Изобретение относится к машиностроению, в частности к конструкции устройств управления оборудованием для обработки давлением.
Целью изобретения является повышение точности процесса растяжения.
Цель достигается путем повьшения точности определения значения остатоной деформации без контроля момента перехода от упругой деформации изделия к его пластической деформации
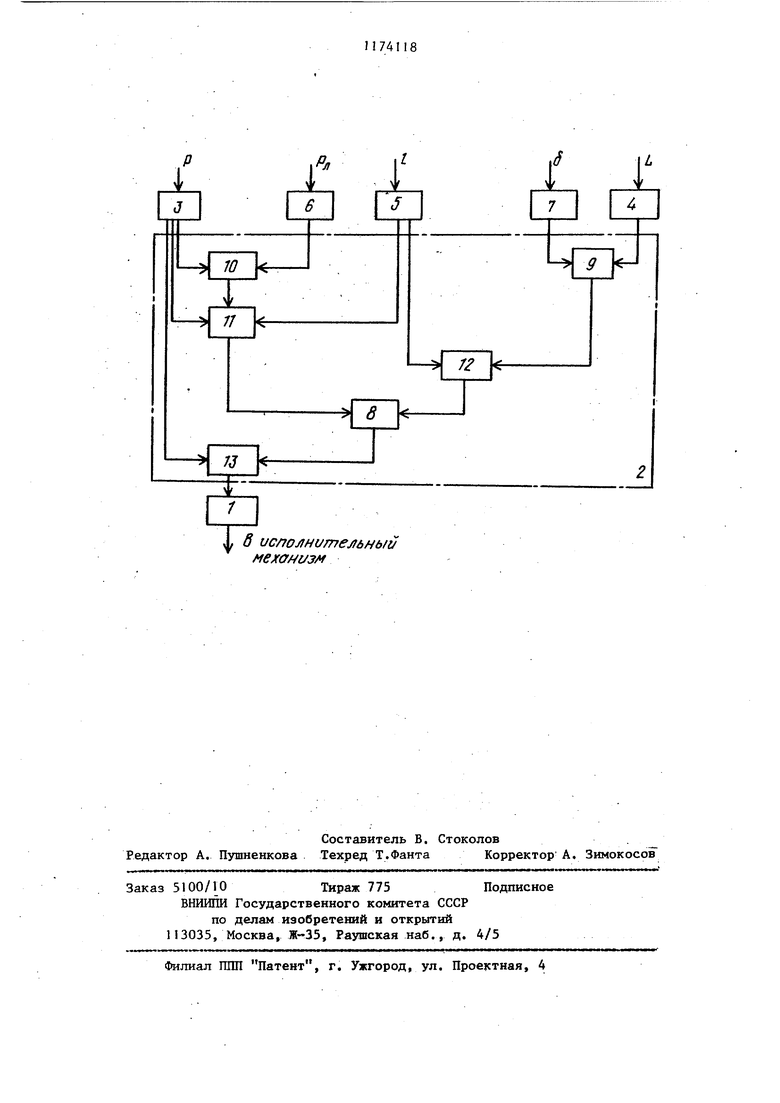
На чертеже приведена блок-схема устройства.
Система содержит блок 1 управления исполнительным механизмом растяжной машины, схему 2 вычисле ния управляющего сигнала, датчик 3 давления в гидросистеме, датчик 4 положения установочной головки, датчик 5 перемещения растяжной головки. Задатчик 6 давления (т.е. давления, при котором гарантировано сохраняется линейная зависимость давления и перемещения головки), задатчик 7 остаточной деформации, два блока 8 и 9 умножения, компаратор 10, блок 11 деления с управляющим входом, блок 12 вычитания и блок 13 сравнения.
Система работает следующим образом.
