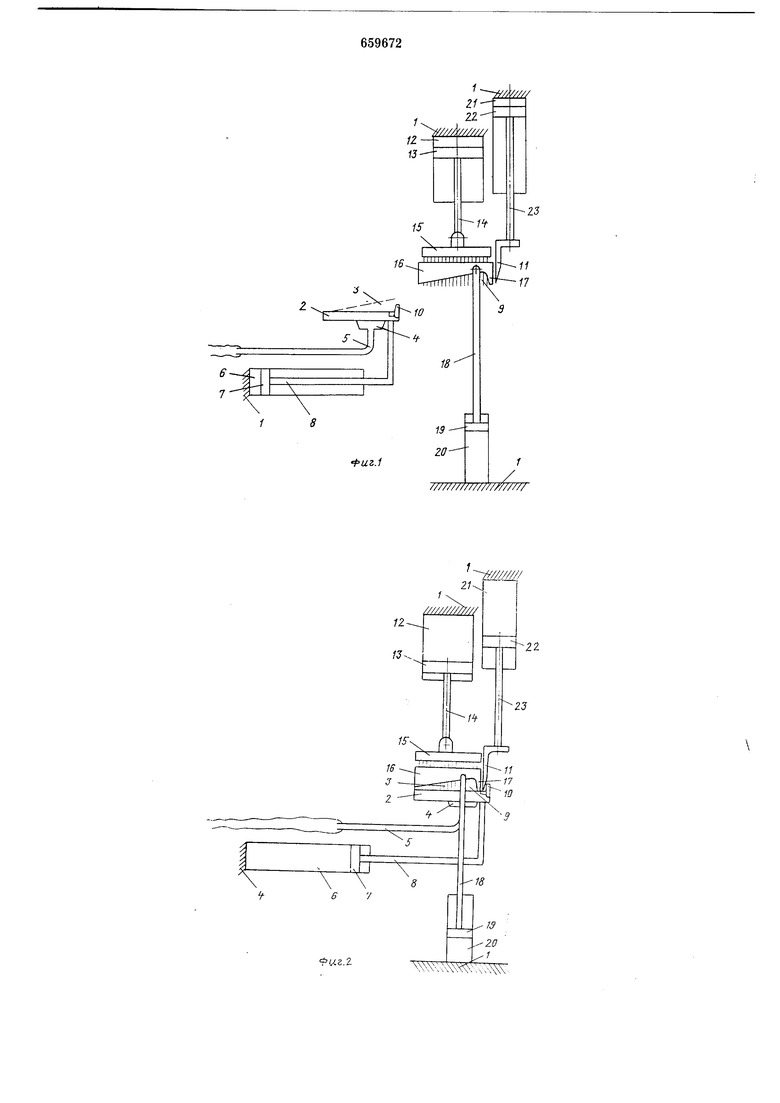
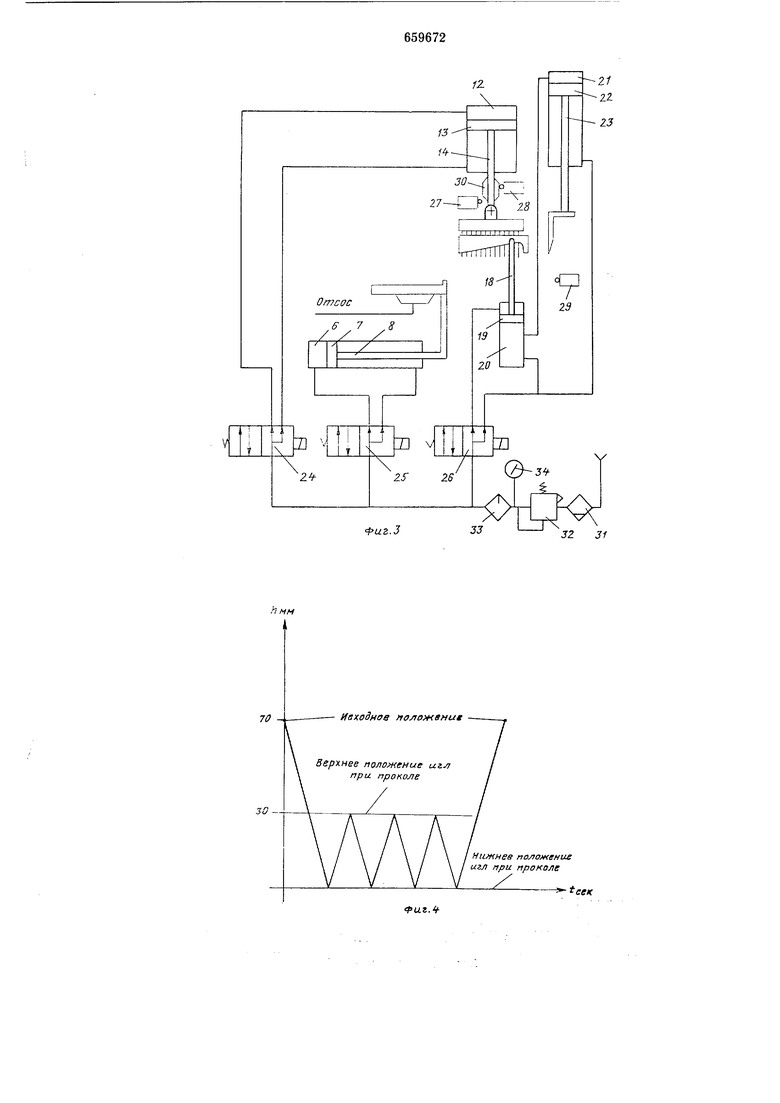
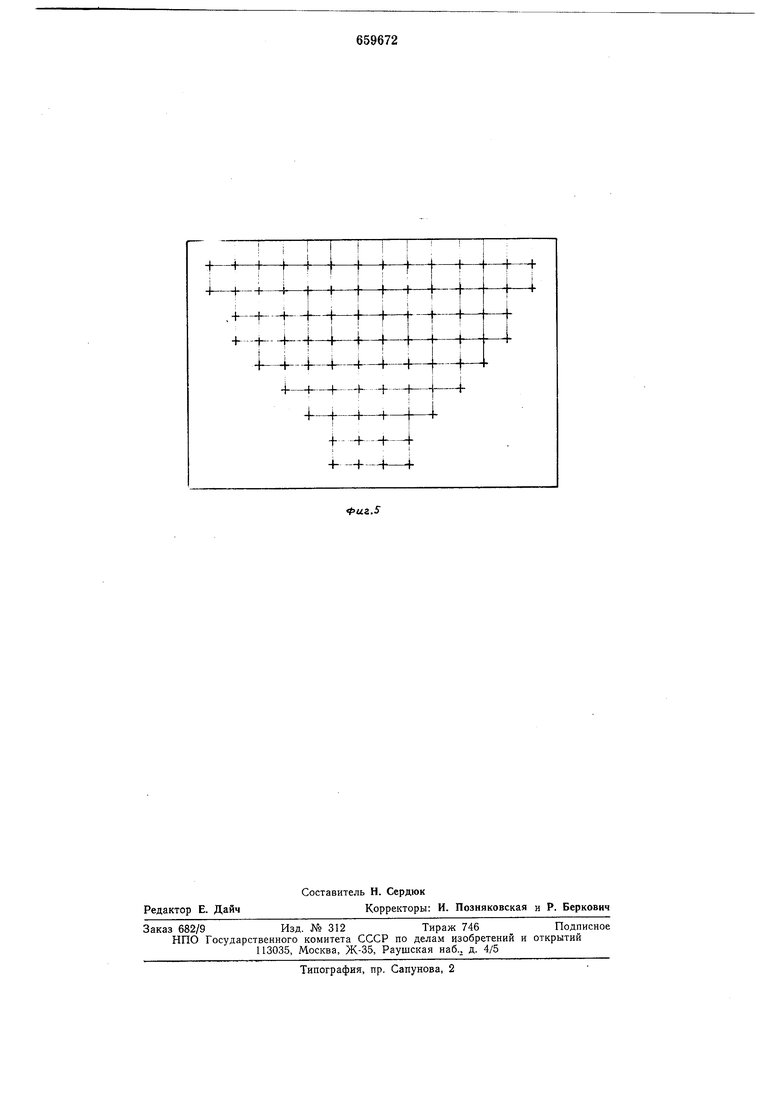
На фиг. 1 схематично изображено предлагаемое устройство в исходном положении; на фиг. 2 - то же, в рабочем положении; на фиг. 3 - пневматическая схема предлагаемого устройства; на фиг. 4 - график в координатах «путь-время двпл ения игольной плиты; на фиг. 5 - расположение игл и перфорационных- отверстий в прил имной плите и подающей подушке. Устройство имеет станину 1, которая
представляет собой сварную разборную металлическую конструкцию. На ней установлены и закреплены основные узлы-средство для подачи подплечиков с перфорированным основанием, приспособление для
иглопробивания, приспособление осноровки. Средство для подачи подплечиков представляет собой горизонтально расположенную подушку 2, размеры которой несколько превышают размеры укладываемого на нее пакета подплечика 3.
Металлическая подающая подущка выполнена с перфорационными отверстиями и имеет средство для отсоса воздуха с целью прижатия к ее поверхности слоев подплечика 3, выполненное в виде камеры 4 с
отводным патрубком 5, соединенным с вакуум-отсосом.
