Изобретение относится к литейному производству и может быть использовано в фор.мовочных машинах и автоматах при уплотнении формовочной смеси в рпокаЯ.
Известны прессовые колодки, включаюш.ие сварной или литой корпус, заполненный гидропластмассой, и пуансон, при внедрении которого на определенную регулируемую глубину в гидропластамассу происходит профилирование формовочной смеси за счет выпучивания гидропластмассовой части колодки 1.
Недостаток этих прессовых колодок заключается в некачественном уплотнении смеси в периферийных участках по контуру опоки, а также необходимости применения дополнительного привода для перемещения пуансона при профилировании гидропластмассы.
По основному авт. св. JVg 438488 известна прессовая колодка, содержащая корпус с крышкой, имеющей вертикальною бтбортовку по периметру в нижней части, эластичный наполнитель и элемент, подвижный относительно корпуса, выполняющий роль наполнительной рамки и имеющий по периметру внутренний выступ прямоугольной формы, изготовленный по размерам опоки в свету 2.
Однако в известной колодке с эластичным напо тнителем внутренний выступ прямоугольной формы деформирует эластичный наполнитель в направлении крышки корпуса, в результате чего эластичный наполнитель быстро разрушается.
Целью изобретения является увеличение срока годности эластичного материала.
Цель достигается тем, что верхняя поверхность нижнего выступа подвижной части выполнена под углом к ее нижней торцовой поверхности, равным 45-60°.
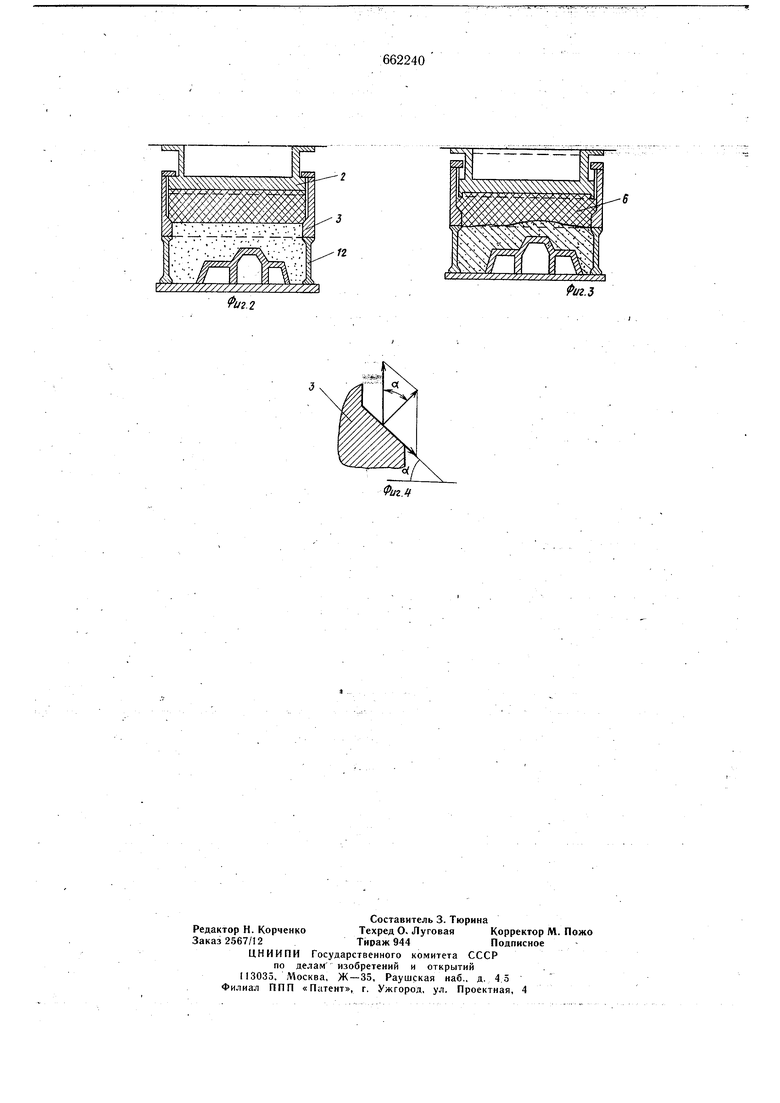
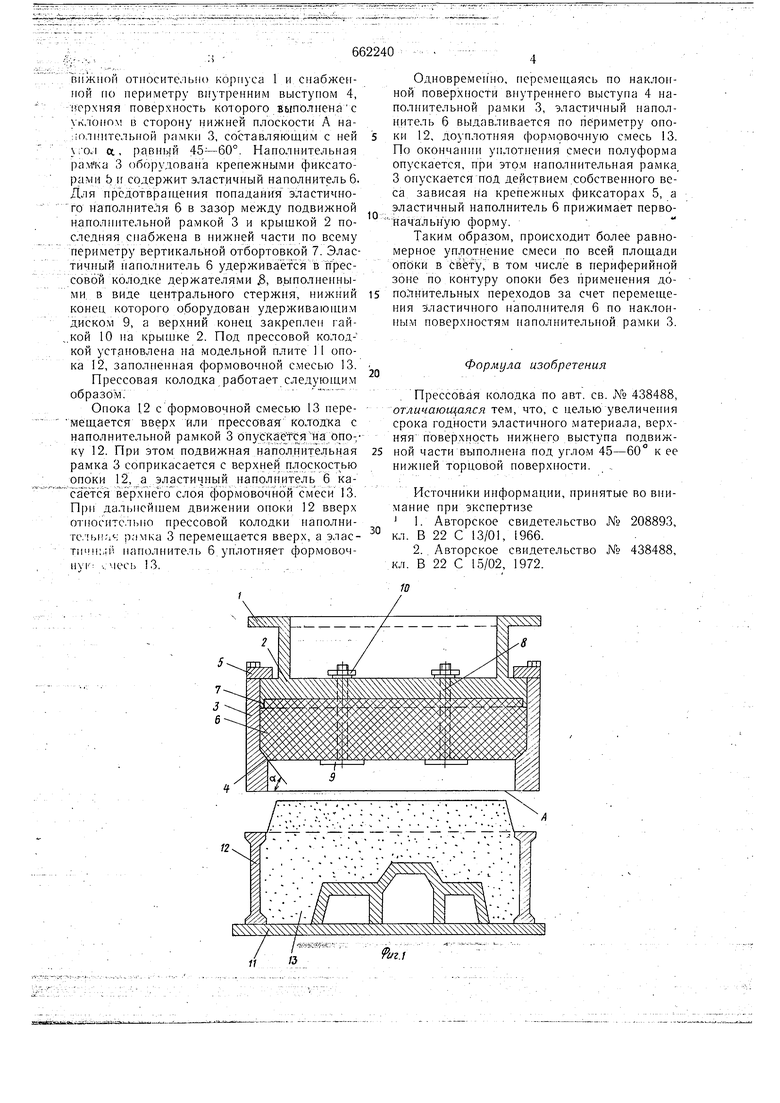
На фиг. 1 изображена предлагаема-я прессовая колодка с установленной под ней полуформой, в разрезе; на фиг. 2 - то же, при установке прессовой.колодки на полуформу; на фиг. 3 - то же, в момент окончательного уплотнения смеси в полуформе; на фиг. 4 - схема разложения сил на наклонной верхней поверхности внутреннего выступа наполнительной рамки.