До начала процесса растяжения задатчиком 7 задается величина относительной остаточной деформации заготовки, котораяумножается в блоке умножения надлину заготовки,получаемую с датчика 4 положения установочной головки. Результатом является абсолютная величина остаточной деформации, которая вычитается в процессе растяжения заготовки в блоке 12 вычитания из текущего значения деформации, поступакицего с датчика 5 перемещения растяжной головки. Задатчиком 6 давления задается величина давления, заведомо относящаяся к зоне упругой деформации. Эта величина сравнивается с текущим давлением, величина которого определяется датчиком 3 в компараторе 10, который при равенстве давления включает блок 11 деления, вычисляющий и запоминающий коэффициент жесткости заготовки путем деления давления 8 на величину перемещения растяжной головки, поступающую с датчика 5. Этот коэффициент непрерывно умножается в блоке 8 умножения на разностный сигнал, поступающий с блока 12 вычитания, а результат умножения сравнивается с величиной текущего давления в блоке 2 сравнения, который при равенстве сигналов вьщает на блок 2 управления исполнительным механизмом импульс, останавливающий процесс растяжения. Элементы 8-13 составляют схему 2 вьгаисления управляющего сигнала по командам всех датчиков и задатчиков. После снятия изделия и установки новой заготовки процесс правки растяжением повторяется.
Эффективность использования систмы управления достигается за счет повьшения точности процесса правки.
f Л
1
/ J
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля удлинения заготовки при правке растяжением на гидравлической машине | 1980 |
|
SU927368A1 |
| Пресс для гибки заготовок с растяжением | 1982 |
|
SU1107927A1 |
| Устройство управления изгибно-растяжным агрегатом | 1981 |
|
SU998526A1 |
| Устройство для автоматического контроля и регулирования массы заготовок | 1976 |
|
SU661251A1 |
| Растяжно - обтяжной пресс | 1989 |
|
SU1738426A1 |
| Устройство контроля деформации заготовки при гибке профилей с растяжением | 1979 |
|
SU863068A1 |
| Способ правки металлическихиздЕлий РАСТяжЕНиЕМ | 1977 |
|
SU831268A1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПАРАМЕТРАМИ ТУРБОВИНТОВОГО ДВИГАТЕЛЯ | 1992 |
|
RU2022144C1 |
| Правильно-растяжная машина | 1979 |
|
SU811570A2 |
| Регулятор скорости движения транспортного средства | 1986 |
|
SU1498646A1 |
СИСТЕМА УПРАВЛЕНИЯ ПРАВИЛЬНО-РАСТЯЖНОЙ МАШИНОЙ, содержащая блок управления исполнительньм механизмом и связанные с этим блоком через схему вычисления управляющего сигнала датчики давления в гидросистеме, перемещения растяжной головки и положения установочной головки, отличающаяся тем, что, с целью повышения точности процесса растяжения путем контроля заданной остаточной деформации изделия, она снабжена задатчиками остаточной деформации и давления, а схема вычисления управляющего сигнала выполнена в виде компаратора, блока дгления с управляющим входом и двух блоков умножения, а также блоков вьгаитания и сравнения, причем один вход компаратора соединен с датчиком давления, другой - с задатчиком давления, а выход подключен к управляющему входу блока деления,один информационный вход которых соединен с дат чиком давления,другой -с датчиком перемещения растяжной головки, а выход блока деления подключен к входу первого блока умножения, другой йход которого соединен с выходом блока вычитания, при этом выход первого блока умножения подключен к входу блока сравнения, другой вход которого соединен с датчиком давления, а выход блока сравнения, являющийся (Л выходом схемы вычисления управляющего сигнала, соединен с входом блока с управления исполнительным механизмом причем один вход блока вычитания связан с датчиком перемещения растяжной головки, другой - с выходом второго блока умножения, один вход которого соединен с датчиком поло4i жения установочной головки, а другой - с задатчиком остаточной деформации.
ф исполните бньш механизм
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Правильно-растяжная машина | 1977 |
|
SU662192A1 |