Средство для подачи снабжено горизонтально установленным на станине 1 цилиндром 6 с поршнем 7 и штоком 8, на котором жестко укреплена подаюп1,ая подушка 2. Последняя установлена на двух горизонтальных направляюш,их с возможностью перемещения с пакетом подплечика 3 в зону иглопробивания и обратно.
Положение подаюи;ей подушки 2 в рабочей зоне точно фиксируется, чтобы она не сдвигалась в процессе иглопробивания и пробивные иглы 9 точно входили в перфорационные отверстия подаюш.ей подушки 2 после сквозного прокола пакета подплечика 3. Для этого подаюш,ая подушка перфорирована по всей площади, занимаемой подплечиком.
Подающая подушка на передней своей кромке имеет упор 10 для укладывания к нему подплечика 3 впритык утолщенной частью вперед. Упор 10 определяет положение подплечика 3 при осноровке относительно ножа 11 приспособления осноровки.
Приспособление для иглопробивания состоит из вертикально установленного цилиндра 12 с поршнем 13 и штоком 14, на котором жестко прикреплена игольная плита 15 с пробивными иглами 9, направленными параллельно продольной оси цилиндра 12. приспособление приводится в действие сжатым воздухом.
Игольная плита 15 установлена с возможностью возвратно-поступательного перемещения в вертикальном направлении. Размеры игольной плиты несколько превышают размеры пакета подплечика 3.
Пробивные иглы 9 закреплены в игольной плите 15 не по всей ее площади, а только в местах, приходящихся к внутреннему контуру обрабатываемого подплечика. Они расположены в шахматном порядке с расстоянием между рядами игл приблизительно 0,,0 см. Расположение пробивных игл в игольной плите соответствует расположению перфорационных отверстий в подающей подушке.
Для обработки одного подплечика требуется небольшое число проколов, около 4-6.
Для прижатия обрабатываемого подплечика к поверхности подающей подушки 2, чтобы подвлечик не болтался на пробивных иглах в процессе иглопробивания, в устройстве имеется прижимная плита 16, в нижней части которой выполнено углубление, соответствующее форме обрабатываемого подплечика, с выступом 17 вдоль стороны подплечика, подлежащей осноровке. Выступ 17 выполнен в виде узкой полосы и механически фиксирует сторону подплечика, подлежащую осноровке, предотвращая сдвиг слоев подплечика в момент реза. Фиксирование нгего подплечика 3 в углублении прижимной плиты 16 повышает качество обработки.