Прессовая колодка состоит из корпуса 1 с крышкой 2, наполнительной рамки 3, подвпжной относительно корпуса 1 и снабженной по нериметру внутренним выступом 4, верхняя поверхность которого выполненас уклоном в сторону ннжней плоскости А на;1олннтельной рамкп 3, составляющим с ней гол а, рцвньш . Наполнительная ра.мка 3 оборудована крепежными фиксаторами b и содержит эластичный наполнитель 6. Для предотвращения попадания эластичного наполнителя 6 в зазор между подвижной наполннтельной рамкой 3 и крышкой 2 последняя снабжена в нижней части по всему периметру вертикальной отбортовкой 7. Эластичный наполнитель 6 удерживается в прессовой колодке держателями .8, в.ыполненными. в виде центрального стержня, нижний конец которого оборудован удерживающим диском 9, а верхний конец закреплен гай.кой 10 на крыщке 2. Под прессовой колодкой установлена на модельной плите 1 I опока 12, заполненная формовочной смесью 13. Прессовая колодка работает следующим
образом;
Опока 12 с формовочной смесью 13 перемещается вверх или прессовая ко.тодка с наполнительной рамкой 3 опускается на опо-.ку 12. При этом подвижная наполнительная рамка 3 соприкасается с верхней плоскостью опоки 12, ,а эластичный наполпитель 6 касается вёрхне о слоя формовочной смеси 13. При дальнейшем движении опоки 12 вверх относительно прессовой колодки наполниге..л; р;1мка 3 перемещается вверх, а эласTi 4 i: ;ii наполнитель 6, уплотняет формовочHVI: ..:месь 13.. . . . ,
Одновременно, перемещаясь по наклонной поверх 1ости внутреннего выступа 4 наполнительной рамки 3, эластичный наполнитель 6 выдавливается по периметру опоки 12, доуплотняя формовочную смесь 13. По окончании унлотнения смеси полуформа опускается, при этом наполнительная рамка, 3 опускается под действием собственного веса зависая На крепежных фиксаторах 5, а эластичный наполнитель 6 прижимает перво начальную форму.
