1
Изобретение относится к производству изделий сборного бетона и железобетона.
Известен чехол сердечника формы для производства гидропрессованны.х труб, содержащий эластичный чулок с металлическими кольцами по торцам 1.
Недостатком известного решения является большая энергоемкость телловой обработки отформованных изделий из-за использования пара для прогрева последних.
Кроме того, применение пара для прогрева изделий при тепловой обработке обуславливает плохие санитарные условия д,ля обслуживающего персонала.
Пелью изобретения является снижение энергоемкости тепловой обработки формуемых изделий, повышение их качества и удобства обслуживания.
Указанная цель достигается тем, что чехол сердечника формы для производства гидропрессованных труб из бетонных смесей, содержащий эластичный чулок с металлическими кольцами по торцам, снабжен электронагревателями в виде размещенных в эластичном чулке сопротивлений, подключенны-х параллельно к металлическим кольцам, соединенных посредством выводов с источником питания.
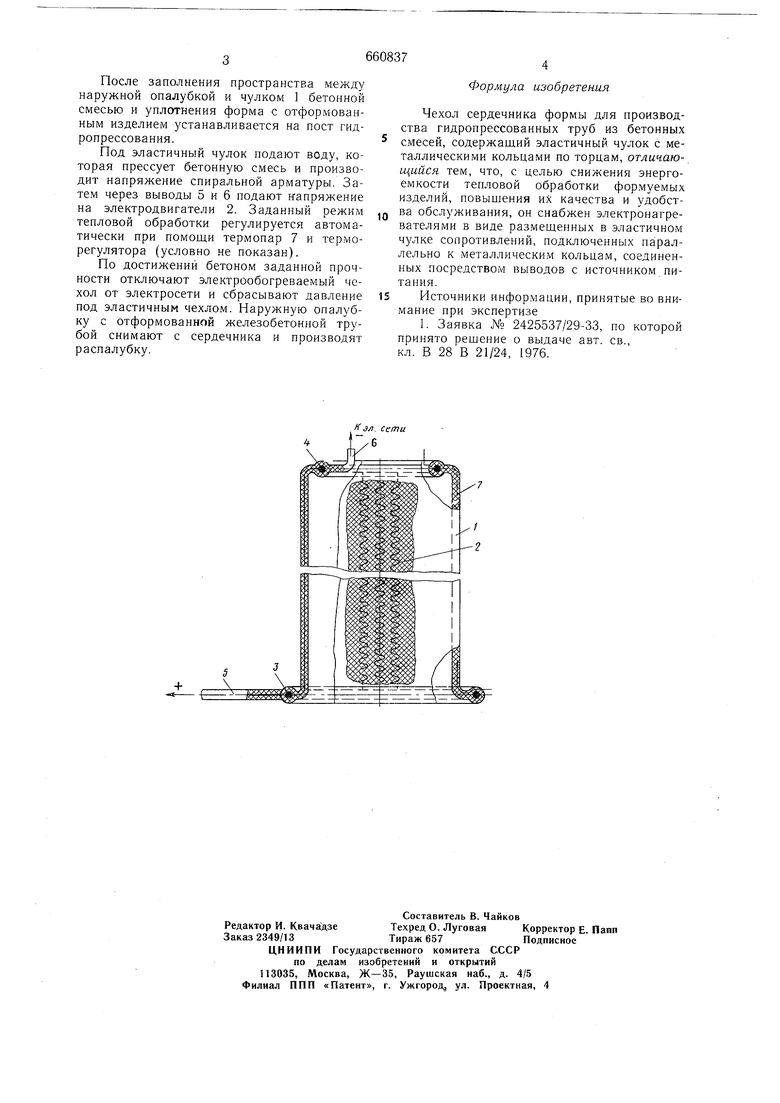
На чертеже схематично изображен чехол сердечника формы для производства гидропрессованных труб из бетонных смесей, общий вид.
Чехол сердечника формы для производства гидропрессованных труб из бетонных смесей состоит из эластичного чулка 1, в который встроены и закреплены в процессе вулканизации электронагреватели 2 сопротивления из тканного или проволочного материала.
Электронагреватели 2 жестко связаны с кольцом 3 в нижней части и с кольцом 4 в верхней части. Кольца 3 и 4 выполнены из металла и имеют выводи 5 и 6, которые соединяются с источником питания. В стенку чулка 1 встроены термопары 7.
Эластичный чехол надет на .металлический сердечник (условно не показан), в нижней части которого закреплен раструбообразователь, опирающийся на наружную опалубку (условно не показанную).
Чехол сердечника для производства гидропрессованных труб из бетонных смесей работает следующим образом.
После заполнения пространства между наружной опалубкой и чулком 1 бетонной смесью и уплотнения форма с отформованным изделием устанавливается на пост гидропрессования.
Под эластичный чулок подают воду, которая прессует бетонную смесь и производит напряжение спиральной арматуры. Затем через выводы 5 и 6 подают напряжение на электродвигатели 2. Заданный режим тепловой обработки регулируется автоматически при помощи термопар 7 и терморегулятора (условно не показан).
По достижений бетоном заданной прочности отключают электрообогреваемый чехол от электросети и сбрасывают давление под эластичным чехлом. Наружную опалубку с отформованной железобетонной трубой снимают с сердечника и производят распалубку.
Формула изобретения
Чехол сердечника формы для производства гидропрессованных труб из бетонных
с.месей, содержащий эластичный чулок с металлическими кольцами по торцам, отличающийся тем, что, с целью снижения энергоемкости тепловой обработки формуемых изделий, повышения их качества и удобства обслуживания, он снабжен электронагревателями в виде раз.мещенных в эластичном чулке сопротивлений, подключенных параллельно к металлическим кольца.м, соединенных посредством выводов с источником питания.
Источники инфор.мации, принятые во внимание при экспертизе
1. Заявка № 2425537/29-33, по которой принято решение о выдаче авт. св., кл. В 28 В 21/24, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Чехол сердечника формы для производства гидропрессованных труб из бетонных смесей | 1976 |
|
SU650820A1 |
| Форма для изготовления гидропрессованных труб из бетонных смесей | 1984 |
|
SU1294628A1 |
| Способ изготовления гидропрессованных напорных труб | 1985 |
|
SU1308500A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРБЕТОННЫХ ТРУБ И ОПАЛУБКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2091220C1 |
| Устройство для изготовления трубчатых изделий | 1989 |
|
SU1789342A1 |
| Способ изготовления гидропрессованных напорных труб | 1987 |
|
SU1479278A2 |
| Способ изготовления гидропрессованных напорных труб | 1989 |
|
SU1675102A2 |
| Форма для изготовления гидропрессованных напорных труб из бетонных смесей | 1986 |
|
SU1329985A1 |
| Установка для приготовления асбестоцементной суспензии | 1974 |
|
SU559601A1 |
| Форма для изготовления виброгидропрессованных трубчатых изделий | 1981 |
|
SU1014723A1 |
/7