С целью прохода пробивных игл сквозь
прижимную плиту последняя перфорирована, причем перфорационные отверстия
соответствуют расположению пробивных
Прижимная плита 16 укреплена на концах вилки, охватывающей подающую подушку 2 с боков при ее свободном проходе в рабочую зону, с возможностью вертикального перемещения в плоскости подающей подушки. Вилка жестко крепится к штоку 18, соединенному с поршнем 19, находящимся в цилиндре 20.
Приспособление осноровки выполнено в виде гильотины, установленной с возможностью вертикального возвратно-поступательного перемещения и содержит цилиндр
21 с поршнем 22 и штоком 23. К последнему жестко прикреплен плоский нож 11, заостренный снизу и расположенный в плоскости, перпендикулярной направлению движения подающей подушки 2. Длина ножа 11 несколько превышает сторону подплечика 3, подлежащую осноровке.
Все приспособления устройства приводятся в действие сжатым воздухом.
Контрольная и регулирующая аппаратура устройства включает электроуправляемые пневматические клапаны 24-26, концевые выключатели 27-29 и кулачок 30.
В систему пневмоавтоматики предлагаемой машины для нормальной и долговременной ее работы введены фильтр-влагоотделитель 31, регулятор 32 давления, маслораспылитель 33. Для контроля оптимального режима работы машины она снабжена манометром 34.
Работа устройства осуществляется следующим образом.
Пневматика обеспечивает нахождение поршней всех цилиндров в исходном положении. Перед работой включают отсос воздуха из подающей подушки 2. Отсос воздуха осуществляется постоянно в течение всей рабочей смены.
На подающую подушку 2 укладывают пакет подплечика 3, который состоит обычно из трех-четырех слоев.
Благодаря отсосу воздуха пакет подплечика 3 прижимается к поверхности подающей подушки 2 и не смещается. Нажатием на пусковую кнопку включателя срабатывает электроуправляемый клапан 24, сжатый воздух поступает в переднюю часть цилиндра 6, поршень 7 со штоком 8 и подающей подушкой 2 передвигаются в зону иглопробивания. Дойдя до крайнего положения, подаюшая подушка нажимает на концевой выключатель 27, который дает команду электроуправляемым клапанам 25 и 26. По этой команде поршни 13 и 19 начинают двигаться вниз. Благодаря меньшему объему цилиндра 20 по сравнению с цилиндром 12 поршень 19 достигает крайнего нижнего положения раньше поршня 13.
К ШТОКУ 18 жестко прикреплена вилка прижимной плиты 16. Последняя, onvcкаясь, прижимает пакет подплечика 3 к подающей подушке 2. Подающая подушка 2 подается в зону иглопробивания сквозь указанную ВИЛКУ. Движения поршней в цилиндрах 20 и 21 отрегулированы таким образом, что осноровка пакета подплечика 3 ПРОИЗВОДИТСЯ ножом 11 после того, как подплечик 3 будет плотно прижат выступом 17 прижимной плиты 16 к подаюшей подушке 2.
Одновременно начинает работать поршень 13, жестко связанный с игольной нлитой 15. Дойдя до крайнего нижнего положения, кулачок 30 игольной плиты нажимает на концевой выключатель 28, который переключает электроуправляемый клапан 25 на обра-мый ход, и поршень 13 поднимает игольную плиту 15. Пройдя определенный путь, кулачок 30 игольной плиты нажимает на концевой выключатель 29 и переключает электроуправляемый клапан 25 на обратный ход.
Таким образом, игольная плита, совершая вертикальные возвратно-поступательные движения, пробивными иглами 9 пробивает подплечик, скрепляя слои его пакета.
В ;звестных средствах электроавтоматики число проколов пакета подплечика пробивными иглами 9 регулируется импульсным счетчиком (на схеме не показан), сигналы к которому поступают от концевого выключателя 28.