Таким образом, происходит более равномерное уплотнение смеси по всей площади опоки в сйёту, в том числе в периферийной зоне по контуру опоки без гфименения дополнительных переходов за счет перемещения эластичного паполнителя 6 по наклонным поверхностям наполнительной рамки 3.
Формула изобретения
Прессовая колодка по авт. св. NO 438488, отличающаяся тем, что, с целью увеличения срока годности эластичного материала, верхняя поверхность нижнего выступа подвижной части выполнена под углом 45-60° к ее нижней торцовой поверхности.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство № 208893, кл. В 22 С 13/01, 1966.
2. Авторское свидетельство № 438488, кл. В 22 С 15/02, 1972.
.5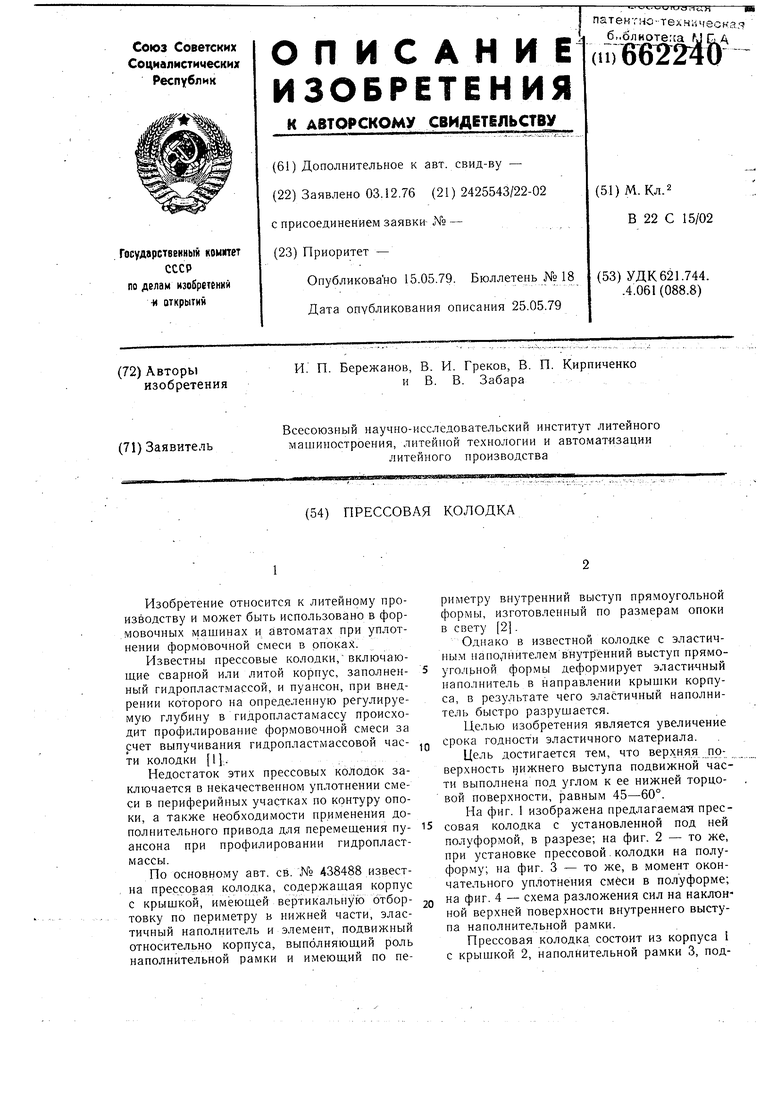
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для двухстороннего прессования литейных форм | 1978 |
|
SU789204A1 |
| Способ изготовления литейных форм | 1988 |
|
SU1565572A1 |
| Четырехпозиционная карусельная машина опочной формовки | 1986 |
|
SU1430178A1 |
| Способ изготовления литейных форм | 1980 |
|
SU910317A1 |
| Формовочный автомат | 1989 |
|
SU1676744A1 |
| Способ изготовления литейных форм | 1978 |
|
SU1234039A1 |
| Формовочная машина | 1981 |
|
SU1030092A1 |
| ВИБРОПРЕССОВАЯ ФОРМОВОЧНАЯ МАШИНА | 1968 |
|
SU221222A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| ФОРМОВОЧНАЯ МАШИНА | 1991 |
|
RU2026134C1 |