С целью экономии сжатого воздуха и сокращения длительности обработки игольная плита 15 в процессе иглопробивания совершает вертикальные возвратно-поступательные перемещения с меньшей амплитудой, по сравнению с исходным положением (фиг. 4). Величина амплитуды такова, что заусенцы пробивных игл проходят подплечик 3 насквозь. В процессе иглопробивания иглы не вынимаются из подплечика. Это достигается установкой концевого выключателя 28 по высоте, дающего команду электроуправляемому клапану 24, который переключает направление распространения сжаТого воздуха раньше, чем поршень 13 достигнет верхней мертвой точки (исходного положения).
Имплльсный счетчик по истечении заданного числа проколов дает сигнал на электроуправляемые клапаны 24-26, после чего все рабочие УЗЛЫ возвращаются в исходное положение. Обработанный подплечик 3 снимают с подаюшей нодушки 2, на его место
укладывают новый пакет, после чего цикл повторяется. Годовой экономический эффект от внедрения формованных подплечиков на ГОДОВУЮ пpoгpaм тy фабрики составляет около 40,0 тыс. руб.. а в целом по отрасли - 2,8 млн. руб. в год.
Формула изобретения
Устройство для скрепления слоев подплечиков, содержатцее средство для подачи подплечпков с перфорированным основанием, приспособление для иглопробивания, имеющее игольную плиту с иглами и прижимную перфорированную плиту, приспособление осноровки и пневмопривод, от личающееся тем, что, с целью повыщения качества обработки, оно снабжено средством для фиксации подплечиков, выполненным в виде вакуум-системы с вакуум-камерой, жестко смонтированной на основании средства для подачи подплечиков, и вакуум-отсосом, соединенным гибким шлангом с вакуум-камерой, при этом прижимная перфорированная плита приспособления
для иглопробивания имеет углубление, соответствующее форме обрабатываемого подплечика, и выступ, расположенный со стороны приспособления осноровки. Источники информации,
принятые во внимание при экспертизе
1. Патент ФРГ №. 1460138, 3d 43/00, 1971.
//////777777///т////
Фиг.
32 31
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки прокладок для подплечиков из пористого материала | 1976 |
|
SU654404A1 |
| СПОСОБ ПЕРФОРИРОВАНИЯ ГЛАДКИХ ЗАКРЫТЫХ ПОВЕРХНОСТЕЙ ИЗДЕЛИЯ ИЗ ОТКРЫТОПОРИСТЫХ ПЕНОПЛАСТОВЫХ ЛИСТОВ | 1995 |
|
RU2106958C1 |
| ПРЕСС ГЛАДИЛЬНЫЙВСЕСОЮЗНАЯ11 | 1971 |
|
SU309083A1 |
| Устройство для накалывания шпал перед пропиткой | 1973 |
|
SU479625A1 |
| Устройство для резки прокладокдля пОдплЕчиКОВ из пОРиСТОгО MATE-РиАлА | 1977 |
|
SU827292A2 |
| Стенд для определения износа механизма прокладывания нитей на швейной машине | 1971 |
|
SU574491A1 |
| Производство нетканого материала из полиэфирных волокон | 2024 |
|
RU2837477C1 |
| Пресс для влажно-тепловой обработки швейных изделий | 1973 |
|
SU705032A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИГЛОПРОБИВНЫХ ВОЛОКНИСТЫХ КОНСТРУКЦИЙ В РЕЖИМЕ РЕАЛЬНОГО ВРЕМЕНИ И ИГЛОПРОБИВНОЕ УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2002 |
|
RU2289644C2 |
| СПОСОБ И ДВУХЦИЛИНДРОВАЯ КРУГЛОВЯЗАЛЬНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ НОСКОВ ИЗ МАТЕРИАЛА В РУБЧИК И ПОДОБНЫХ ИЗДЕЛИЙ | 1997 |
|
RU2171321C2 |
Нитнев игл при проколе
еек
